|
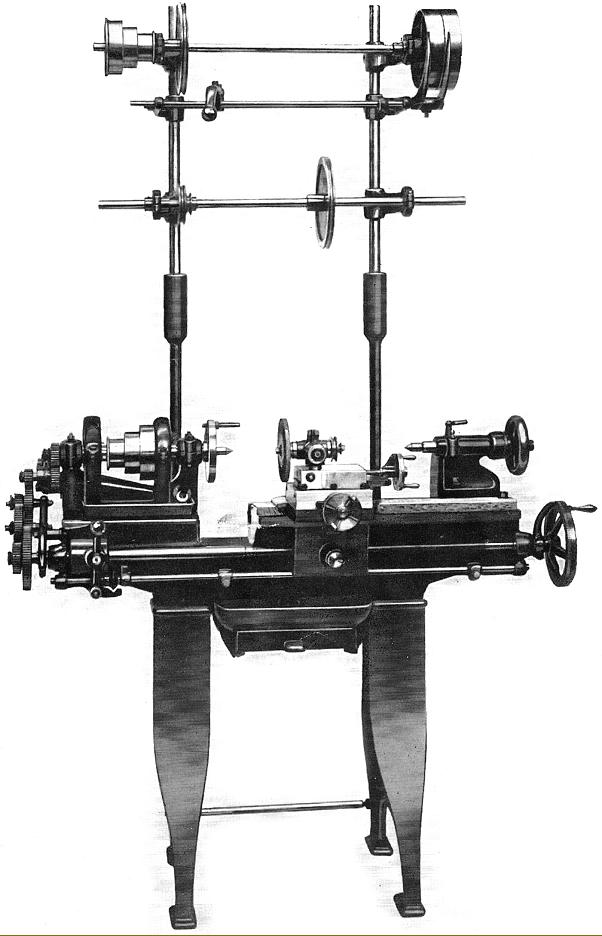
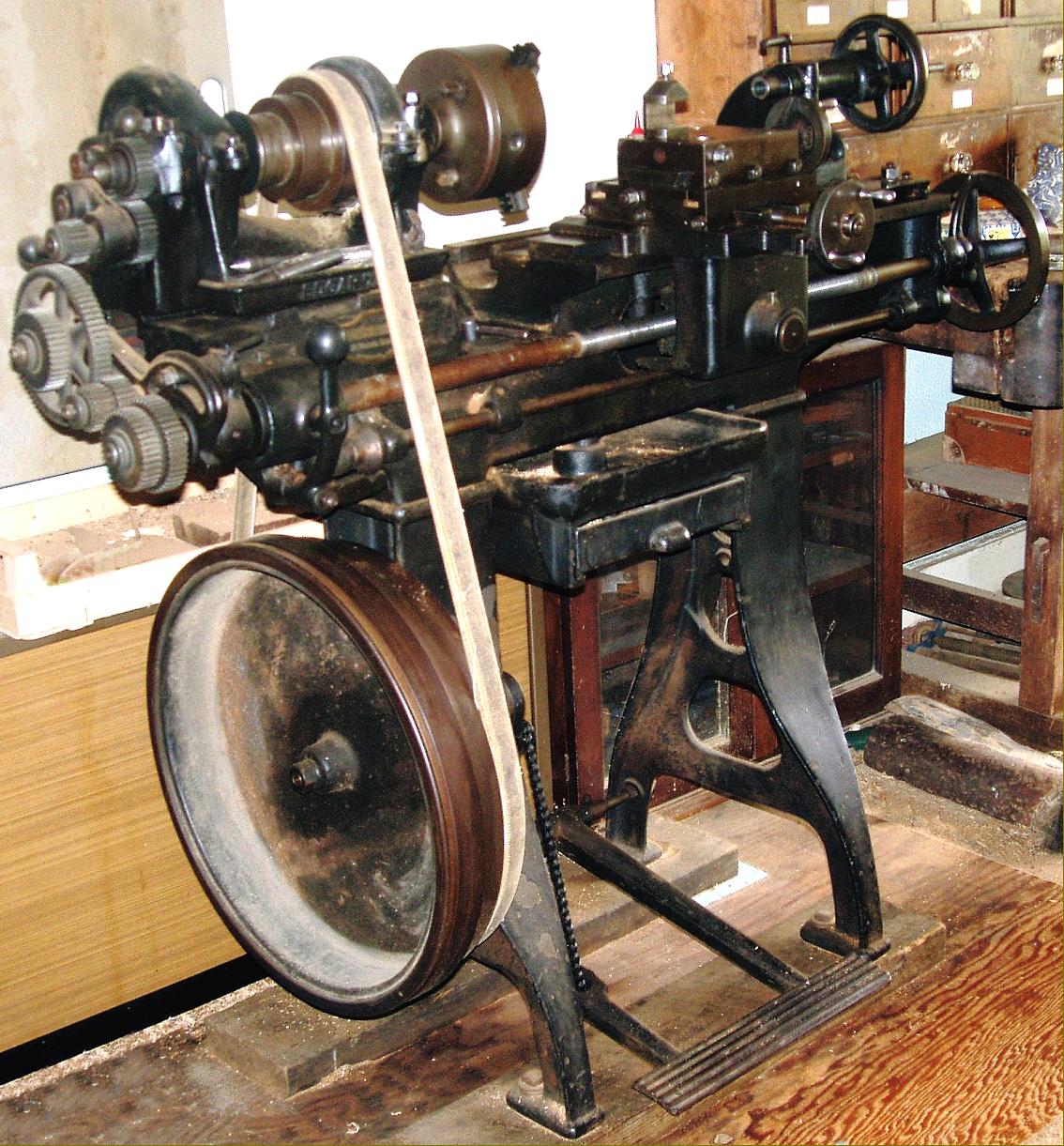
Manufactured by the machine-tool company Holbrook - but using the founder's Christian name "Edgar" - this pair of most unusual and interesting lathes was made as 5" and a 7" (called respectively Little Edgar and Big Edgar by the makers) and announced at the January 1923 Model Engineer Exhibition held at the Royal Horticultural Hall in London. Quite why Holbrook chose not to market the machines using the full Company name is unclear - perhaps the aim was to create a new, high-quality brand aimed at the experimental workshop and top-end amateur sections of the market. In this sense, the lathe did succeed, for the writer has encountered several that have passed through interesting hands including one belonging to R. H. Clarke AMI. MechE, author of several books (including one on Brough Superior Motorcycles and Chronicles of a Country Works and A History of Burrells of Thetford. Another was owned from new by an eminent engineer involved in the development of guided missiles, parts of which were scattered around his very untidy but productive attic workroom (he was still experimenting well