|
Almost certainly first manufactured by Mondial in Holland (where it was fitted with a variable-speed transmission) the 6½" x 40" Empire lathe may also have been constructed in the Cardiff lathe works owned by Elliott. It is known to have been sold in Holland as the "Laagland" - a version with a conventional drive (the correct name for Holland is "The Netherlands" (the low-lands) but called, in the Dutch language. "Nederland", as an alternative Dutch word for low-lands is "Laagland" - and that's how the branding came about. Production dates appear to span from the late 1930s to 1949 with the earliest known serial number being 53692/22 from 1943 and the last 108852/27 from 1949. All versions were distributed in the UK as the "Empire" by the well-known B. Elliott & Co. Ltd. Group of London, today, the lathe is virtually unknown and seldom seen despite being, in its time, a well-equipped, moderately-priced machine that developed through two versions, the Mk. 1 and Mk. 2. It was well specified for its capacity, promoted by one of the largest machine-tool groups in Britain and built in what was described as "large batches". If the latter claim is true then it must have sold in the low if not high hundreds - but few have survived.
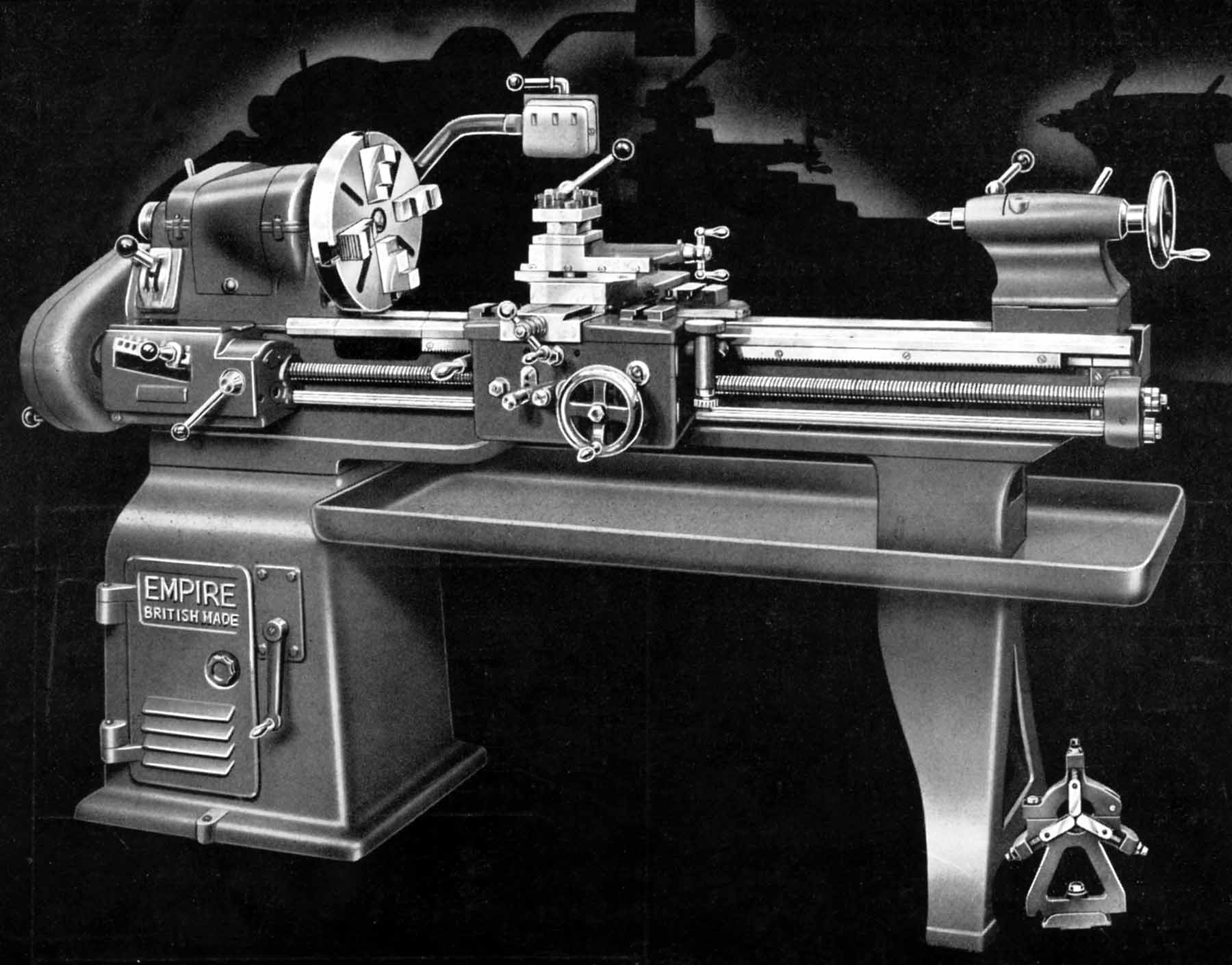
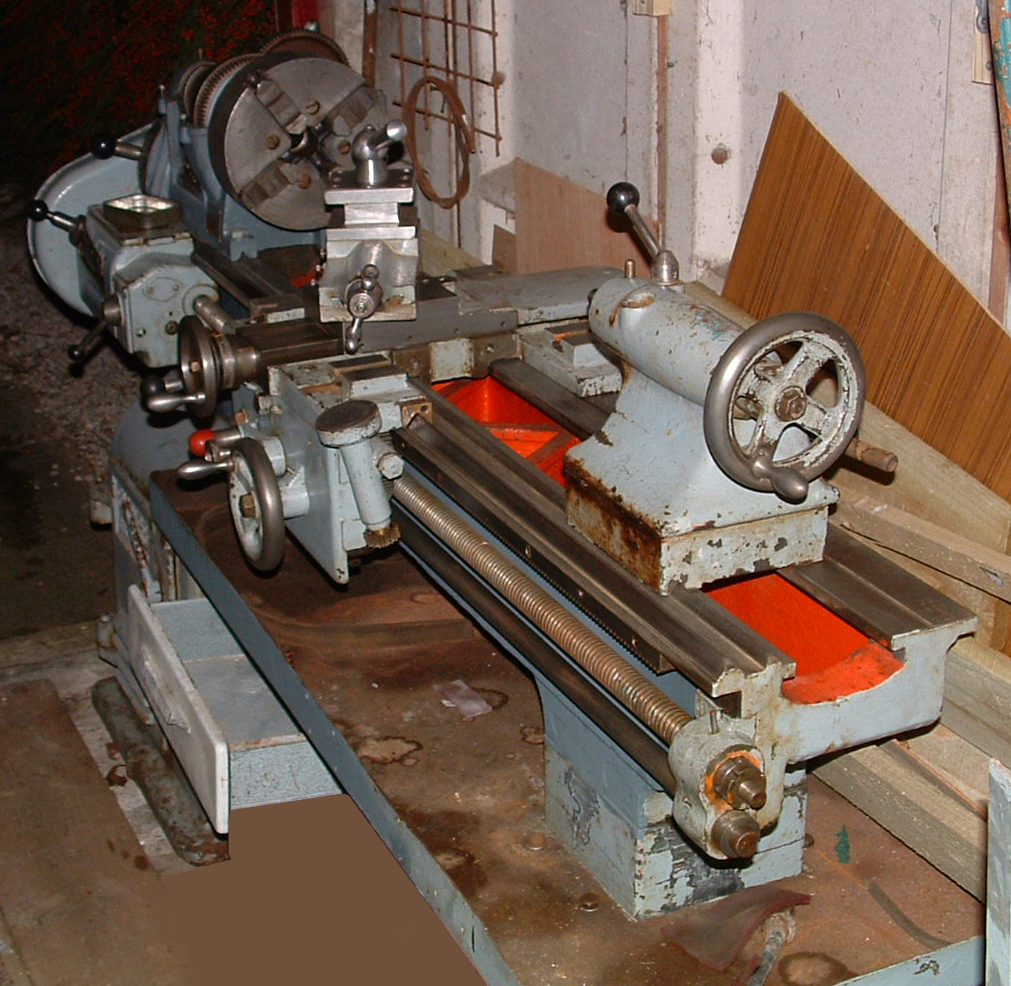
Of the American Vee-and-flat pattern, the bed had stout cross-web bracing and separate ways for headstock and tailstock. The only capacity between centres offered was 40-inches, with the detachable gap (fitted as standard) able to accommodate, on the supplied 12½" faceplate, a disc of material 5.25" wide and 20-inches in diameter. The bed was supported by plinths under headstock and tailstock with that under the former holding a completely self-contained drive system and the latter a small storage compartment.
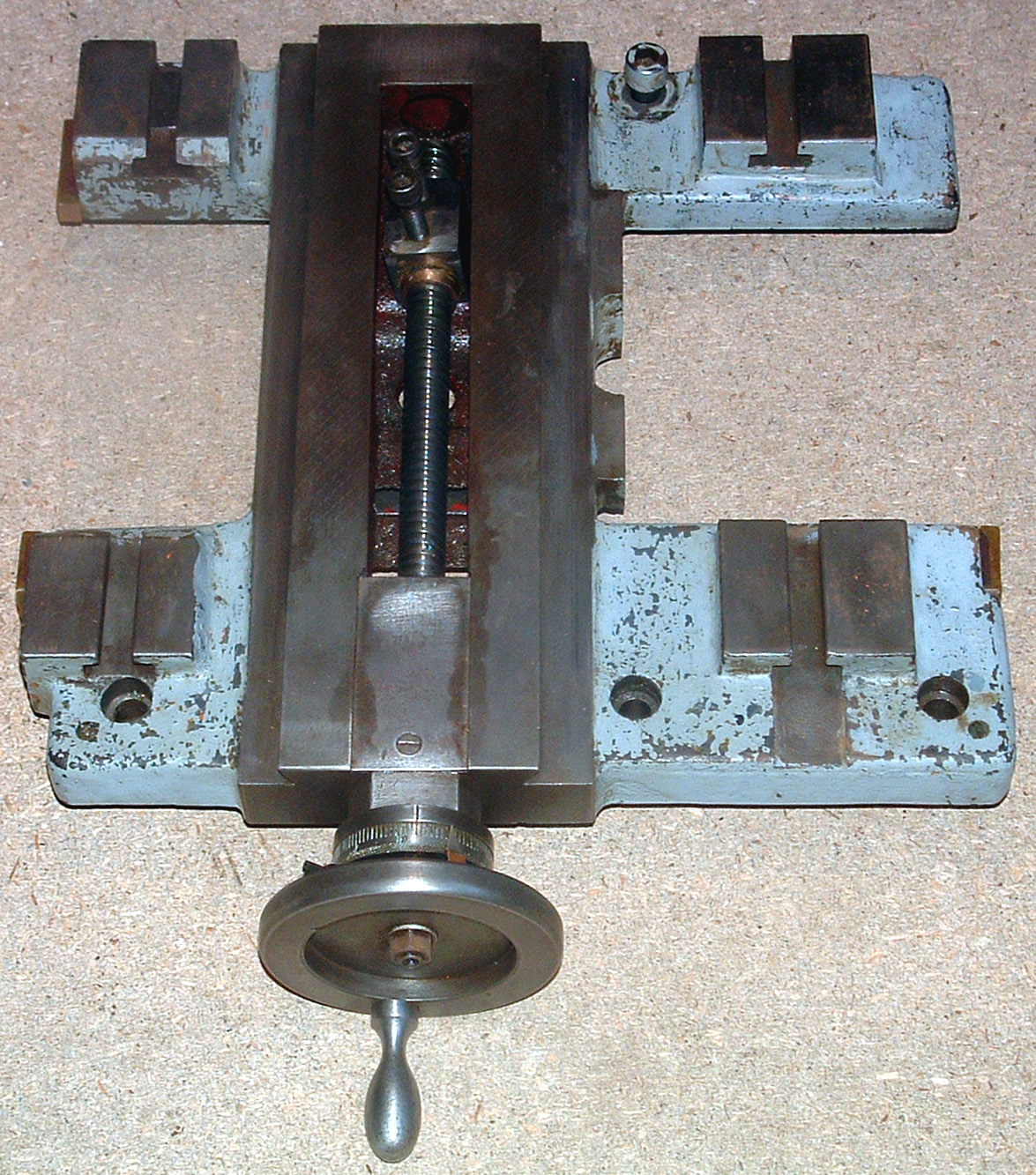
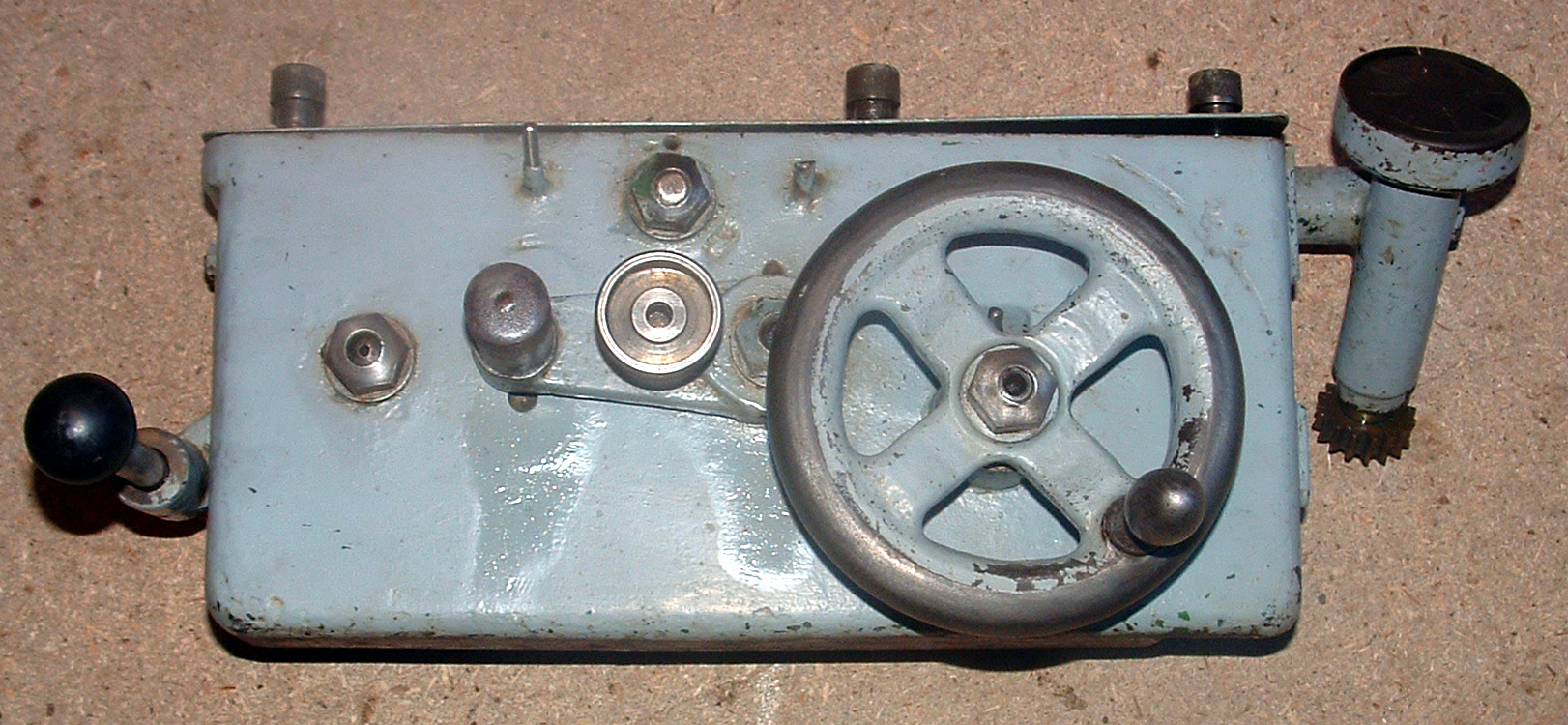
Each of the saddle's four wings was T-slotted and, to allow the cutting tool to reach the faceplate when the gap piece was removed, a compound slide rest set away from the centre line over towards the headstock-facing end of the saddle. The apron, with a rather small handwheel for manual traverse, was fitted with the usual kind of worm-and-wheel mechanism driven from a keyway in a separate power-shaft - the leadscrew being used for screwcutting only. Just a single, 3-position, quadrant-arm lever both selected and engaged the power-feeds and, as was almost universal with this type of design, stopping the cut once underway was probably difficult, especially at heavy rates of metal removal where the effort required to get the lever back to the central (neutral) position often resulted in the lever overshooting and "catching" the other drive. However, on the Empire, this could not happen for the arrangement of the spring-loaded plunger used to hold the lever in one of the three positions was cleverly designed - the plunger knob had to be rotated through 180 degrees to select either traverse or face, thus preventing an accidental overshooting of the mid (neutral) position. However, without any form of automatic stop accurately machining up to fixed point could, therefore, be fraught with difficulty. A large lever, protruding from the left-hand face of the apron, engaged the clasp-type leadscrew nuts.
