|
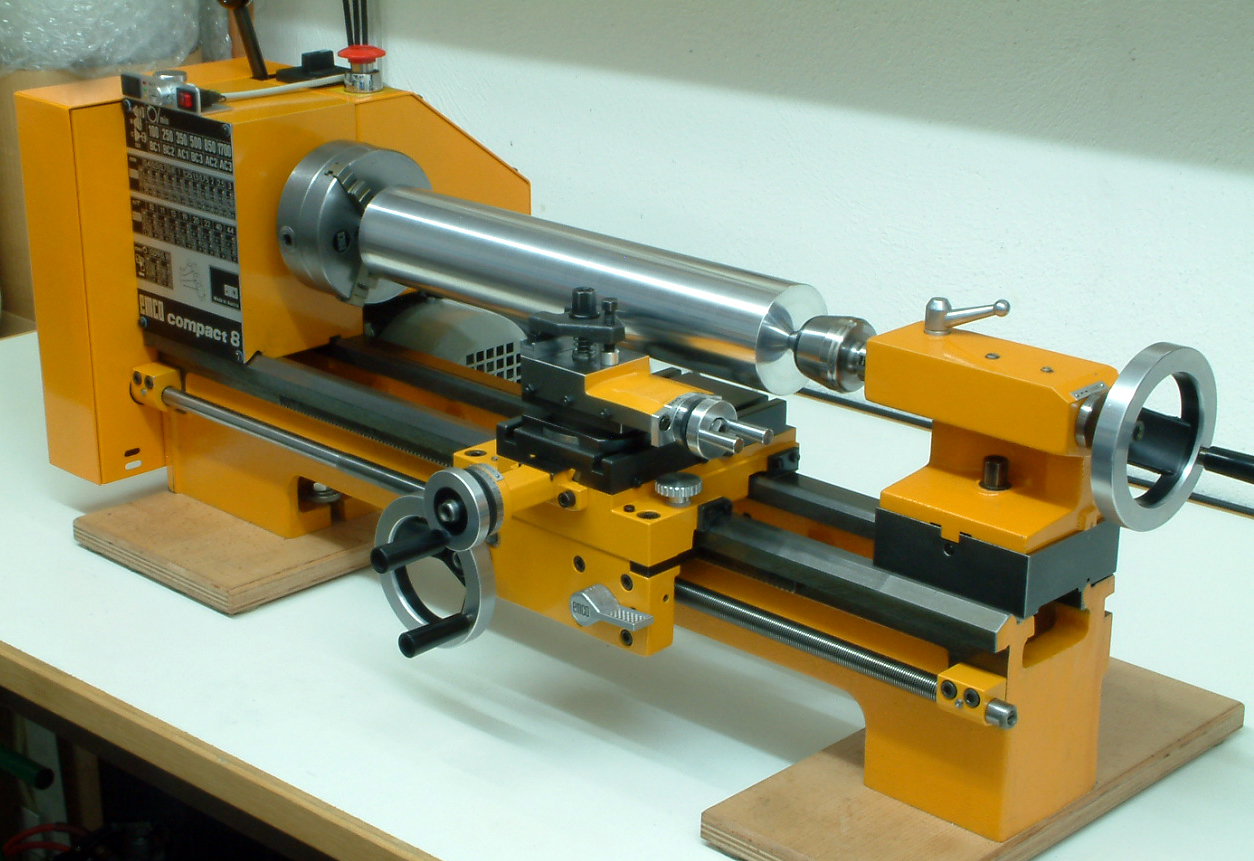
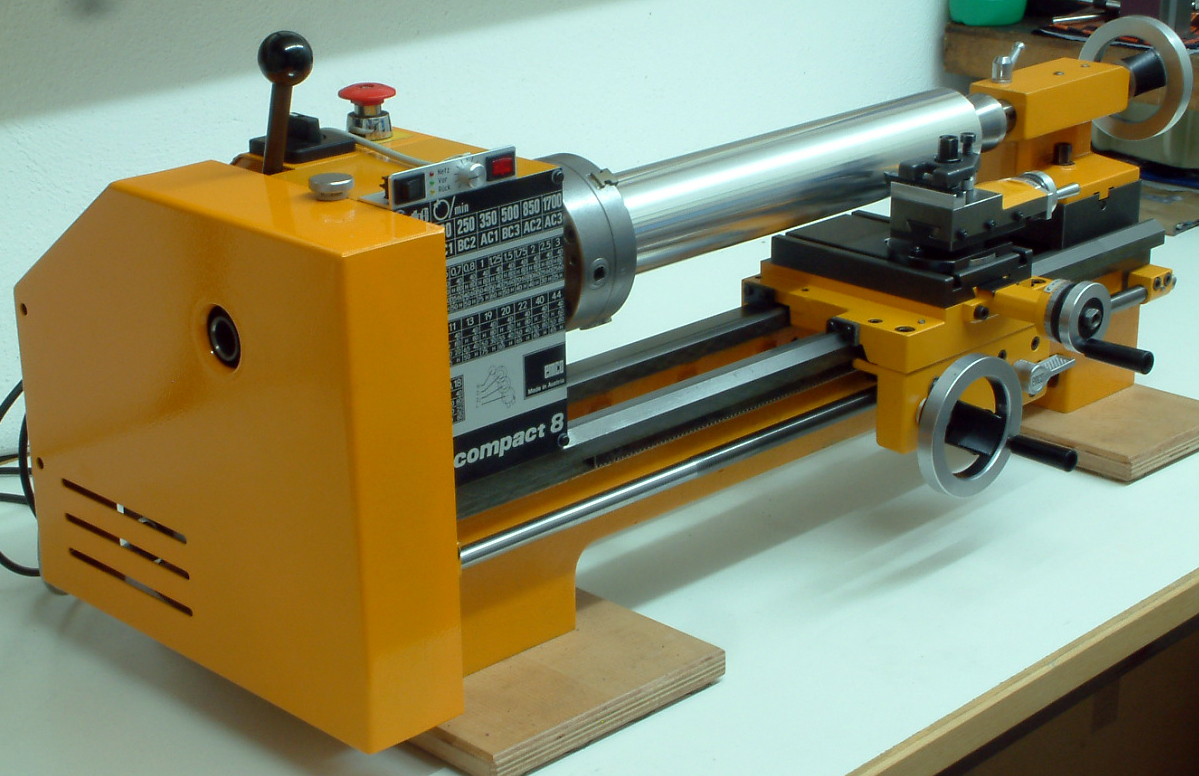
On its introduction, in the late 1970s, the belt-drive 105 mm x 450 mm (4" x 16") Austrian-built Emco Compact 8 caused quite a stir. Here was a neat, compact, modern-looking machine with angular lines, chrome-plated controls and a bright yellow paint finish in a shade even more startling than the contemporary General Motors Pulsating Primrose. Built to a strict standard of accuracy - DIN8606 - the lathe featured a self-contained motor-drive system with a built-in reversing switch and proved an immediate hit in Europe and America.
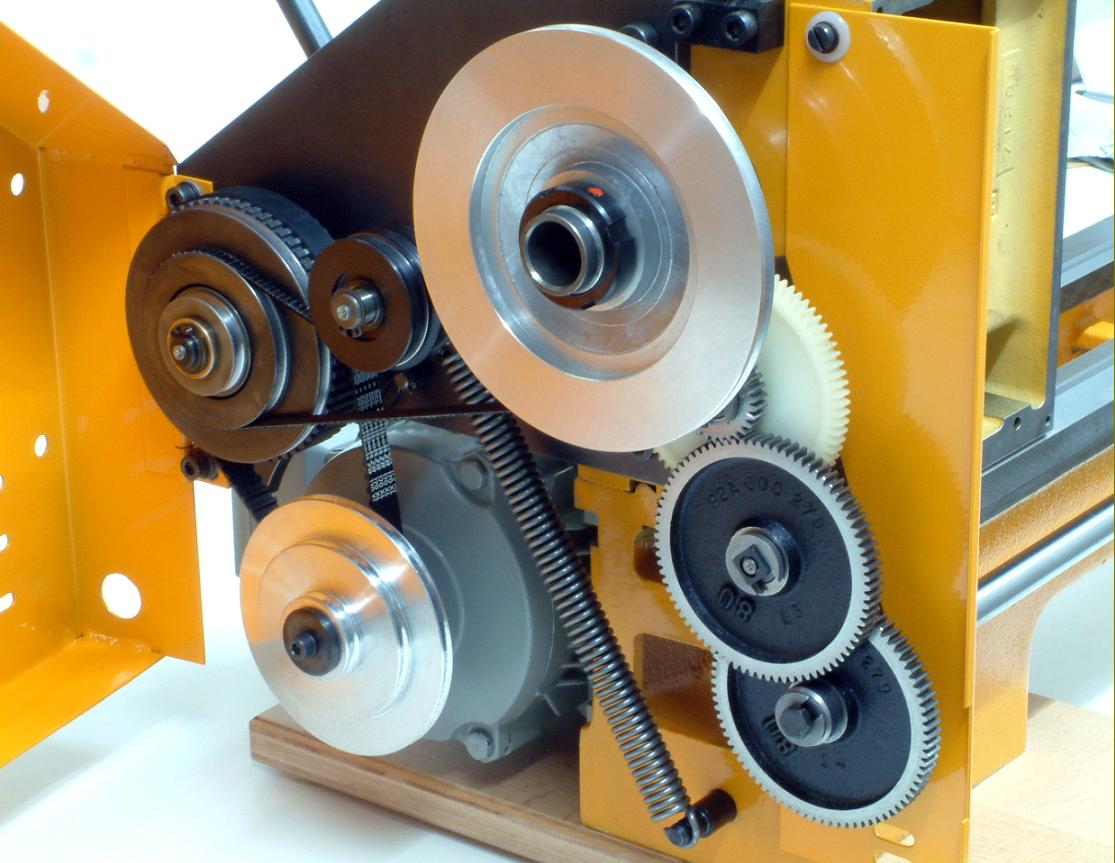
