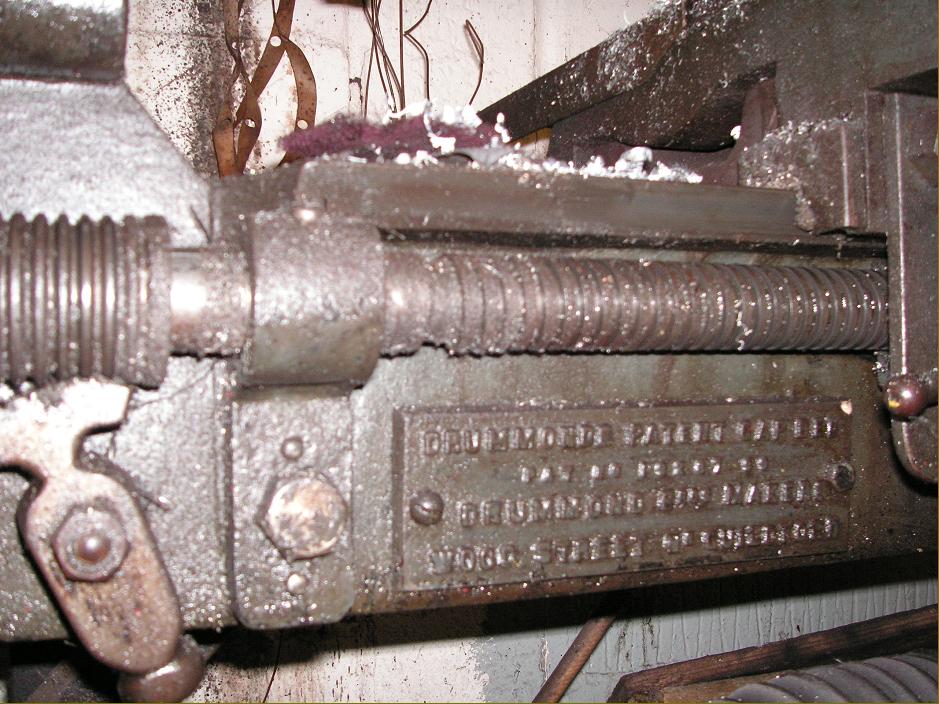
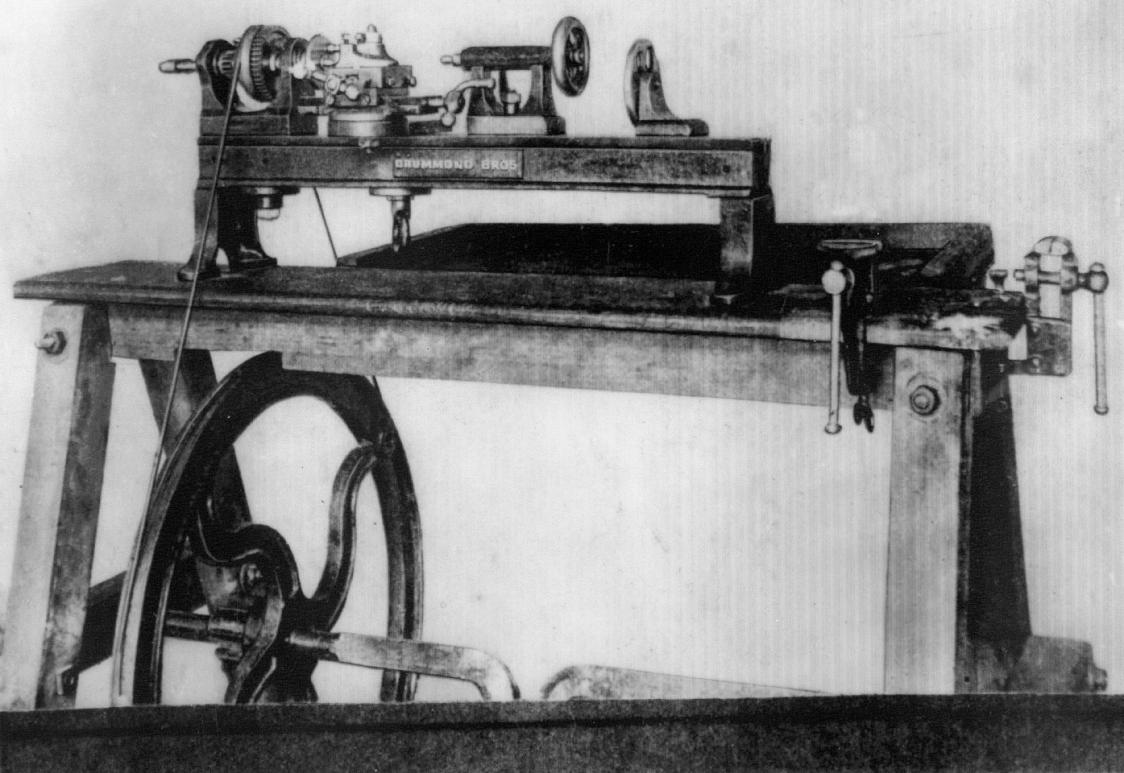
Not the very first lathe made by the Drummond brothers - that was a one-off for their own use - the company's first production lathe was advertised as being available with either a 4 or 5-inch centre height - and with beds 3 ft 6-in or 4 ft. 6-in long (giving between-centres capacities of around 22 and 34 inches respectively). Some versions have been found with a screwed-on, rectangular plate with a patent number and a hitherto unknown Company address - Wood Street, near Guildford - while others carried an oval badge in bronze. Resembling in many ways the later and far more common 5-inch Drummond "double-height bed" model., it carried a badge also used on the Mk. 1 Drummond hand shaper - an oval, screwed-on plate in bronze. Like the other equally-rare 4-inch Drummond of the same era, this lathe was also found in Australia, leading further credence to the idea that, when Arthur Drummond visited the county in the early years of the 