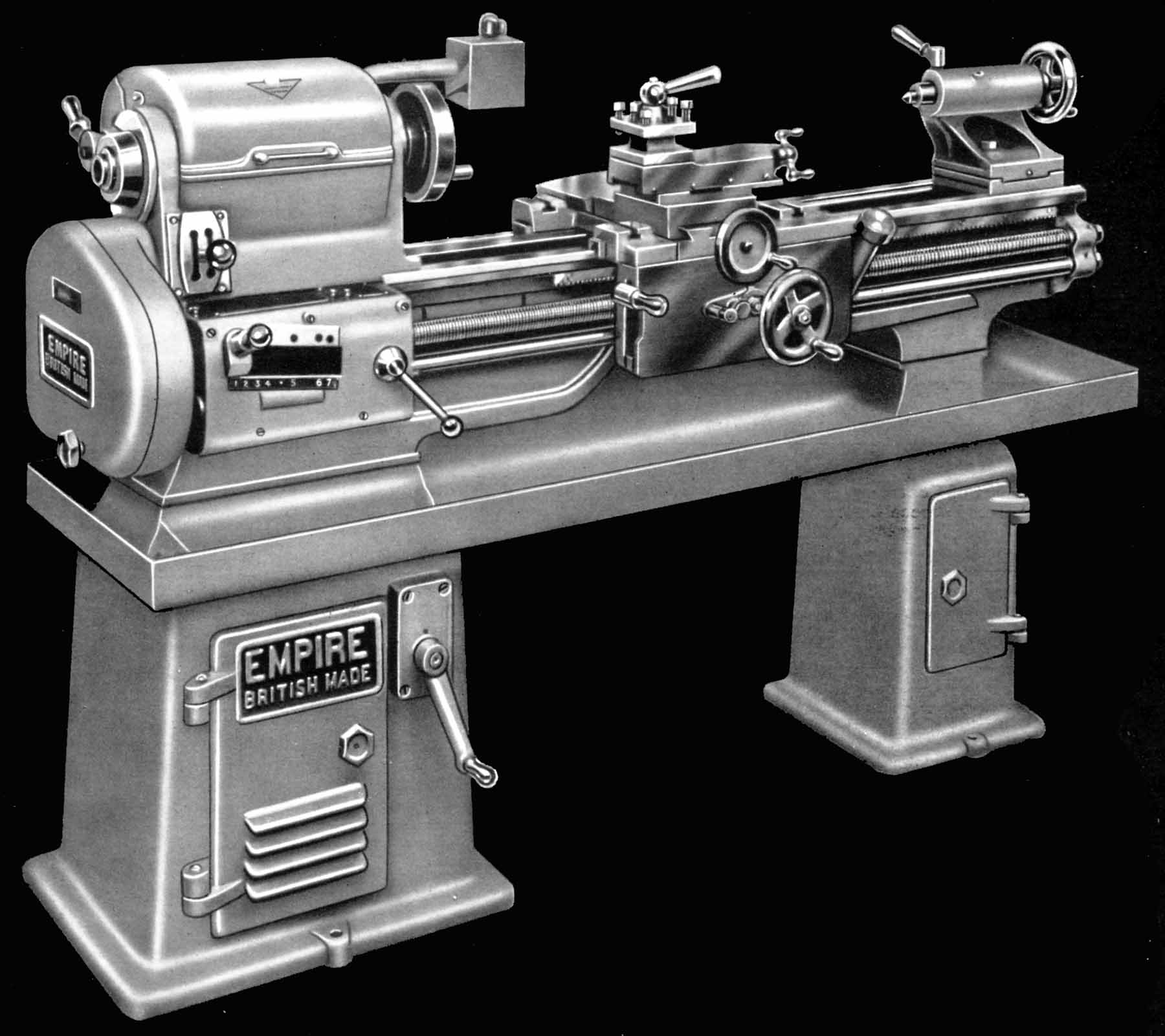
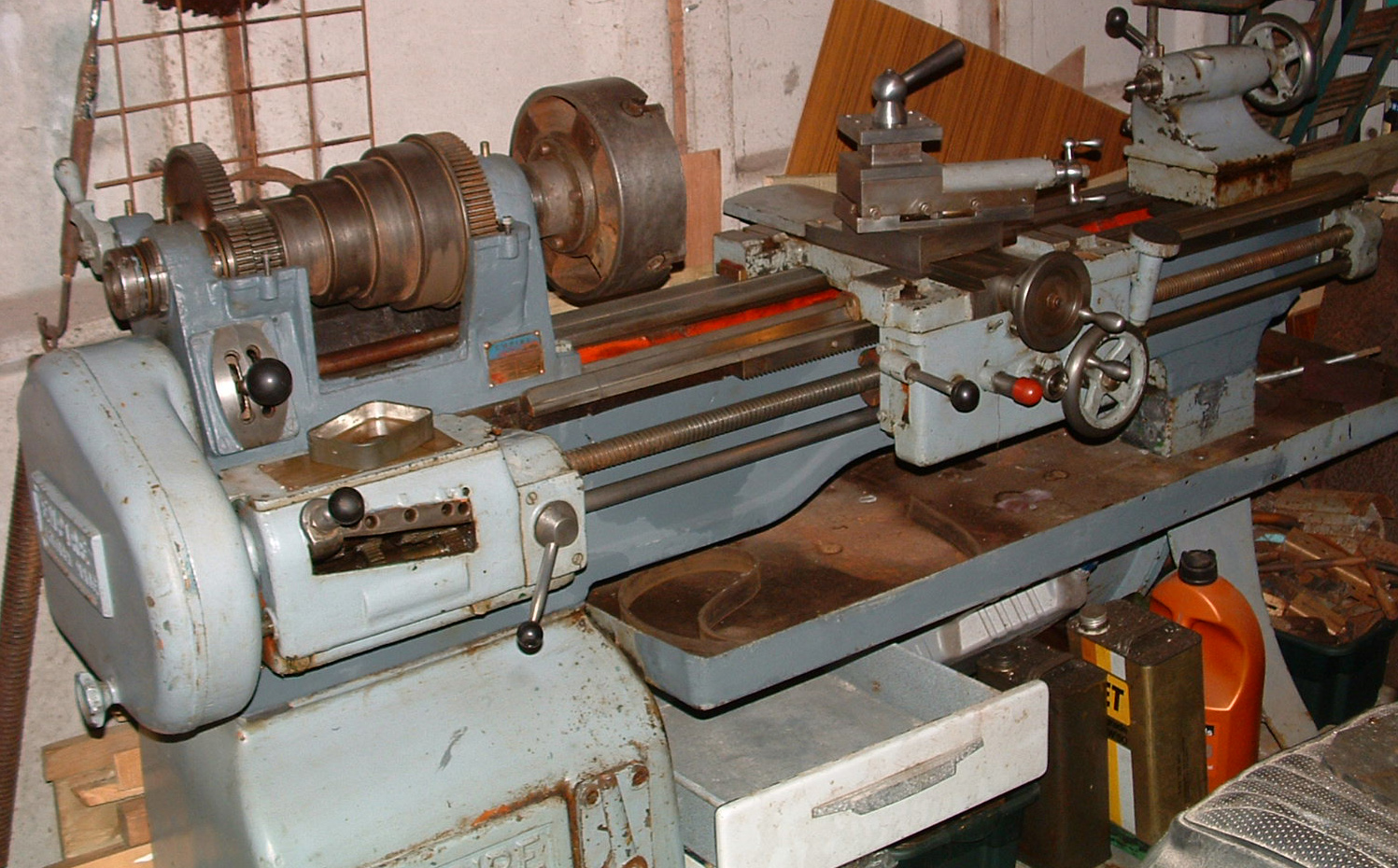
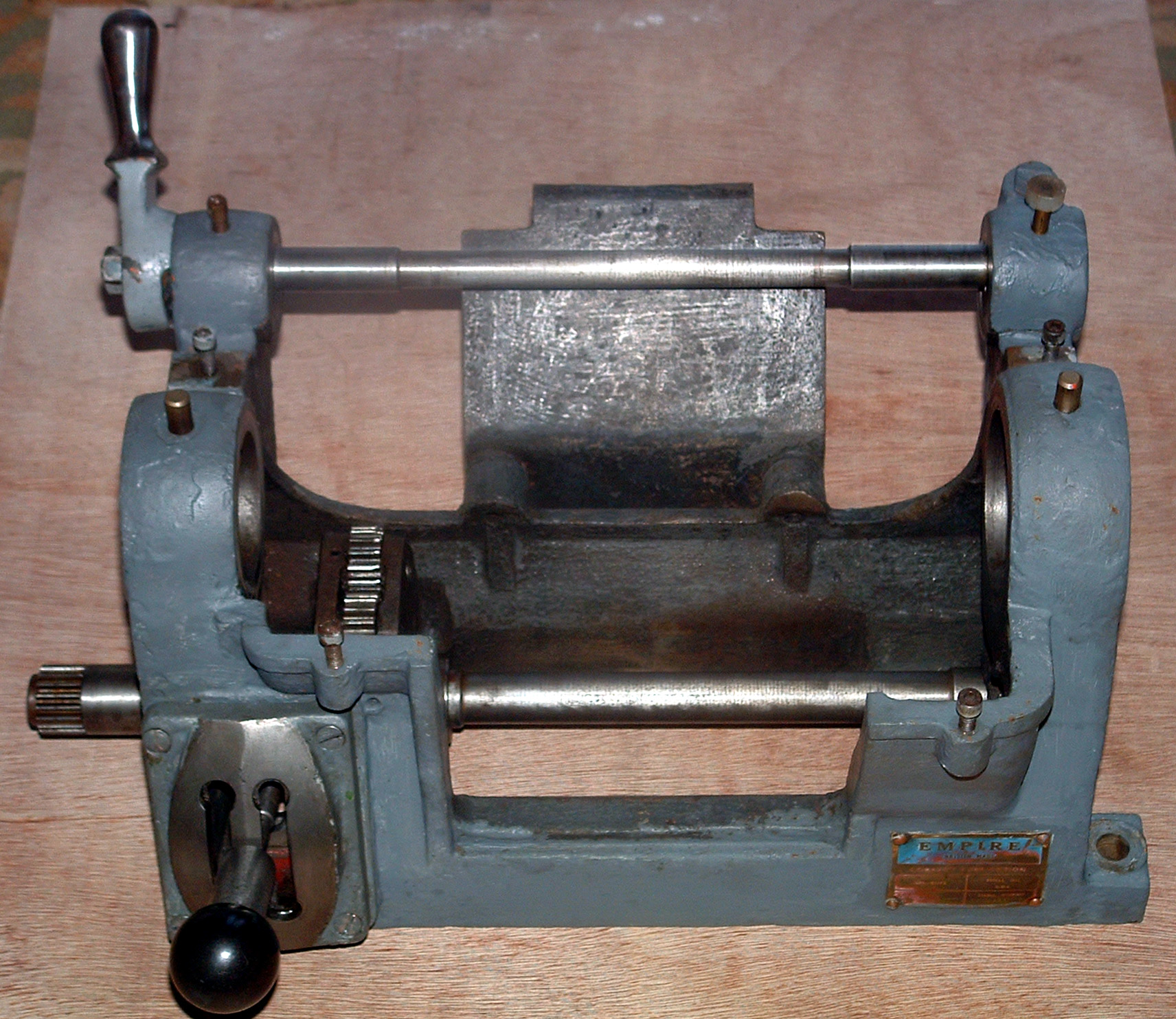
Mounted together inside the headstock-end plinth, the motor and ball-bearing countershaft were held on a hinged assembly with the drive from a 1 hp 1425 rpm motor taken to the countershaft by twin V-belts. The final drive to the headstock spindle was from a 4-step flat-belt (cone) pulley on the Mk. 1 and a 3-step on the Mk. 2 - the narrowness of the pulleys on the Mk. 1 limiting the amount of power that could be