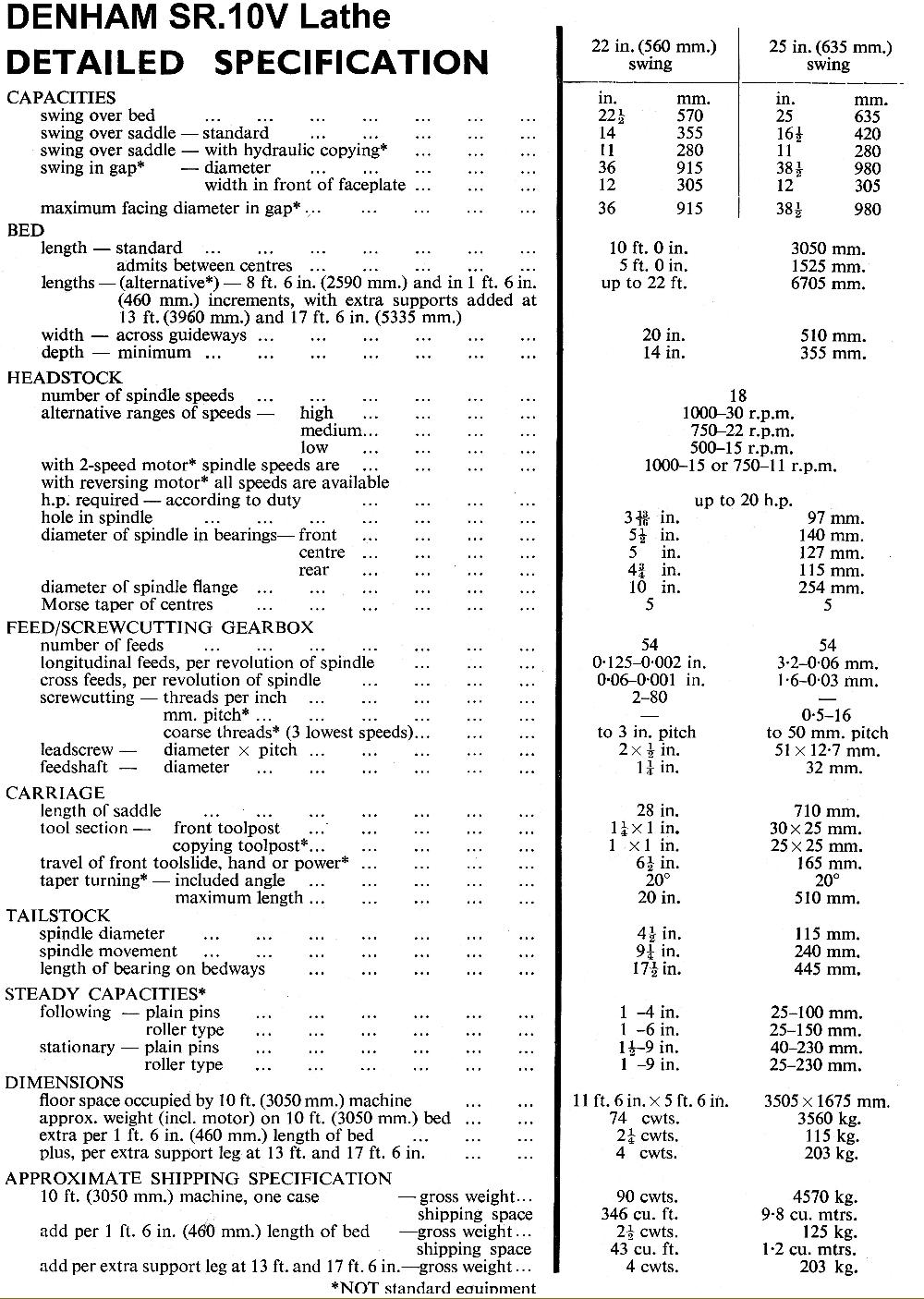
Denham Junior Lathe
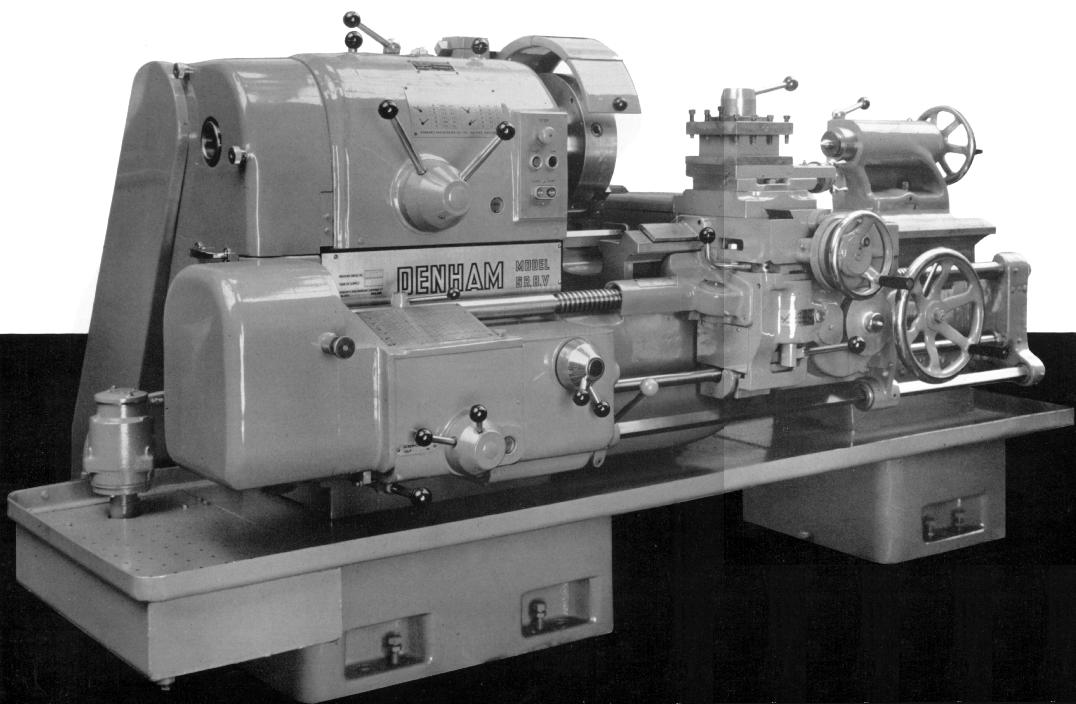
Large, powerful screwcutting lathes, the Denham SR.8.V and SR.10.V were current from the 1950s until the early 1970s. Of the usual superior Denham quality, both models were strongly constructed machines that had a particularly wide range of spindle, screwcutting and power feeds.