20th century, he took several machines, possibly prototypes, with him and encouraged their production - though the only real evidence is that the Round Bed was manufactured.
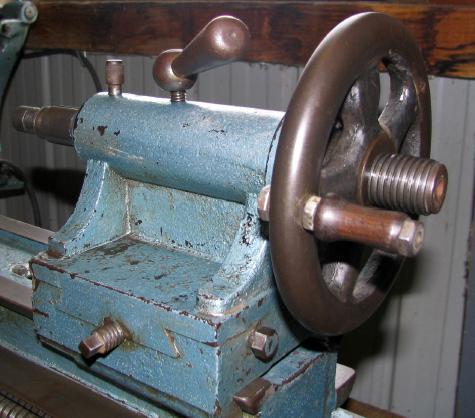
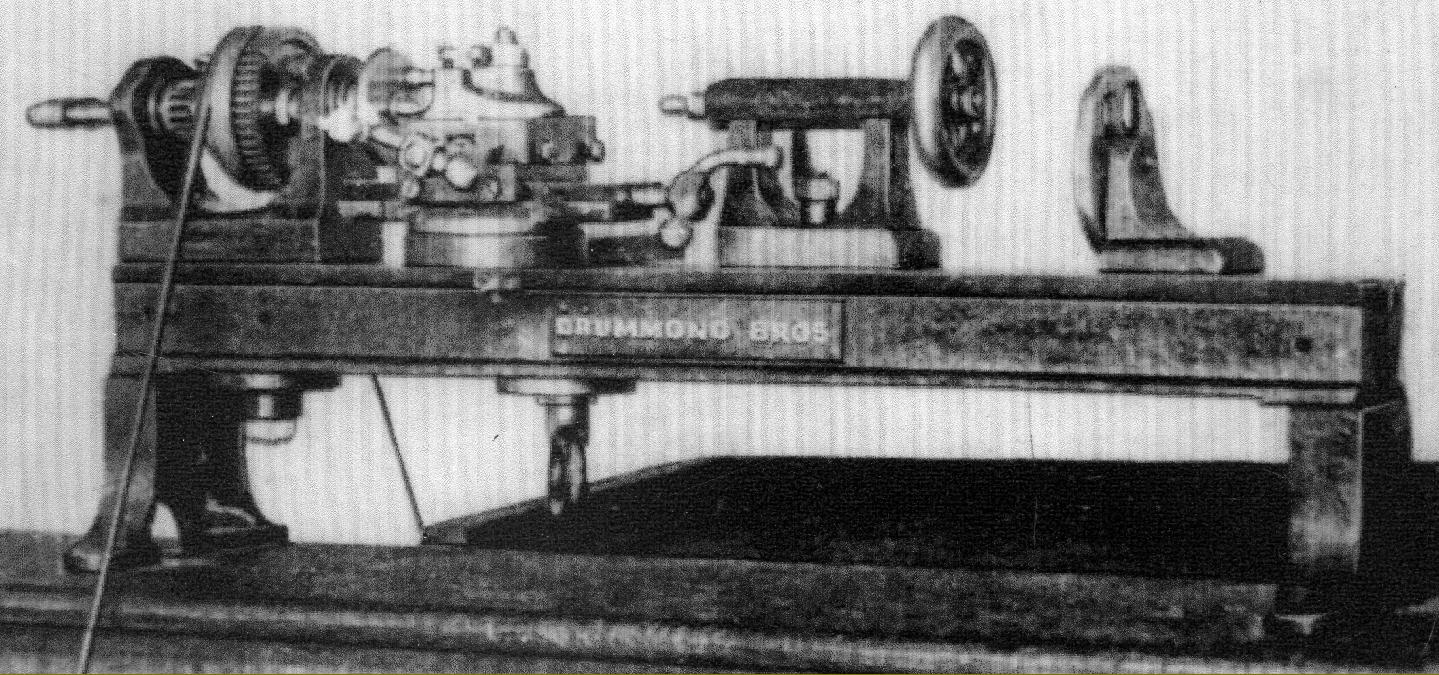
Presenting sufficient design and styling clues to be sure that it was built (probably as a development model) between 1900 and 1902 - both "Australian" machines had a distinctly late-Victorian appearance. In addition, for its era, the version shown below is of distinctly old-fashioned appearance having a carriage and compound slide rest that could have come from twenty-five years earlier. Of typically English construction - with flat tops and 60-degree edges to guide both saddle and tailstock - the bed was unusual in separating the duties at two different heights, the upper for the tailstock and the lover for the carriage. The aim of the designer was to provide a very large gap, capable of allowing the saddle to travel, fully supported, right up to the