|
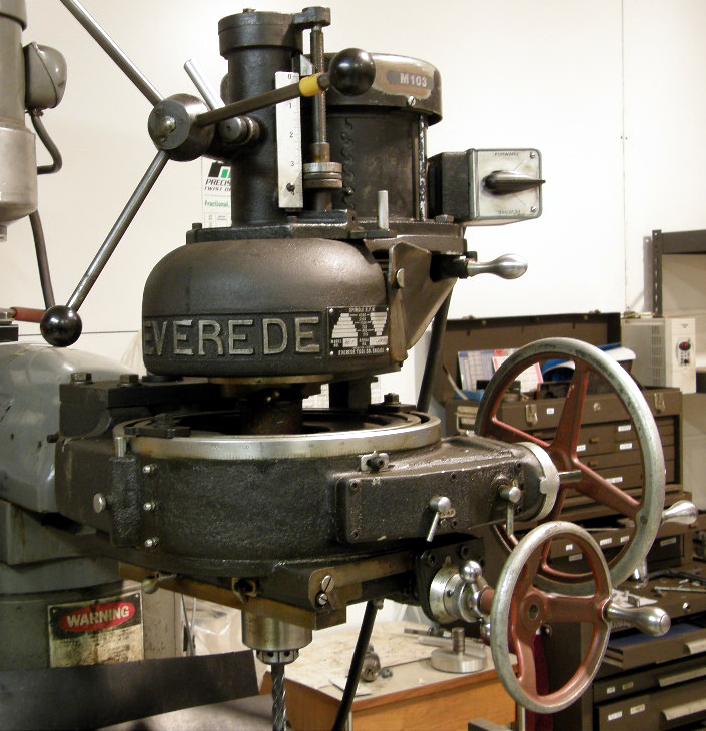
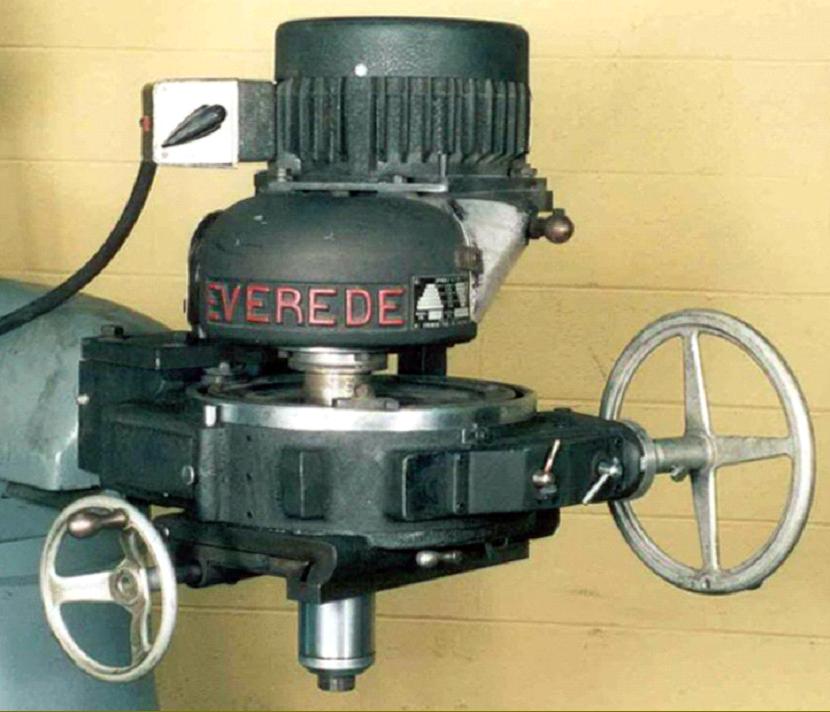
Similar is concept to the Bridgeport Cherrying head, the Everede unit was, in effect, an upside-down rotary table and designed to simplify what were normally difficult milling operations. The head's internal mechanism was complex and expensive piece of equipment, but it did make the attachment able, for example (without moving the table or knee of the miller itself) to bore a sequence of holes in a straight line up to 3-inches long, or in any arc of up to a 3-inch radius. The result was that normally awkward-to-set-up jobs, such as a circle of bolt holes, became just a trivial matter: in the latter example, the radius required was set, the number of holes divided into 360, the appropriate degree point set for each, the quill lowered - and the job was immediately on its way to completion. The manufacturer claimed that any shape able to be drawn on a flat surface could be duplicated - though machining a cut in the form of the letter "J" might have taken a little more thought and application. For many jobs operators did indeed find the head more convenient to use than setting up a rotary table and, in the case where an arc needed to be cut on the end of a lengthy workpiece, the Everede would do the job easily - whereas a rotary table would not have let the far end of the workpiece swing without the chance of it hitting an obstruction.
Powered by a 3/4 hp 3-phase motor, and therefore capable of moderately heavy work, the head was fitted with a 6-step pulley that gave a decently wide range of speeds - though there was no backgear to produce really slow revolutions. With about 3-inches of vertical travel, the quill took Kearney &Trekker Series KT-20 collets up to 1/2-inch capacity. In addition to the vertical movement, the assembly could be moved in and out horizontally in a straight line for slightly over 3 inches, this movement being controlled by a somewhat unconventional leadscrew with a micrometer dial marked in increments of 0 .001". Though difficult to see (the operator had to stoop and peer below the unit) on each side of the quill-assembly ways was a most useful 0 to 3-inch ruler, scribed in 0.1" divisions.
The linear-feed leadscrew had a detachable handle that could be fitted to either end - an arrangement necessary to clear a path for the rotational-motion hand-wheel. By moving the wheel to the opposite side of the head, it could continue to be used without causing an obstruction. The entire quill and drive assembly could be rotated through 360° using either of two shafts - one having a dial calibrated in degrees whilst the other, with much slower gearing, was marked in minutes. A circular scale in degrees was used to indicate position, with two stops provided to set the limits of rotation. In summary, the head allowed intricate work to be performed on large or oddly-shaped jobs with no need to employ risers whilst obviating the need to mount a heavy rotary table that would have reduced the machine's load-bearing capacity. However, with the advent of CNC controls the head is now a museum piece, though great fun to use.
|
|