|
One of a number of similar machines built by the drill manufacturer Famup in Pordenone, Italy, the TCSV (or R.A.G.40) was a most unusual form of combined milling machine and co-ordinate drill; based on the Company's well-established heavier models (Types R.A.G. 25, 30 and 35) it was to be produced in a number of different forms.
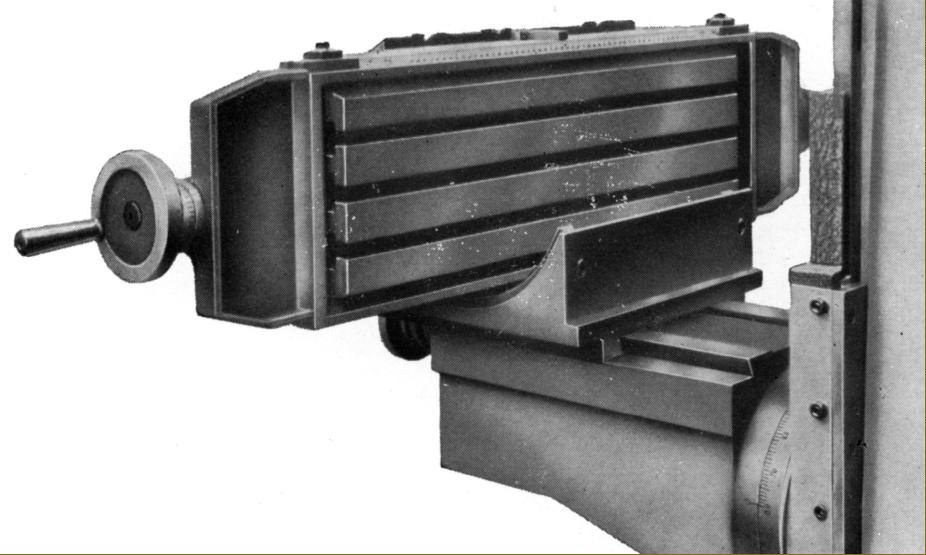
Heavily built, standing 2230 mm high, 2200 mm wide and 980 mm deep, its head and main column were cast in one piece. Carried on the column's vertical ways, and with 600 mm of travel, was a slide machined in the form of a circular boss - this allowing the 225 x 1000 mm table with its three T-slots to be rotated about its horizontal axis. As the whole knee assembly was lifted by a screw that passed through the boss, it was in the form of a cantilever - and so required two bracing struts to prop up the outer end - its large rectangular base fitted with a chip tray and supports to hold the knee-stiffening struts. The table assembly included a further surprise - a most unusual (possibly unique) configuration that not even a Deckel-type universal miller could achieve. The arrangement was simple, the extra thick slide carrying the table was formed with a concave top surface that allowed the convex underside of the table - controlled accurately by a front-mounted handwheel though worm-and-wheel gearing - to be tilted backwards through 90° until it stood vertically, or forwards though 55°. While such a plethora of surfaces and movements robbed the miller of some rigidity, its sheer versatility meant that a clever machinist would almost certainly have been able to devise a suitably ingenious set up when faced with a tricky job. Instead of the cast column, other versions of the mill/drill used, instead a heavy steel tube; some versions were fitted with a fixed knee, elevated by a conventional, front-mounted screw with these, of course, lacking the for and aft tilt but arranged for the table to be pivoted on its vertical axis, in the same manner as on a horizontal miller of the "universal" type. In general, the screw-supported knee type had their motor arranged with the spindle pointing upwards and mounted on a hinged plate at the back of the head . Drive was by V-belt, the top hinging open to allow changes of speed with the range, no doubt, similar to the variable type.
Longitudinal travel of the table by hand was 670 mm, this reducing to 550 mm when fitted with the optional power-feed attachment. Cross travel was 300 mm and the micrometer dials graduated at intervals of 0.05 mm. Hanging beneath the table's left-hand end, the table feed power unit was oil-bath lubricated and its hardened gears driven by a separate electric motor, the arrangement providing three feed rates of 45, 80 and 155 mm per minutes with rapids (a standard fitting) set at 1000 mm per minute.
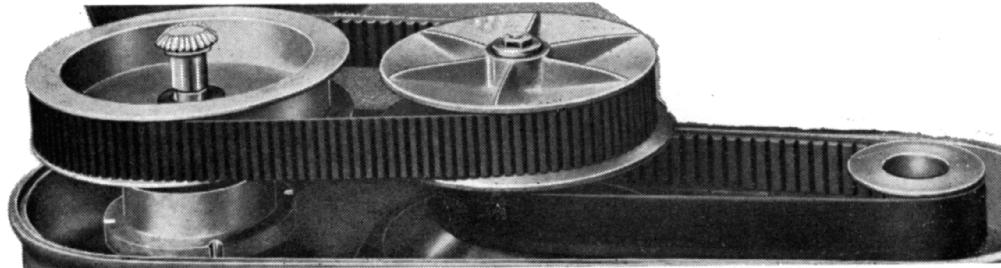
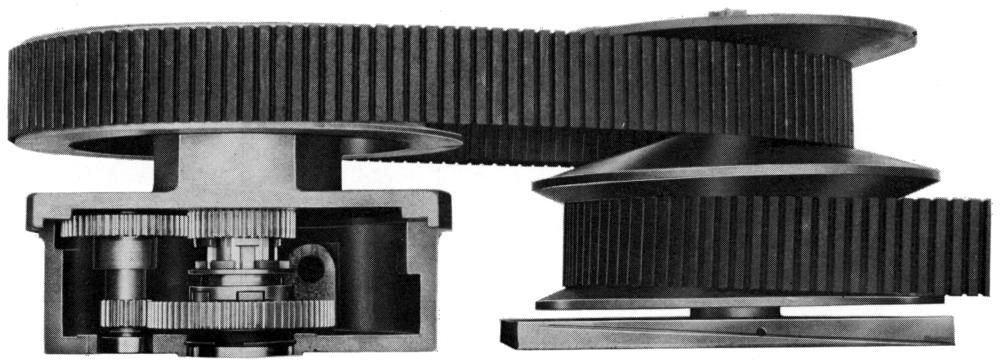
In its ordinary form the machine, as shown in the first illustration below, appears to have been specified with a single-speed 2.5 h.p. motor, this being flange mounted vertically at the back of the head. Drive ran forwards to the spindle through an expanding and contracting variable-speed mechanism that gave a speed range from 80 to 1800 r.p.m. However, a number of confusing options were listed including the incorporation of an oil-bath lubricated, lathe-like backgear assembly using hardened CrNiMo gears that, while offering usefully increased torque when in use, did not reduce the slowest speed - the range remaining exactly as before. In addition the makers listed a 2-speed 2.5/1.1 h.p. motor that, presumably available with or without the optional backgears, gave a range with lower speeds down to 35 r.p.m., yet no higher at up to just 1800. Other versions had their motors mounted vertically beneath the head - in the style of a conventional drill press - and are thought to have had an ordinary V-belt drive, though doubtless with a very similar speed range.