faceplate; there was no gap piece to remove and so no weakening of the bed when turning the largest diameters. Although the resulting gap was indeed deep, there was little metal left beneath it and, in addition, to further weaken the assembly, the bed tapered in depth as it approached the tailstock end.
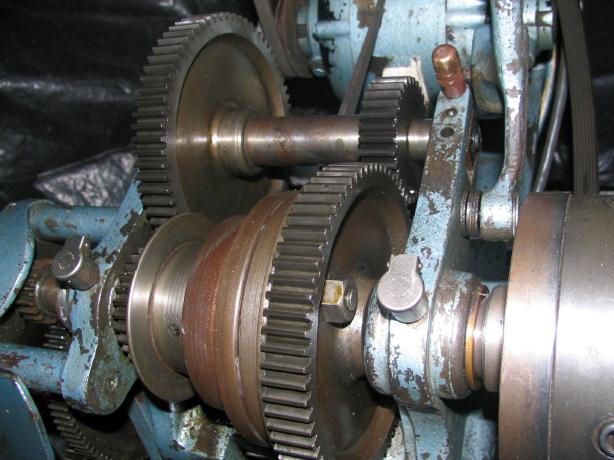
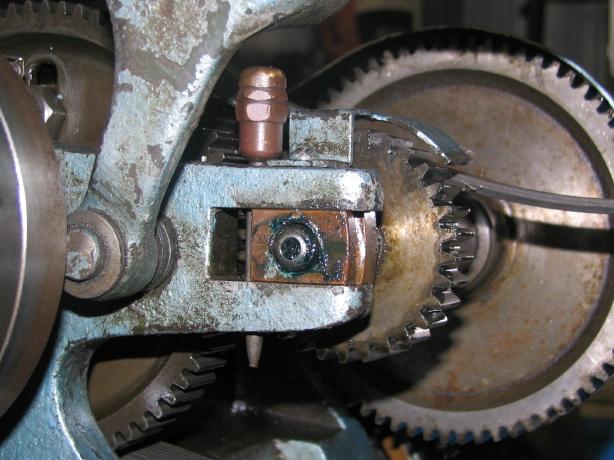
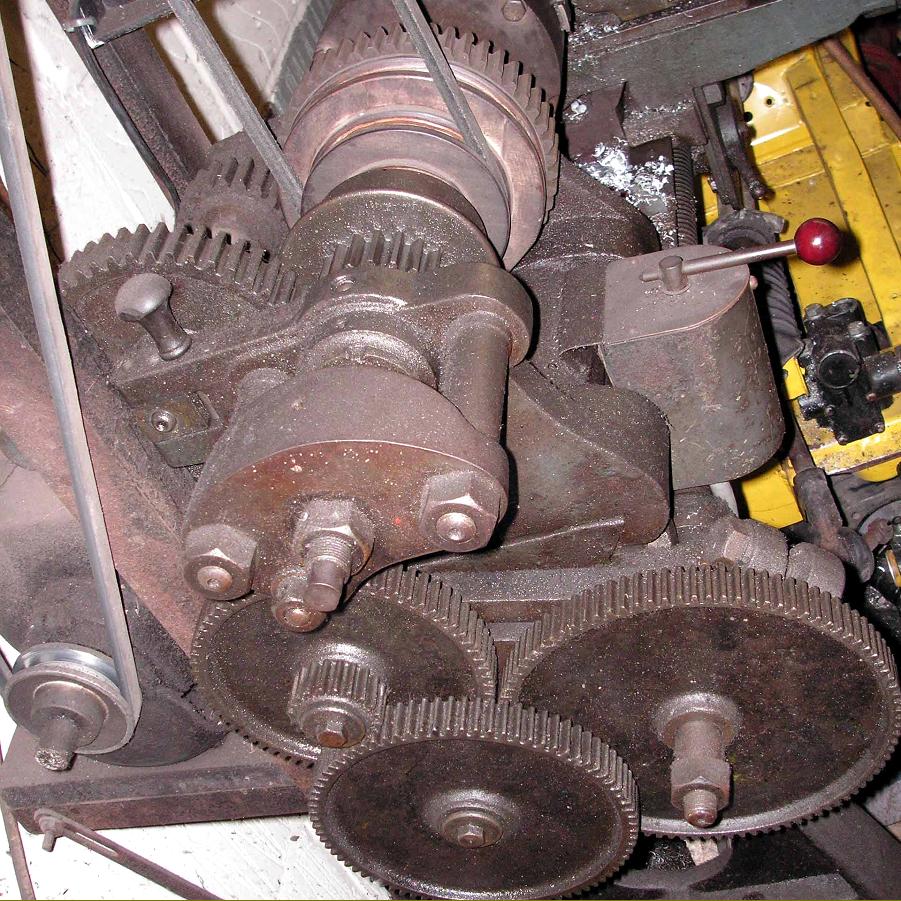
One important element of the design that had began to fall out of use by the late 19th century was the method of taking the spindle end thrust against a plate, mounted on posts outboard of the left-hand headstock bearing. Originally, with so many headstock spindles being solid, this design had few disadvantages and although some makers persisted with it (by redesigning to allow a hollow shaft) by 1910 it had almost completely disappeared.. Another antiquated feature was the backgear assembly, where the square-frame bronze bearings were held in slotted lugs and simply slid into place, their mesh being adjusted by vertical pins. Each bearing also carried its own small pin, engaged in a slot cut into the top section of the lug, that prevented the assembly from falling to the floor when put into the disengaged position.
Screwcutting was by changewheels and, because a full-nut (that could not be disengaged) was used to grip the 4 t.p.i. leadscrew, a particularly neat and effective dog clutch was incorporated. This was built into a sleeve that surrounded the left-hand end of the leadscrew and had a circular rack cut into its outer surface. As the whole assembly rotated, engagement and dis
|
|


|
A "full-nut" was used on the leadscrew. |
||

|
A design that had begun to fall out of use in the late 19th century was taking the spindle end thrust on a plate outboard of the left-hand headstock bearing. The main problem was that it involved the use of a solid spindle and, although some makers persisted with it by redesigning to allow a hollow spindle, by 1914 it had vanished completely. |
|
|
||
|
|
|
|
||

|
|