into his late eighties). Interestingly, also at the 1923 exhibition, Holbrook announced a 2.5-inch precision miniature lathe, though an example of this has yet to be found - and may only have been built as a prototype. Unfortunately, by the early 1930s, the Edgar - always a very expensive proposition - had disappeared from the maker's lists.
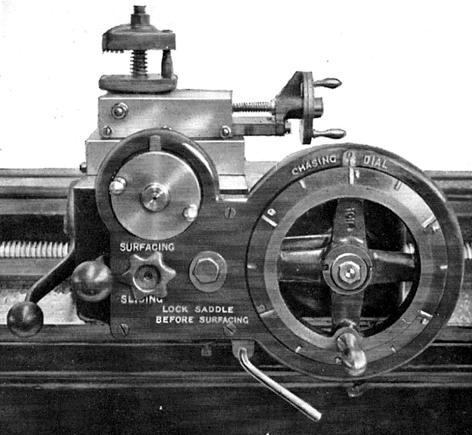
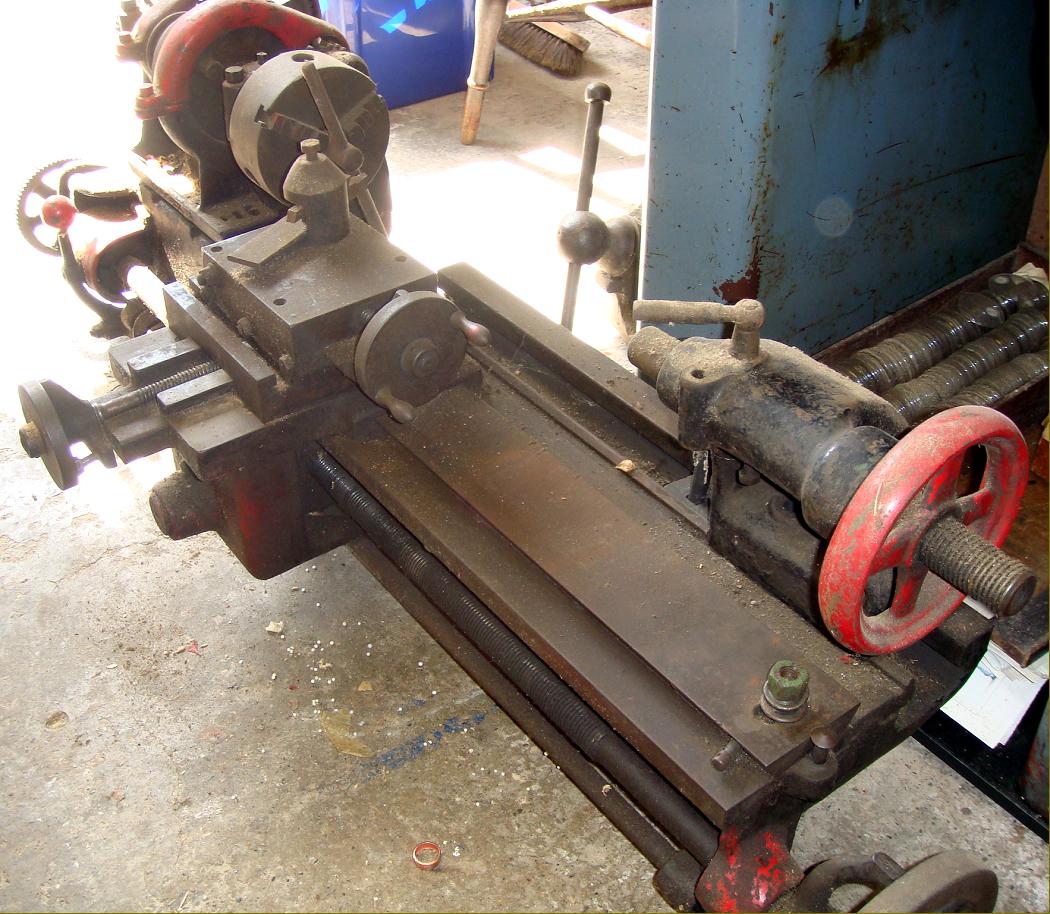
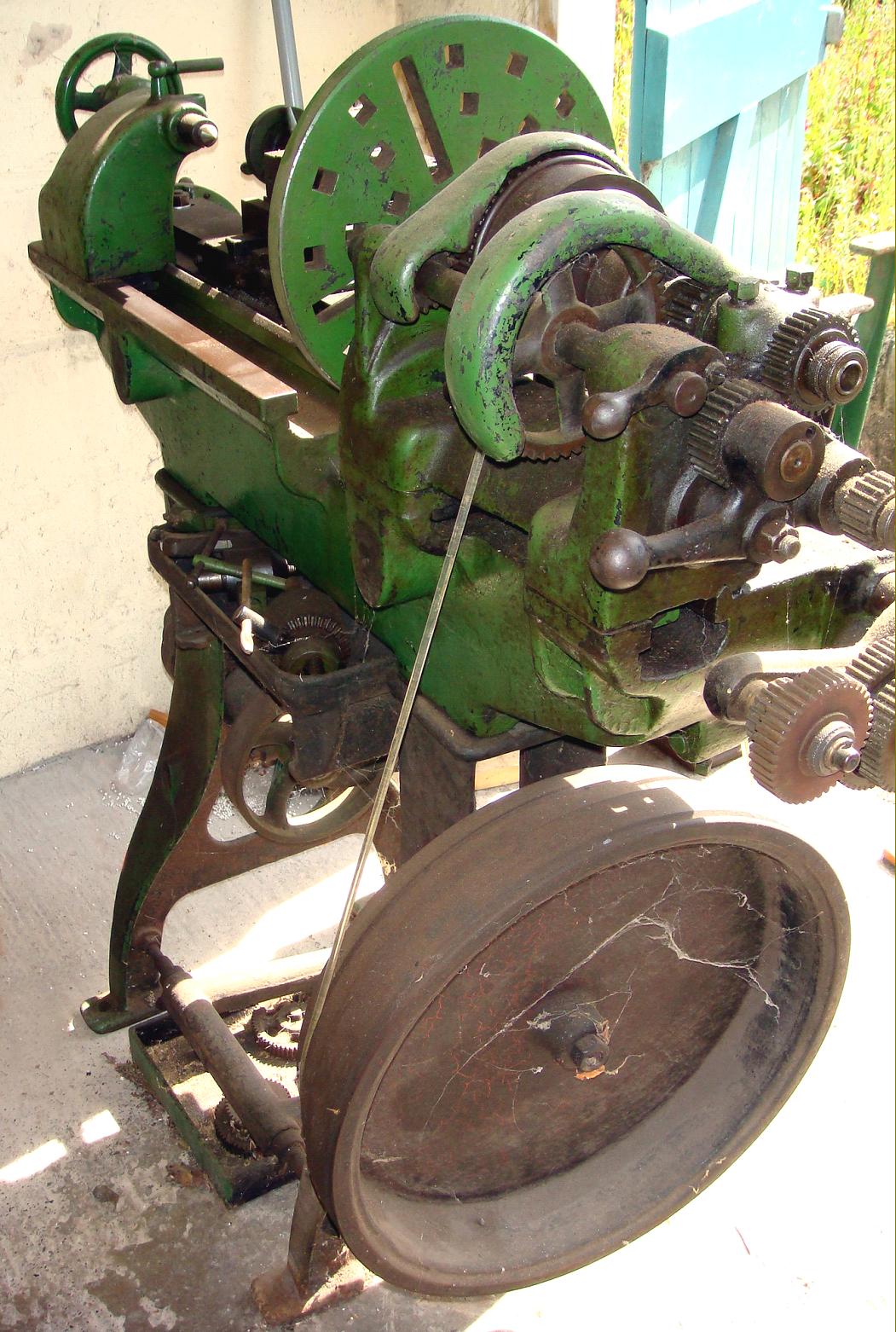
Protected under a British patent No. 194047, granted in 1922, the basic specification of the Elgar - backgeared, screwcutting with a gap bed, treadle or countershaft drive by flat belt and a set of eleven screwcutting changewheels - was entirely conventional for the time but the bed was of the "double" type, with the headstock and tailstock carried on a separate rear section - with one flat and one V - and the carriage running along flat (gibbed) front ways and able slide in front of the tailstock. The aim of this unusual arrangement (it appeared on the 5", but not the 7") was to allow the turning of long tapers - the front bed being able to pivot at the headstock end with amount of set-over controlled by an adjustment