The bed was cast from a high-grade iron, chilled to give close-grained, hard-wearing surface and of massive proportions. The front and back walls were braced by diagonal cross-ribbing and, available at extra cost, was a detachable gap section. Flat and V-ways were used, the front Vee being set with a wide, shallow outer surface at 30° and, to better take tool thrust, a steeper narrower inside face at 60°.
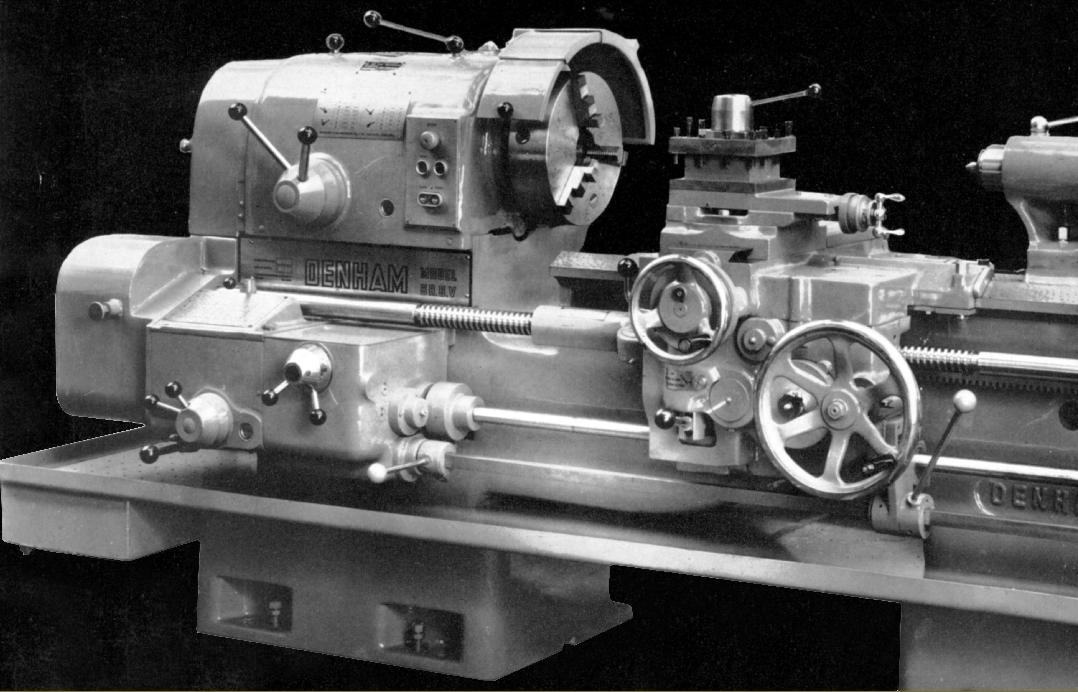
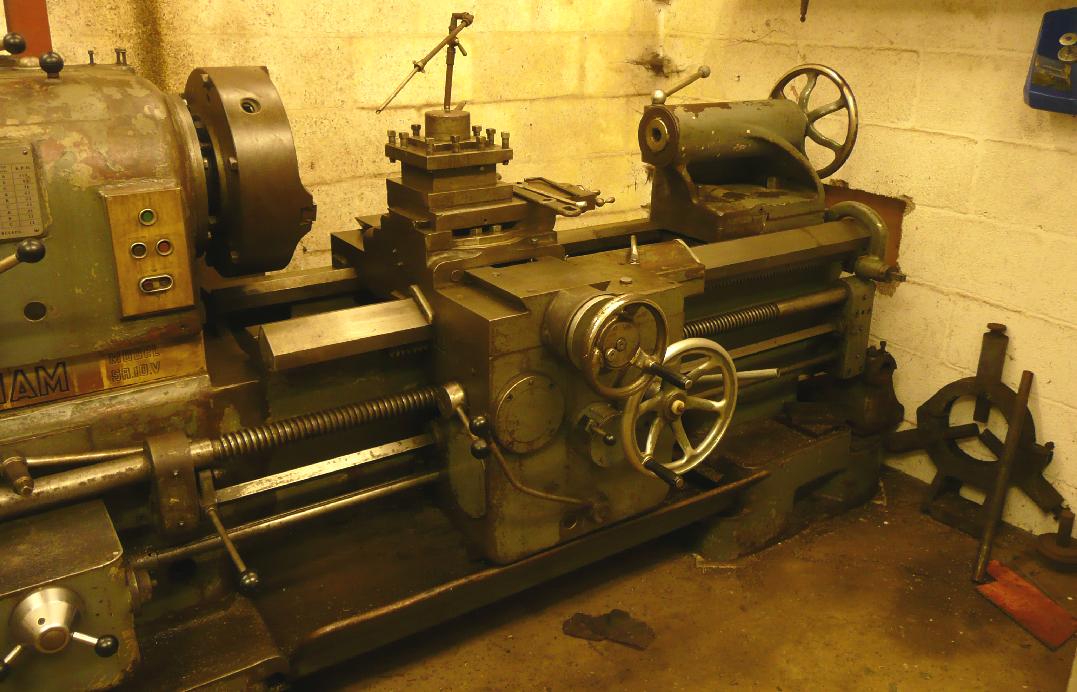
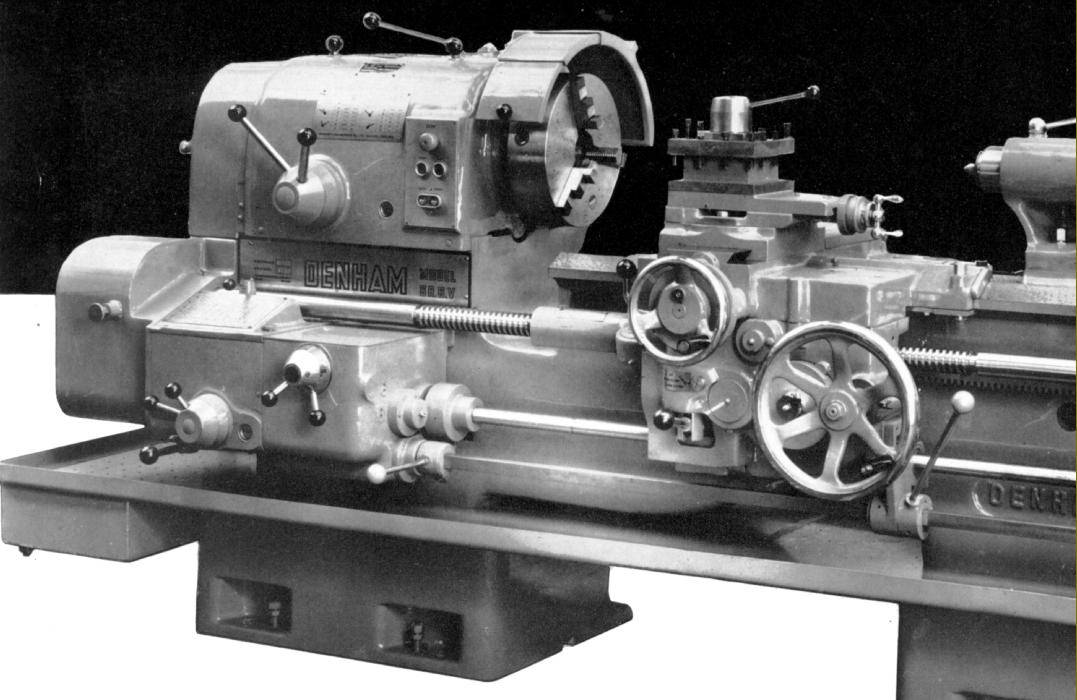