transmitted and forcing the makers to adopt a more conservative design. The plate on which was carried the motor and countershaft was lifted and lowered by a large external lever that allowed the final-drive flat belt to be slackened for speed changes. Including the use of backgear, 8 spindle speeds from 47.5 to 530 r.p.m. and 6 from 50 to 550 r.p.m. were provided for early and late machines respectively. The variable-speed machines are said, by an owner, to have an identical r.p.m. range as the conventionally-driven models.
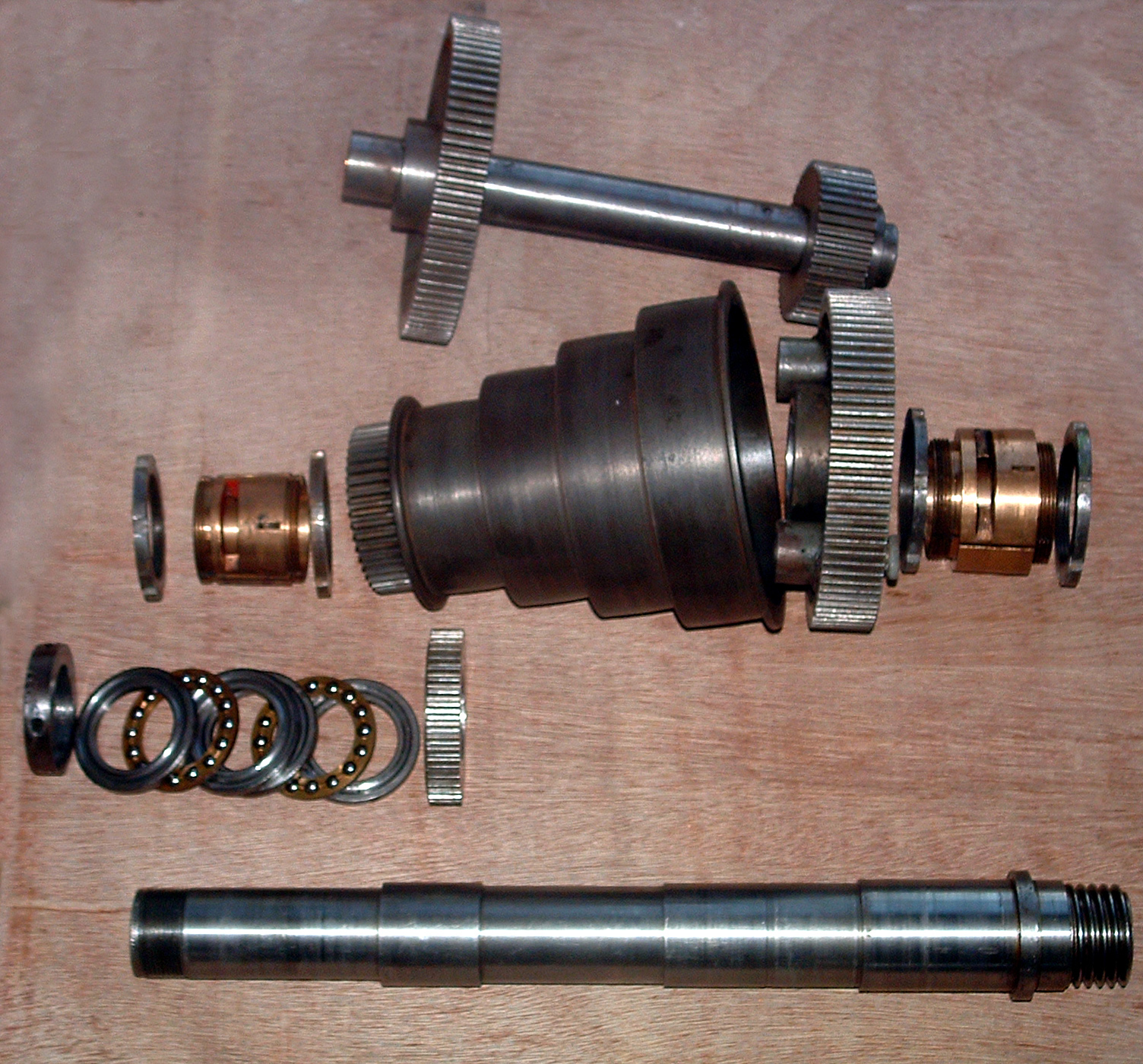
On the Mk. 1 the 15/16"-bore headstock spindle was hardened and ground and ran in adjustable phosphor bronze bearings, while on the Mk. 2 the entire headstock was redesigned with a stiffer casting (that reached up to the bearing centre line) and Timken roller bearings fitted. Unfortunately, the makers did not, at the same time, take advantage of these developments to increase the top speed closer to the 1000 r.p.m. - a change that would have made the lathe so much more useful. The spindle nose on both lathes