Unfortunately, all was not as rosy as it first seemed for the lathe lacked a tumble-reverse mechanism - so making repeated boring operations and left-hand screwcutting difficult - only 6 changewheels were provided (though these were sufficient to provide a fine feed to the carriage) and there was no proper backgear, just a speed reduction through a toothed belt to a second pulley assembly. The omission of backgear was a considerable drawback for, with a bottom speed of 100 r.p.m., both screwcutting and the turning of large diameters were made more difficult for beginners. Some higher-speed versions were also manufactured and fitted with a pulley set that gave a bottom speed 200 r.p.m. together with a top of over 3000 r.p.m. While ideal for smaller work these models, which are very rare, are best avoided for model-engineering purposes. Using a 0.5 h.p. 1375 r.p.m. 1-phase motor the normal speed range was: 100, 250, 350, 500, 850 and 1700 r.p.m. with the drive going either directly from motor to spindle through a narrow V-belt, or via a toothed belt to the (safety-clutch protected) speed-reduction pulley. Overloading the clutch by taking too deep a cut resulted in a slipping drive and a warning rattle. Because the Gates belt is tensioned by a spring-loaded jockey pulley, conveniently operated by a large lever protruding from the top of the headstock, there is a temptation to use this mechanism as a clutch. As the belt is already under considerable strain, such use (besides being dangerous) will wear it out very quickly indeed.
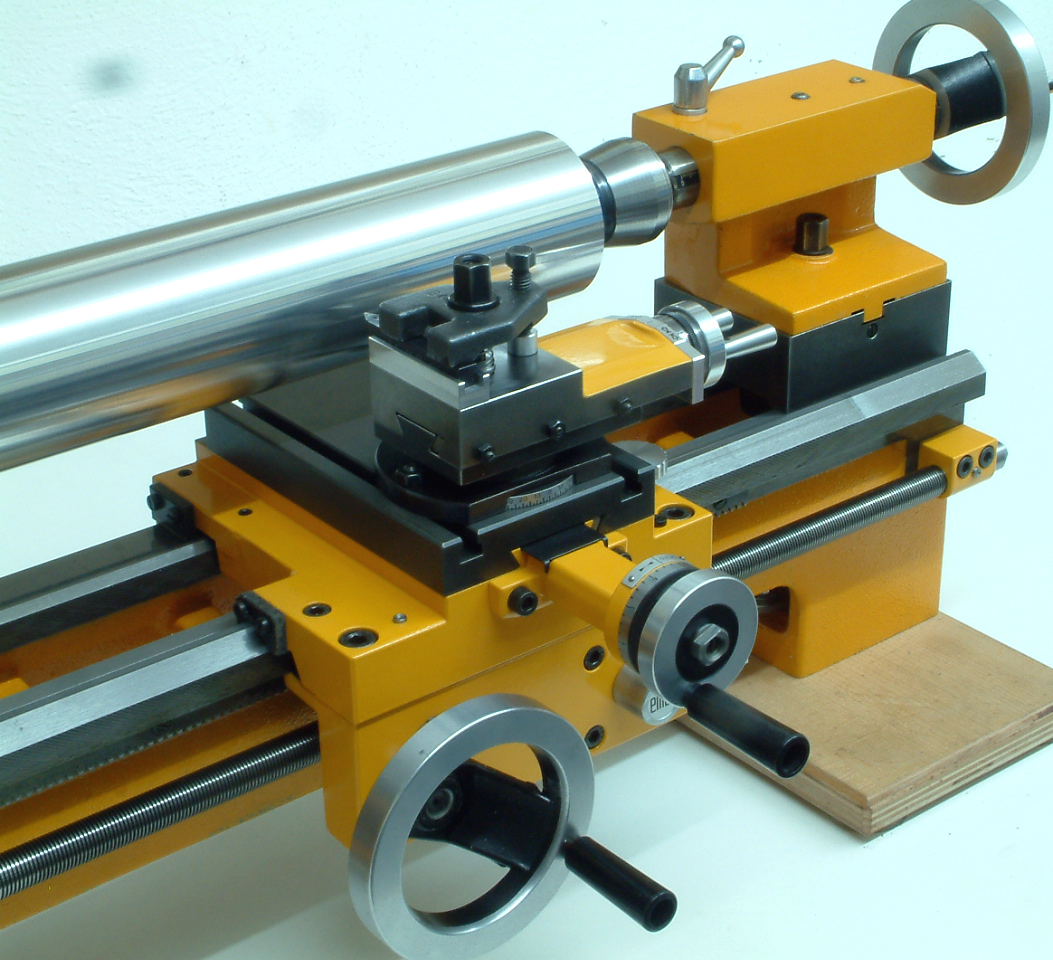
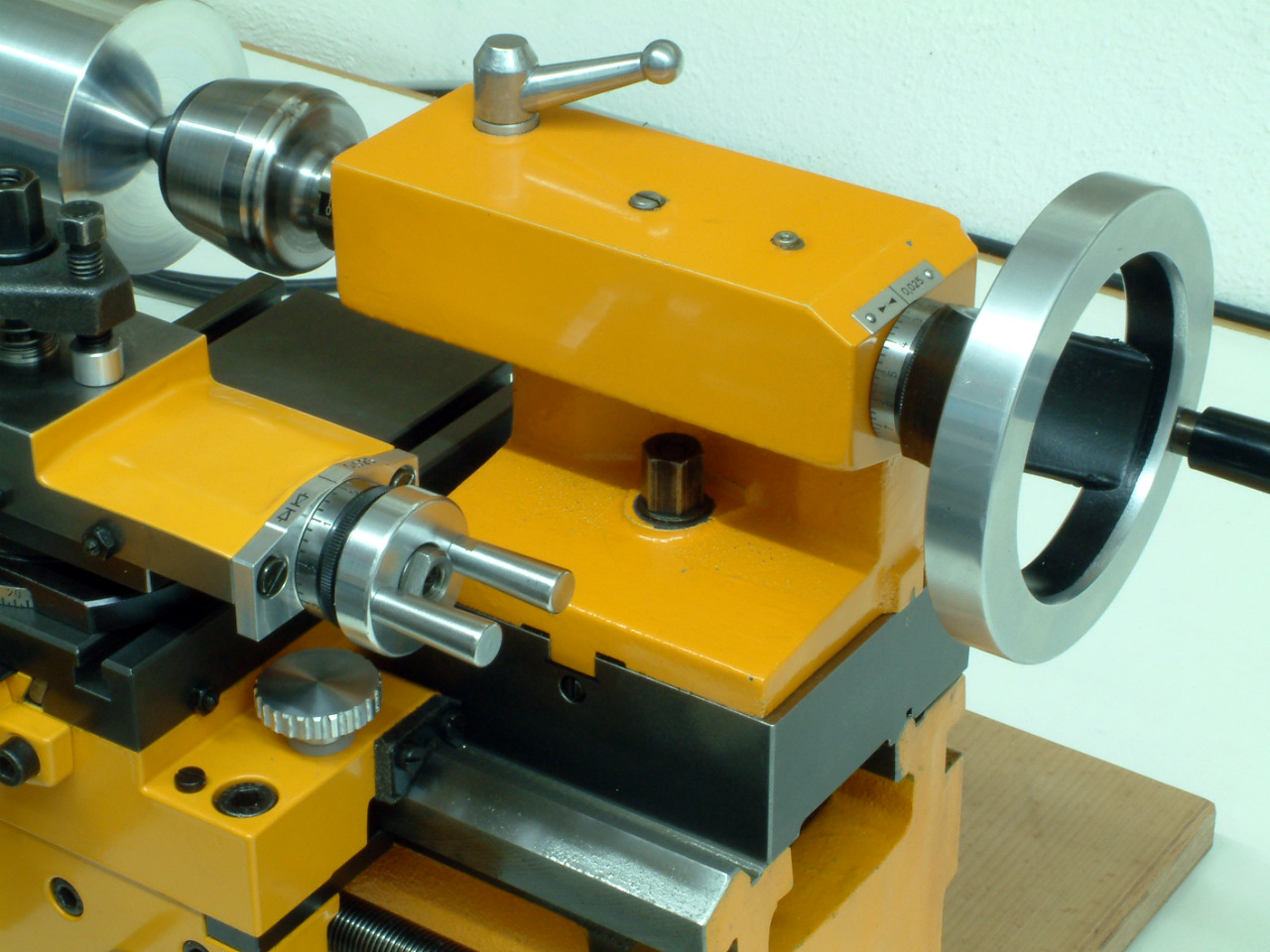
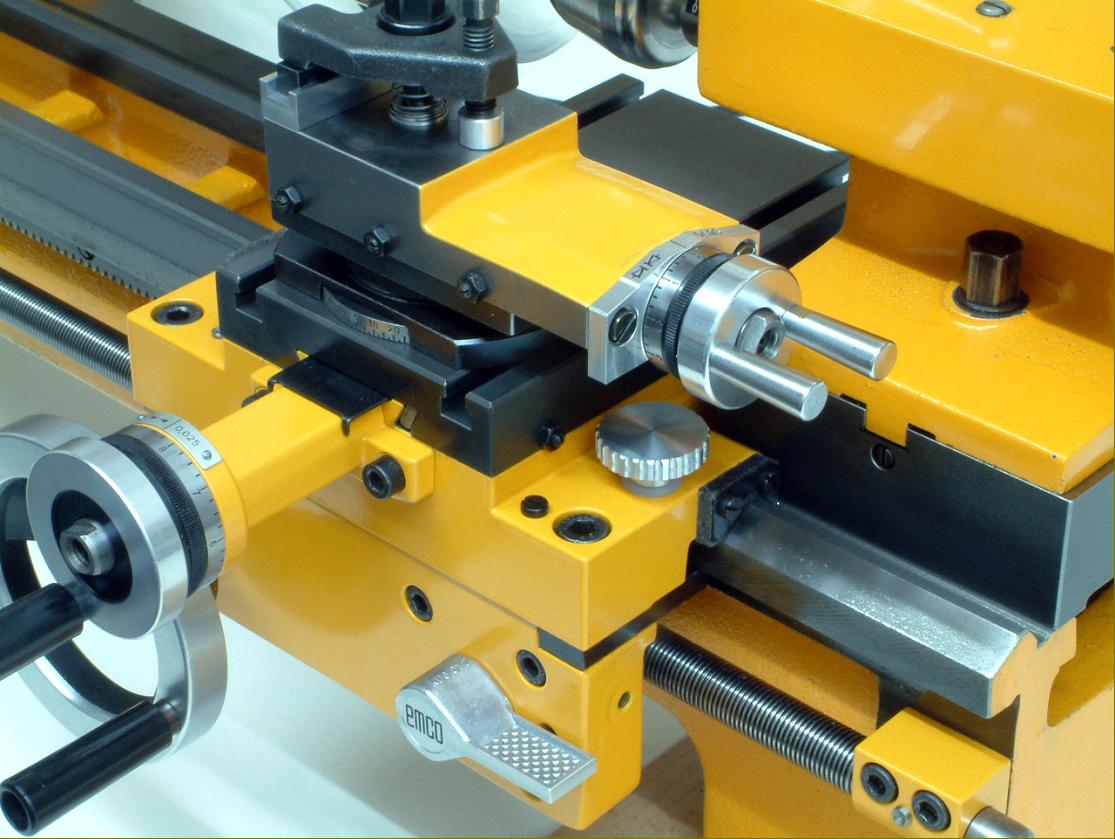
With its ground-finished V-ways the bed lacked a gap but was well braced and, judging by the lack of wear seen on numerous used examples, made from a hard grade of cast iron. The saddle ran on V-ways at front and back and the tailstock on its own V-way and flat. The carriage assembly was typically Emco in design with a relatively short saddle carrying a cross slide with two transverse T slots to mount a 360-degree swivelling top slide with a standard-fit single toolholder. The T-slot arrangement made it easy to adjust the position of the cutting tool, but denied the operator the chance to use the cross slide as a proper boring table, or to mount other than the very expensive Emco plain vertical milling slide (Part No. 700-120) - an item priced at just a little short of three times that asked for a Myford equivalent. Some users believed that the handwheels and zeroing micrometer dials for the compound slide were too small, although the cross slide (and the full-circle safety handwheel of the carriage traverse) were equipped with easy-to-use, rotating handles.
