|
Manufactured by the oddly named "Motor Gear & Manufacturing Co. Ltd." of the Corona Works in Chadwell Heath, Essex, the Numbers 23 bench and later No. 24 stand-mounted high-speed tapping machines would have been current during the late 1940s and 1950s. Little is known of the Company, save that they also manufactures a precision bandsaw and a punch shaper.
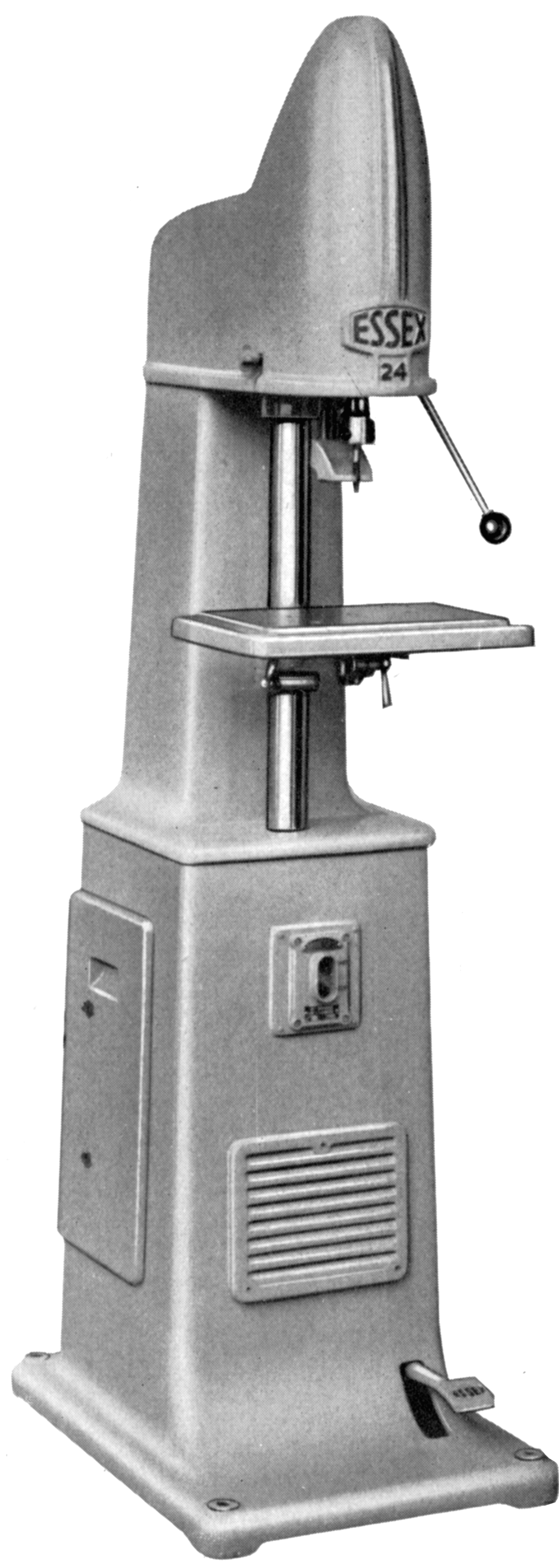
A floor-standing model, occupying a space of 28" x 20" and standing 73.5" high, the No. 24 was designed to look rather more modern than the company's earlier bench models - these looking rather like the "Oldak" as manufactured by Engineering Products Ltd. of London.