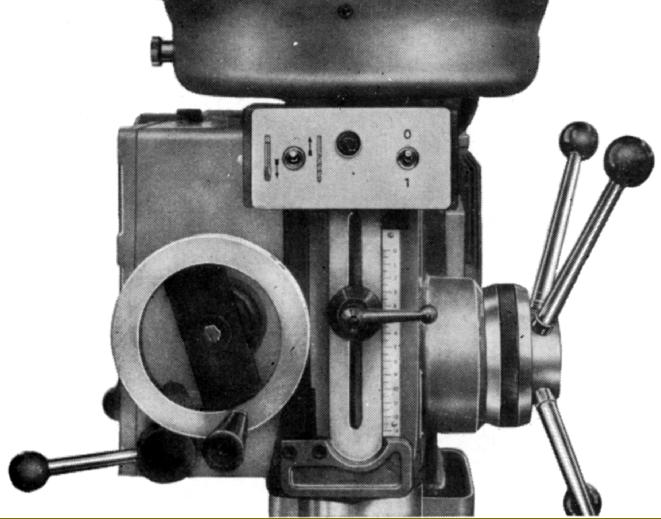
Fitted with either a No. 4 Morse or ISO 40 mm hardened socket nose, the spindle was set some 308 mm from the inside face of the column, held in a 75 mm diameter, hardened steel (rather than cast-iron) quill and had a usefully long travel of 130 mm. Spindle fine feed was by a handwheel through worm-and-wheel gearing and drilling by a 4-spoke capstan handle using rack-and-pinion gears. Available as an extra-cost, three rates of power up and down feed were available - these being set at rates of 0.05, 0.10 and 0.20 mm per revolution. The makers stated that the maximum drilling capacity in steel was 40 mm and in cast iron 45 mm.
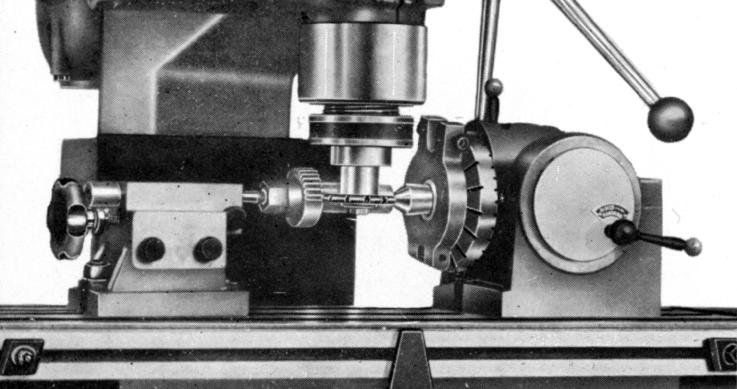
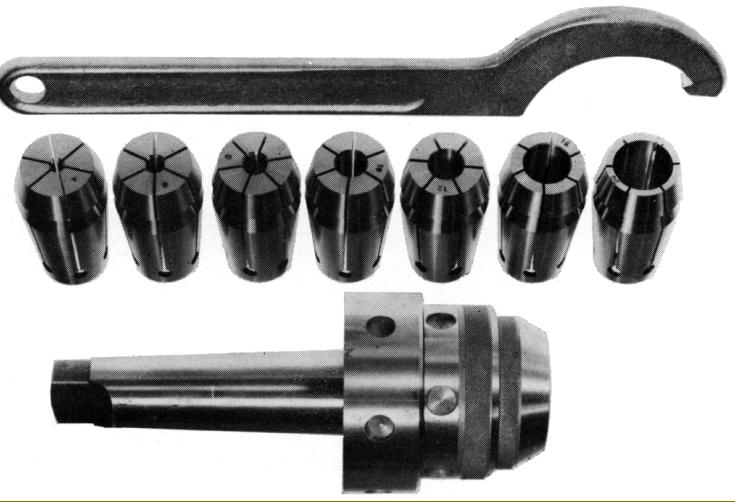
Amongst the expected accessories provided by the maker were an "Autolock" style of collet chuck, simple and complex boring heads, a boxed boring head and quick-change cutter-holding collet set, a 100 mm diameter cutter head with four adjustable inserted tooth bits, rotary-base machine vices, and dividing heads in various sizes with tailstocks and division plates..
Famup were to be eventually bought by the Austrian Emco Company, but with the drill division sold off to a third party--this enterprise running into difficulties and now closed..
|
|