was bored No. 5 Morse taper and could be supplied with a set of draw-in collets with a maximum though-capacity of 11/8" or, by the use of a hardened adaptor, fitted with a No. 2 Morse sleeve.
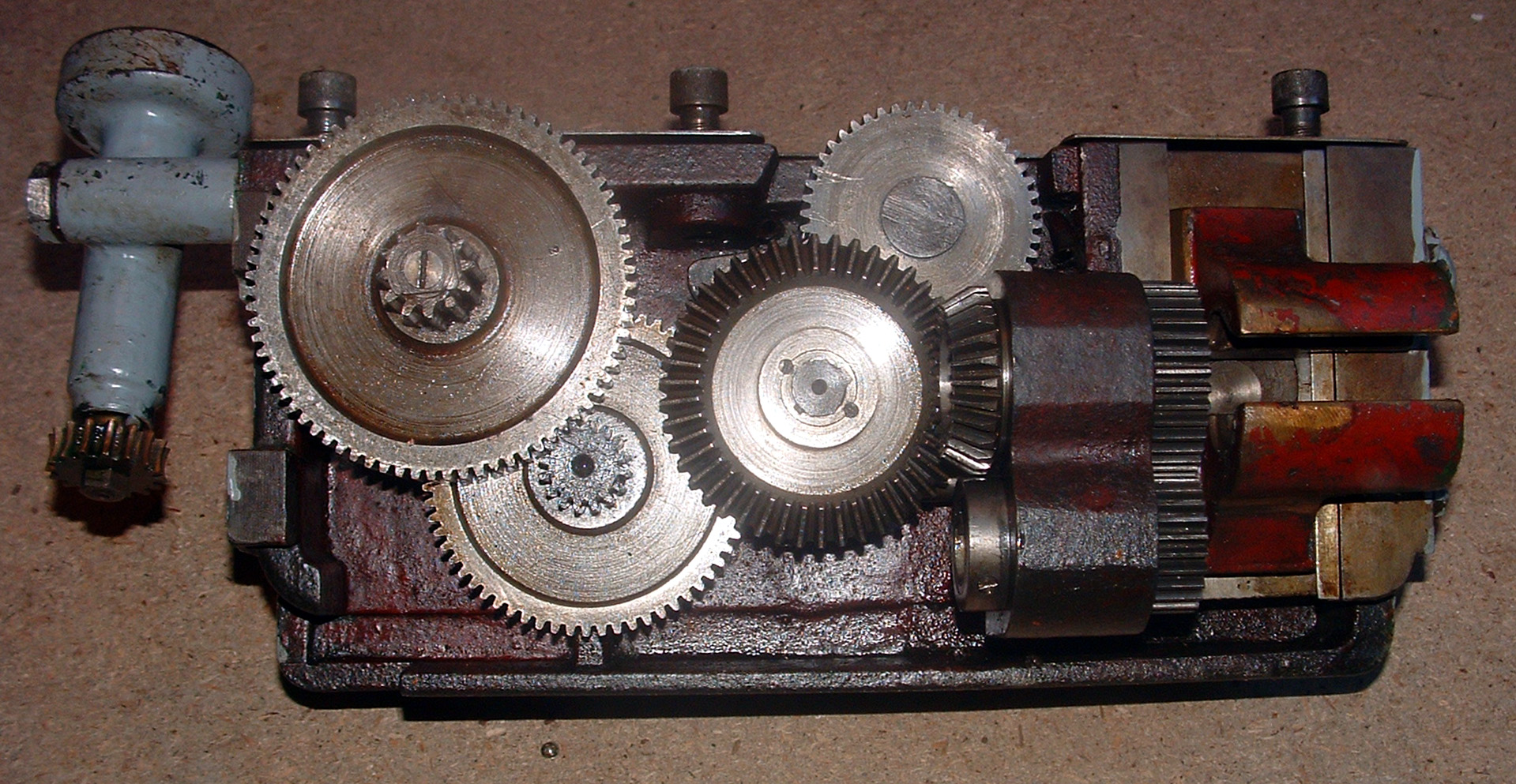
From the spindle, the drive to the leadscrew passed first through a sub gearbox with an H-pattern selector lever, and then through either changewheels or a Norton-type quick-change screwcutting gearbox - this being able to generate 35 inch pitches from 2 to 56 t.p.i as well as 24 Metric from 0.25 to 7.5 mm.