With the complete set of changewheels to hand (20, 35, 40, 50, 55, 60, 65, 70 and 75) metric pitches from 0.4 to 3.0 mm, inch from 10 to 44 t.p.i. and Module from 0.2 to 0.7 could be generated with carriage feed rates varying from 0.09 to 0.18 mm per revolution of the spindle. The changewheels were carried on a simple, single-slot bracket and the leadscrew, protected by a shear pin through its headstock end changewheel, ran through clasp nuts cast in ZAMAK - though, thankfully, replacements are now in bronze and once again available. As an economy measure, instead of the proper Acme thread usually found on leadscrews, that on the Compact 8 employed an ordinary 60-degree metric type.
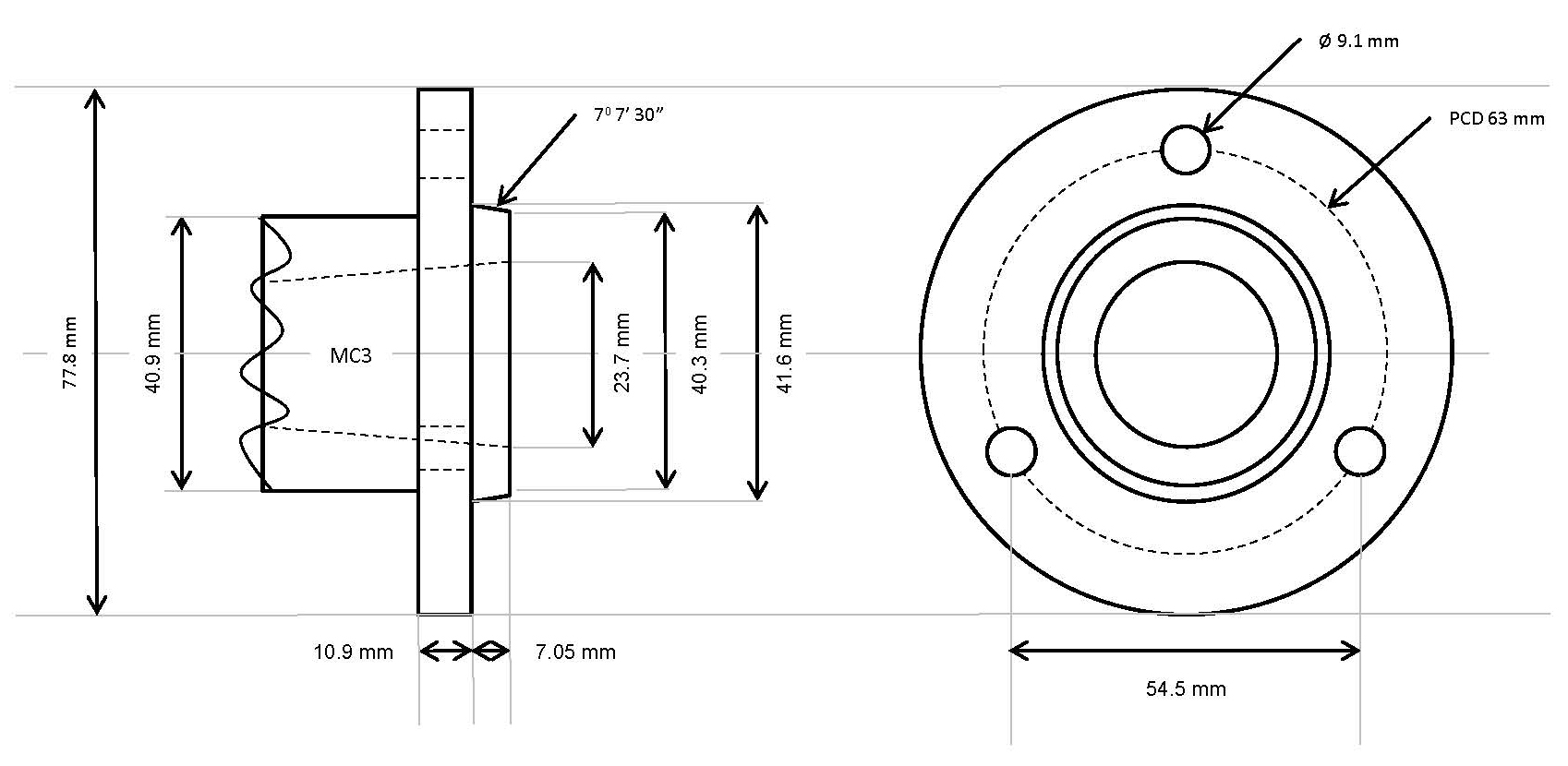
Cast as a very stiff closed box, the bolt-on headstock carried a 20 mm bore spindle running in two adjustable taper roller races with a drive pulley overhung on its left-hand end. The spindle nose was a safe but inconvenient "Emco special", similar to DIN 55021, with three holes on an integral flange with a short taper to locate fittings accurately - a drawing, taken from measuring on a lathe, can be found towards the bottom of the page. Chucks and other fittings had to be unbolted, a slow and awkward process and, as a plain backplate was never amongst the accessories listed, owners were tied to using original and expensive Emco parts.
Fitted with a No. 2 Morse taper barrel with a proper compression lock and a micrometer dial on the handwheel, the tailstock could be set over for taper turning. However, unfortunately, it was secured to the bed by a nut and bolt that required the services of that famous self-hiding spanner.
As a relatively expensive lathe in comparison with its competitors, the Compact 8 was widely copied by various Taiwanese companies and marketed with the generic number "914" and "918" or, with some modifications, as the "920" - some versions even appearing with a basic screwcutting gearbox. In 1983 the basic compact 8 sold for £967 in the UK complete with motor, electrical equipment and a set of changewheels. By way of comparison, an identically equipped 14-speed gap-bed and backgeared Myford ML7R retailed for £983. The ML7 R was, in effect a Super 7 (but with