screw at the tailstock end. The arrangement permitted the carriage to run out of parallel with the headstock spindle axis by up to 1/2" per foot in either direction. To allow the leadscrew to drive the carriage when the bed was angled, the clasp nuts were fitted into a pivoting bracket arranged to slide freely in and out of its mounting slot on the apron. One very useful fitting was the provision of an adjustable, automatic knock-off for the carriage drive that operated through a shaft (parallel to and below the leadscrew) with actuation by a simple dog clutch in either direction of travel.
Both top and cross-slide screws (and the graduated handle on the leadscrew end) had micrometer-dial divisions of 1/1000" engraved on the flat surfaces that formed the outer rim of their large-diameter handwheels, a design that produced, for the time, unusual well-separated and clear markings. In order to provide an easily-read zero mark against the large diameter handle on the end of the leadscrew, an elegant swan-neck casting, with a line engraved across its flat top, was arranged to curve up behind it.
Fitted with T-slots that allowed the top slide to be positioned at will (and also to allow the mounting of accessories) the cross slide was of the short type, and inclined to wear its ways over the centre section of travel. To give both slides some additional travel, their feed screws ran through brackets on the end of short extension bosses; unfortunately, whereas similar designs used distance pieces that covered the screws, in this case the design left them exposed to the wearing properties of dirt and swarf. Rather cleverly, the toolpost could be dropped into one of two holes bored in the top slide - and was retained by simply tightening a nut on the end of a cotter pin that passed though each socket. With a centre height of 55/8" and taking 21" between centres, the lathe could turn, in its deep bed gap, a piece of material 3 inches thick and 18 inches in diameter when mounted on the ordinary faceplate. Unfortunately, the generous capacity of the gap brought a problem - experienced owners reporting that, when used on really heavy jobs (though not during ordinary work) flex could be detected. However, as this was a well made lathe (as were all Holbrook machines) bolting the lathe down onto strong foundations brought about a partial solution.