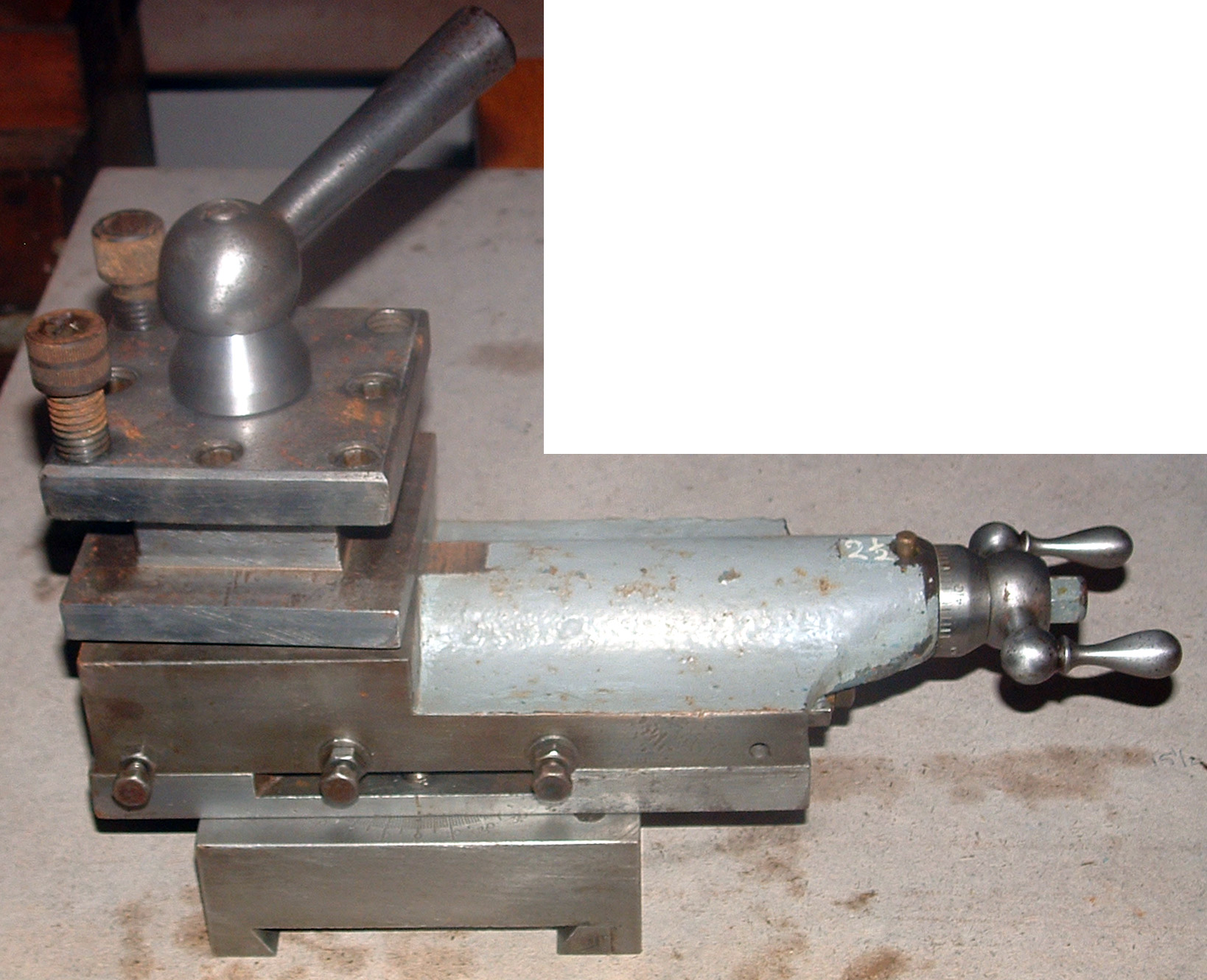
Bored No. 3 Morse taper, the tailstock spindle was clamped by a proper compression fitting and the top of the casting offset on the soleplate, in the usual way, for the turning of slight tapers. A permanently fitted lever was used to clamp the unit to the bed.
Unusually for a lathe of this class of lathe, the "Empire" was well equipped and came as standard with a fixed steady, travelling steady, 4-way toolpost, faceplate, catchplate, thread-dial indicator, a set of screwcutting changewheels, two centres, the necessary spanners and screwcutting charts.
If you own an "Empire" lathe the writer would be interested to hear from you..
|
|