Of conventional design, the carriage carried a compound slide rest assembly with its short-type cross slide having a finely engraved degree ring for angular setting of the 4-bolt top slide - the latter capable of being rotated through 360° deg. Rather oddly, the standard toolpost was a very old-fashioned type with four studs and two tool-plates sitting on lift springs. However, a choice was also offered of an American-type (that accepted the usual tool-bit holders), a large, 8-position indexing 4-way and, unusually, a "hexagon" type turret.
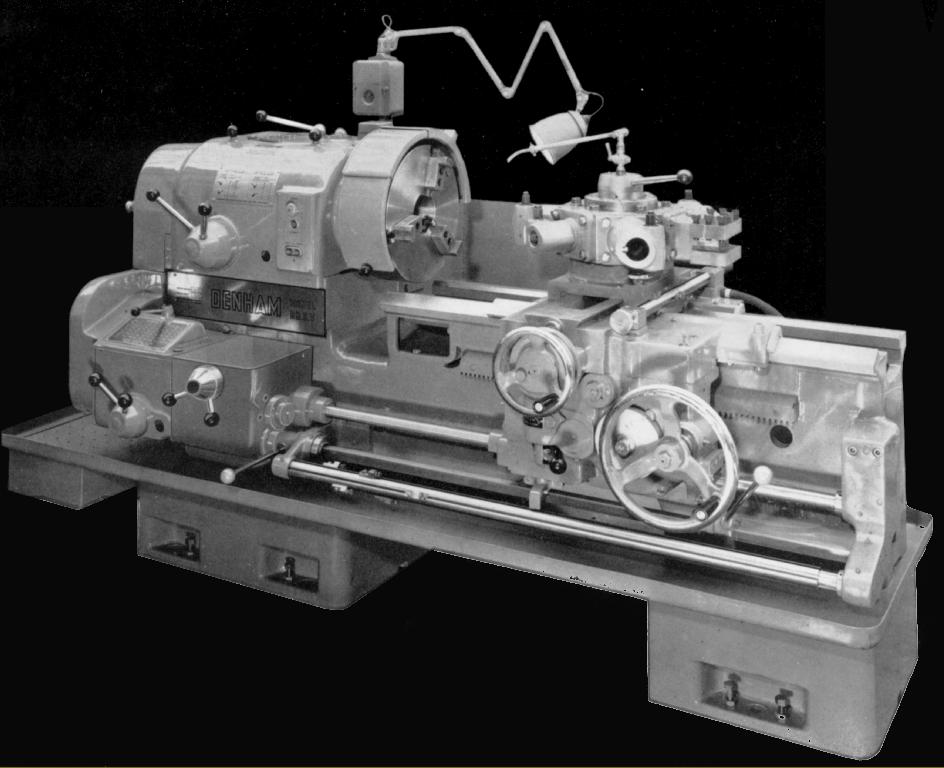
Bed support was - depending upon length - in the form of two or more substantial box-section plinths, these being joined by a sheet-metal tray to catch chips and the standard-fit coolant. The plinths were supplied with both levelling screws and the necessary holes for foundation bolts .