an ML7 cross and top slide unit and without a clutch) and weighed, at 110 kg complete with motor, almost exactly twice as much as the 58 kg Emco. During the 1970s and 1980s, the original the Compact 8 was also marketed in the United States by Sears as part of their Craftsman range using the Model designation 549-2892 or, equipped with the vertical milling head from the Compact 5, as the 549-289000. However, it's worth noting that the latter code was also used for the very rare Craftsman-branded Emco Compact 5, a machine that now fails to appear in the list of other Emco machines sold by Sears the Maximat V10P, Compact 10, Mentor 10 and Maximat V13. The Compact 8 was also widely copied in the Far East with some versions being identical and others modified in a variety of ways - even to the extent of fitting a small screwcutting gearbox that had a very limited range of pitches. One example was branded as the "Expertech" Model TSF-SF-450-AH and marked as "Made in Austria".
The French also got in on the act with the Multipro Minilor TR-11 and Minilor TR-20 lathes, made by the European Foundry Company of 88120 Vagney, France (Compagnie Européenne de Fonderie CEF).
A problem often encountered on these foreign clones is the short life of the narrow, 5 mm drive belt. The belt is tensioned by a lever-operated jockey pulley and, if this mechanism is not as well constructed as the original, will flex so causing the belt to run out of line and fail abruptly.
Accessories included the usual 3 and 4-jaw chucks, fixed and travelling steadies, an extra 8 changewheels for screwcutting, a toolpost grinder, metal stand with chip tray and lockable tool cabinet, 4-way toolpost, quick-change toolpost, coolant equipment, a vertical milling slide and machine vice, thread-dial indicator, a nosepiece collet holder for ESX-25 collets, Polyvinyl cover, tailstock chuck and rotating centre - and a variety of turning tools. Later models were offered with the powered vertical milling and drilling attachment from the Compact 5 lathe. The Compact 8 remained available for many years after production ceased in Austria, these being branded as the "Compact 8E" - the E suffix standing for "East", indicating manufacture in Taiwan..
|
|