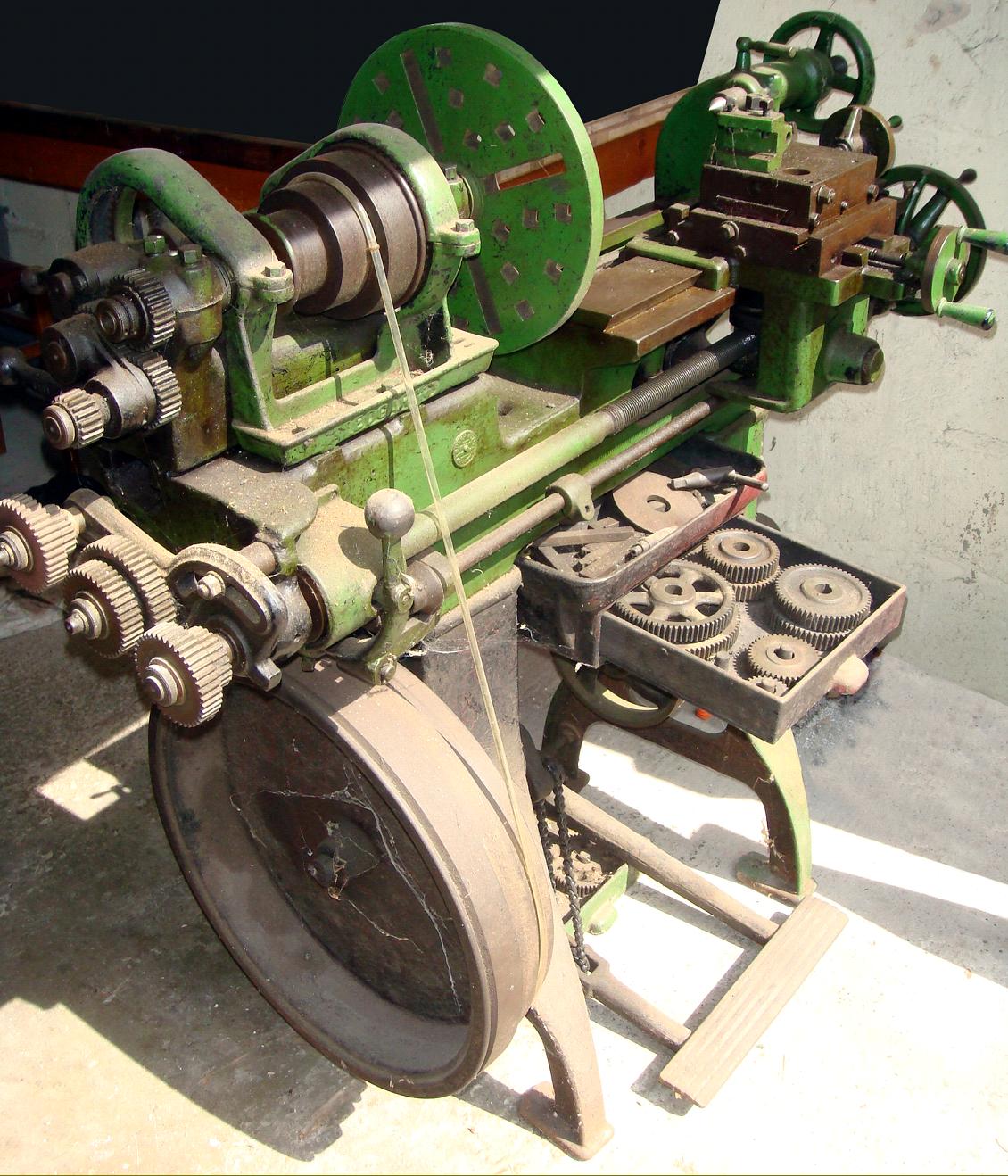
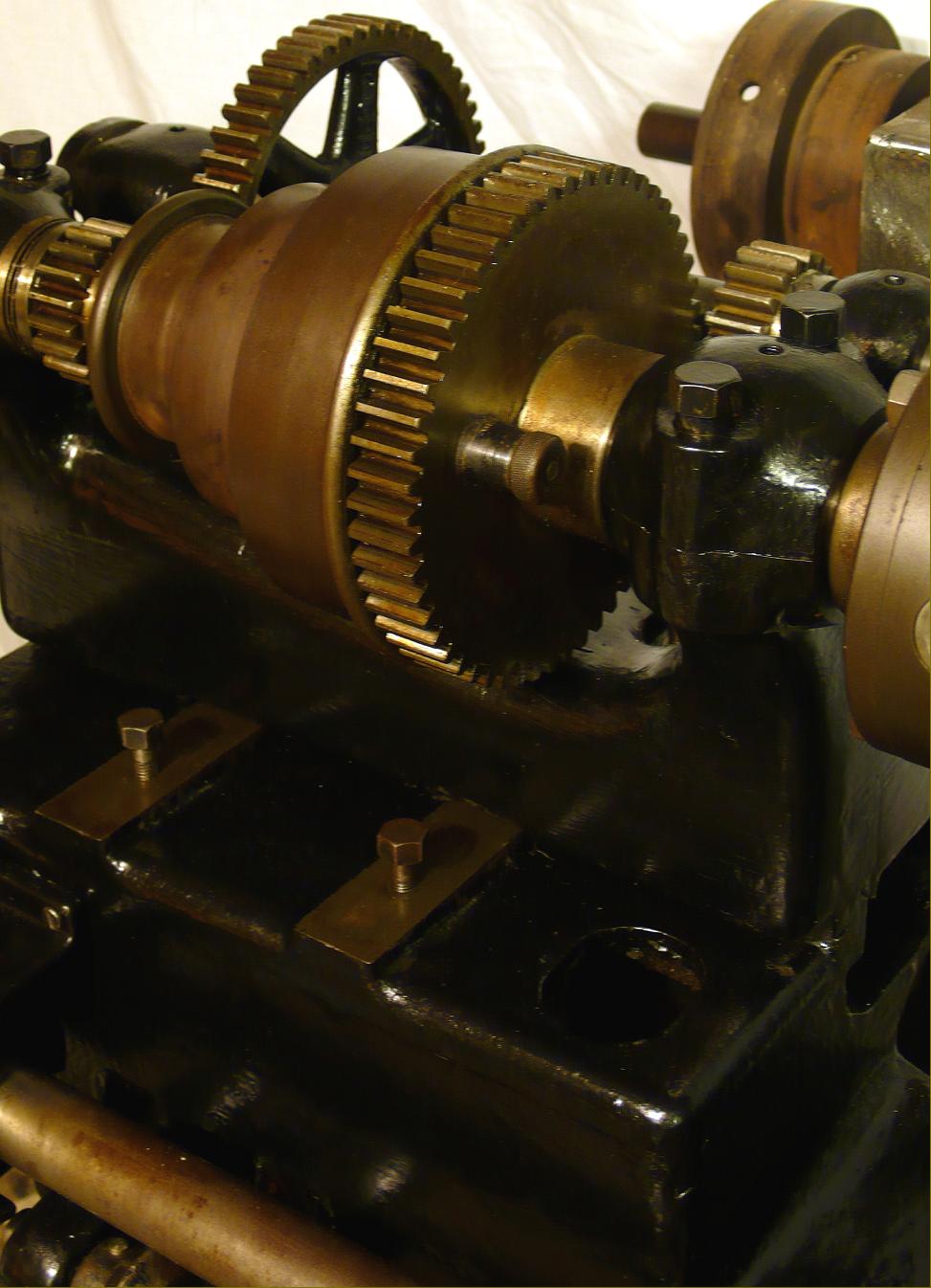
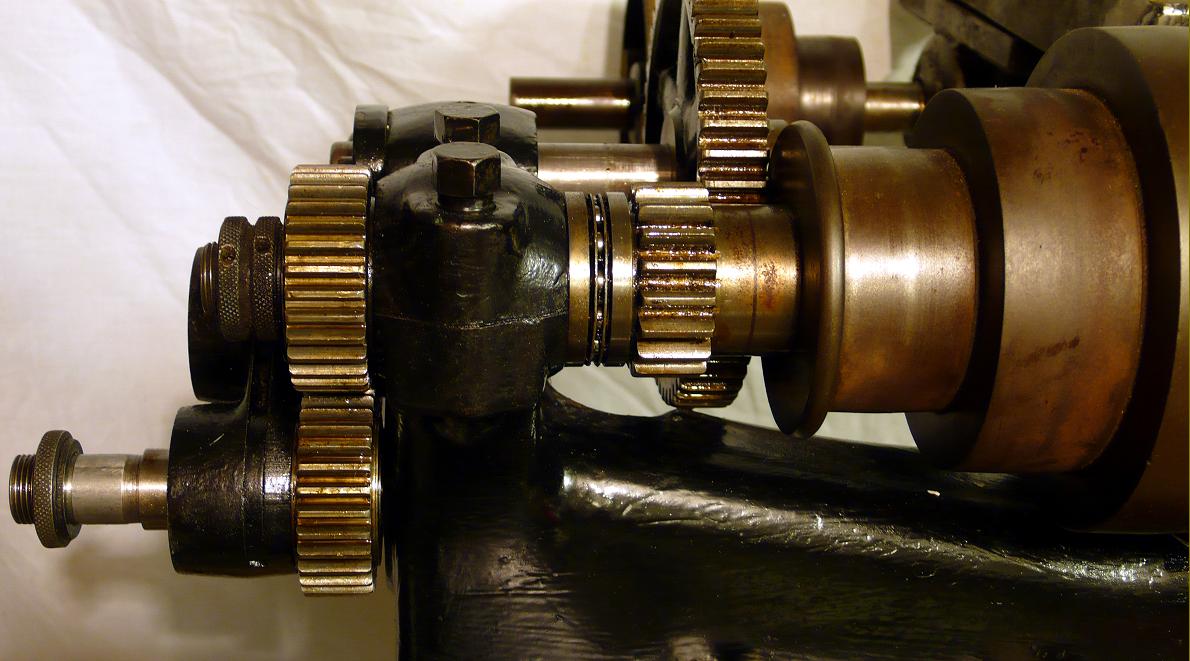
With a 9/16" bore and a No. 2 Morse taper, the headstock spindle ran either in bronze bearings (according to the sales literature) or, from direct evidence on machines encountered, direct in the cast-iron of the headstock. A ball thrust race was fitted at the left hand end of the spindle and simple cast-iron guards covered the backgears. A 3-step flat-belt "cone" pulley with diameters 5.25", 4" and 2.75" turned the spindle, the drive being by 13/8" wide belt from a variety of different "fast-and-loose" countershafts designed for wall or ceiling mounting. The Edgar appears to have been sold complete on a cast-iron stand, with chip tray and drawer storage between the legs to hold the changewheels, and