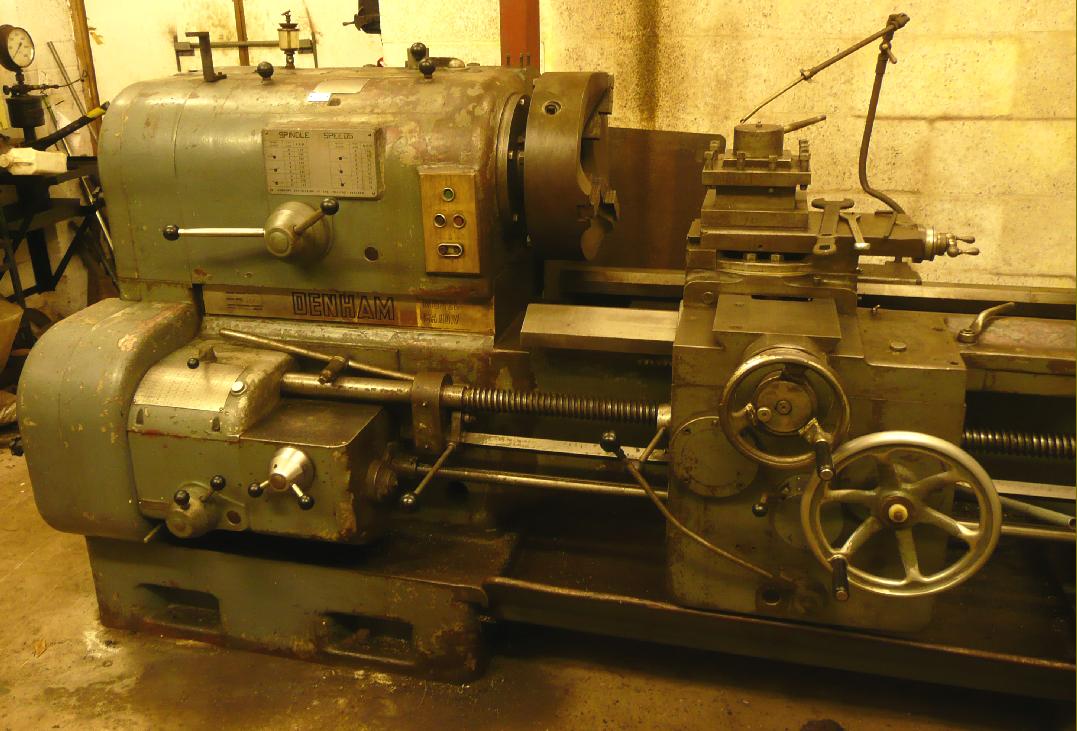
Of straightforward design, the headstock provided 12 spindle speeds, changes being made by the juxtaposition of two concentrically-mounted levers. A choice of three speed ranges was available - these being intended for use with a single-speed motor and to cover the great majority of users' needs. However, where special requirements had to be met, the option was offered of 2-speed motors when overall ranges of 16 to 900 or 22 to 1200 r.p.m. became available - these being, for the size of lathe, more than adequate.
Running in precision grade taper roller bearings to take the journal load, the spindle had pre-loaded dual-purpose ball races to take end thrust - while all other shafts were supported in ball or roller bearings.
Gears were made from individual steel forgings in a high tensile steel and, after hardening, were ground on their bore, face and tooth form. The final drive was taken from a gear, well supported, directly behind the front spindle bearing.
Lubrication was by a stream of filtered oil, this being pumped to a trough in the top of the headstock from which it was directed both by pipes and cascade to all the necessary points. Drive, from a motor of up to 20 h.p., was directed to the first gearbox shaft through a combined multi-plate clutch and brake, the latter engaging automatically when required.
Sealed and controlled by levers - there being no open sliding tumbler mechanism - the screwcutting and power feeds gearbox had a reversing control built in, a pre-loaded slipping clutch to protect the drive from overloading and lubrication provided by a pressure pump. All gears were in heat-treated, high-tensile steel and carried on six-splined shafts running in ball races.
Manufactured to within a guaranteed limit of 0·0012 inches per foot (0·010 mm. per 100 mm.) the leadscrew was used only for screwcutting, a separate shaft taking the 54 rates of feed to the apron. A wide range of standard English pitches - Whitworth, B.S.P, B.S.F, unified and pipe - could be cut without disturbing or altering the changewheel drive. Basic metric transposing was by the introduction of a 127t gear, with other wheels being available to generate unusual or seldom-needed pitches. If the customer was intending to cut mainly metric or odd pitch threads, the makers recommended that a reversing motor be fitted - this obviating the need to disengage the leadscrew clasp nuts and so lose positional accuracy (a thread-dial indicator being no use when using metric transposing wheels). As a further extra option, an accessory to make coarse-pitch screwcutting easier (and with less strain on the lathe) could be provided.
Able to be set-over in the usual way for the turning of slight tapers, the tailstock was available with either a standard No. 5 Morse taper spindle or one with a built-in rotating centre - though a centre adaptor and fixed centre were also provided..