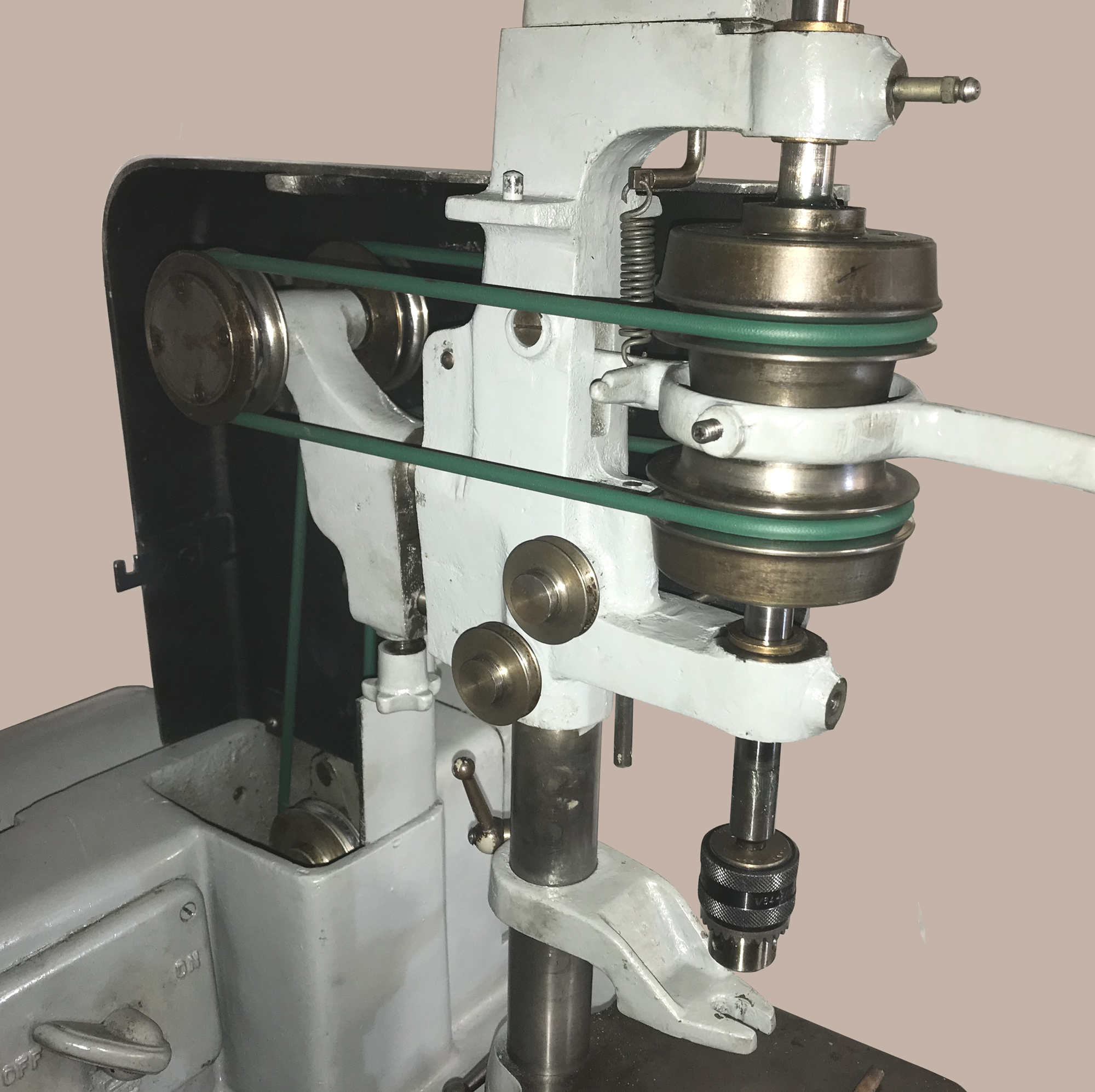
Both models were very heavy built, the No. 23 bench type weighing around 110 lbs (50 kg) and the No. 24 with is floor stand a substantial 565 lbs (257 kg). Although no technical details are available the No. 23, the machine was arranged, as were most other similar models, with final drive by a single round belt that, guided over jockey pulleys, was wrapped around the forward and reverse clutches. A front-mounted lever lifted or lowered a collar to engage the drive as required. On the No. 24 power came from a 0.5 h.p. motor with initial drive by a 3-step V-pulley to a countershaft that gave forward speeds of 480, 930 and 1500 r.p.m. and in reverse an accelerated range of 690, 1340 and 2150 r.p.m. Final drive to the 1.5-inch travel tapping head was by a flat belt, the entire upper section of the drive being enclosed by guards that could be removed once the operating handle had been removed. Motor control was by the usual push-button starter equipped with a safety no-volt release,
Taps were held in a 3/8" capacity 2-jaw chuck that gripped across the tap corners with the drive arranged so that if the adjustable down stop was reached, or a hard spot or other restriction encountered, the spindle would automatically reverse. The maximum tapping capacity in mild steel was 1/4" Whitworth, in brass 3/8" Whitworth and operation could be by either handle or foot pedal.
Clamped to a vertical column, the 13" x 8.5" table could be swung sideways in a wide arch and lowered so that there was a maximum clearance between it and the chuck nose of 16 inches.
One option offered by the makers was what they termed a "follower plate", this attachment being described as essential for the production of accurate threads and when tapping fine pitches in aluminium or other soft material; it was claimed to eliminate any tendency for the threads to strip..
High-resolution pictures - may take time to open
|
|