could be fitted with either of two built-on drive systems. These two rare (and almost certainly very expensive) units were built up from lengths of brazed tube and were similar in arrangement to those offered for some contemporary American Hendey lathes. While one was of a standard pattern, with drive to the headstock only, the other incorporated an "overhead" to drive toolpost-mounted milling and grinding attachments. All countershafts were intended to be run at 350 r.p.m. to give recommended spindle speeds from around 25 rpm in backgear to a maximum of 700 rpm in "open-belt" drive. A self-contained treadle stand was also available with a ball-bearing supported flywheel - in which case the maximum r.p.m. was in direct relation to the health, or otherwise, of the operator's cardiovascular system.
To allow the lathe to be used for boring, milling and other tasks, the T-slotted cross slide could carry a number of accessories including what the makers called a "conversion bracket", a square-base casting (with holding slots formed partially across each diagonal), that was used to mount (either vertically or at an angle) the ordinary top slide for use when milling or gear cutting. Also available was a "cutter head", a most unusual attachment consisting of a casting that fastened to the bed and held a vertical shaft driven by a bevel gears from a horizontal shaft that was, in turn, connected to the spindle nose by a train of gears carried on a slotted bracket.
A lathe of similar appearance to an Edgar, but smaller (and treadle-operated) is reported to be on HMS Alliance, the WWII submarine in the Gosport museum..
|
|