|
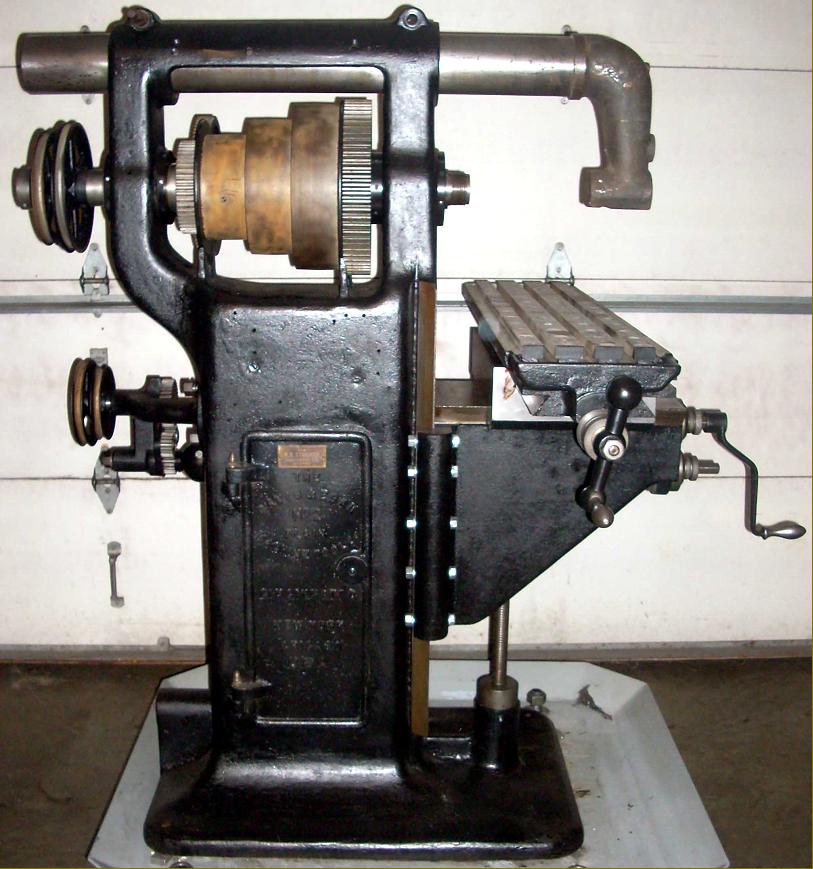
Davis and Egan are believed to have been formed in 1896 - and became, in 1898, the American Tool Works Co.. However, despite the change of ownership, the Davis & Egan brand continued to be used until approximately 1918, with, cast into the door of one example: The Davis & Egan Machine Tool Company; No. 2 Plain; Cincinnati Ohio, New York, Chicago, USA. On the same machine, shown below, there are also two brass plate identification tags: the first, located on the right side of the column, is engraved "1029" while the second, located on the column side door, identifies what is believed to be the dealer and reads: The H. A. STOCKER MACHINERY CO. Chicago.
Acquired for a pittance from an on-line auction, this once common type of plain horizontal milling machine is now comparatively rare - most having been scrapped decades ago as their usefulness in industry declined. Fortunately, the example illustrated was not melted down, but stored at the rear of its last place of employment where, having suffered years of hard work, neglect, cheap paint jobs, makeshift repairs and corrosion, it was left exposed to the elements. The seller turned out to be a prior acquaintance of the buyer - and asked if it was going to be scrapped; happily, the buyer had no such intention.
Designed for flat-belt and countershaft or line-shafting drive, it had, like many of its kind in the USA, been converted (probably in the 1930s, the motor dating from that period) to electric drive incorporating what was then the readily-available and inexpensive Ford Model A Ford transmission from a breaker's yard.
On acquisition, the miller was completely disassembled and stripped of all grease, dirt, paint and corrosion. While non-precision surfaces were sand blasted and painted those machined or ground were cleaned and then stoned to remove dents and dings. Minimal work to the slides was undertaken, but only enough to prevent further damage, the resulting condition being described as "preserved" (and the result of 4 months' effort). When finished and powered it is the owner's intention to put the machine into active service - the next step being to restore power, make the required repairs and recondition the slides.
If there is a matching flat belt step pulley to be had, he would be interested to know.
The owner writes:
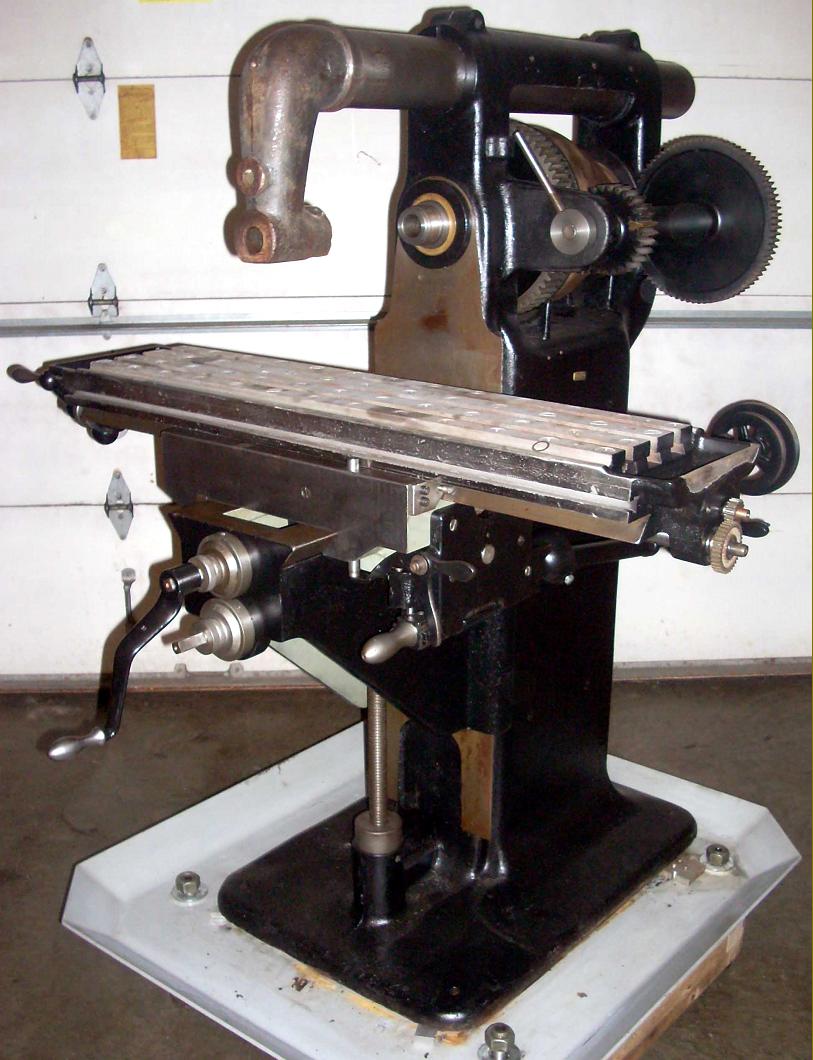
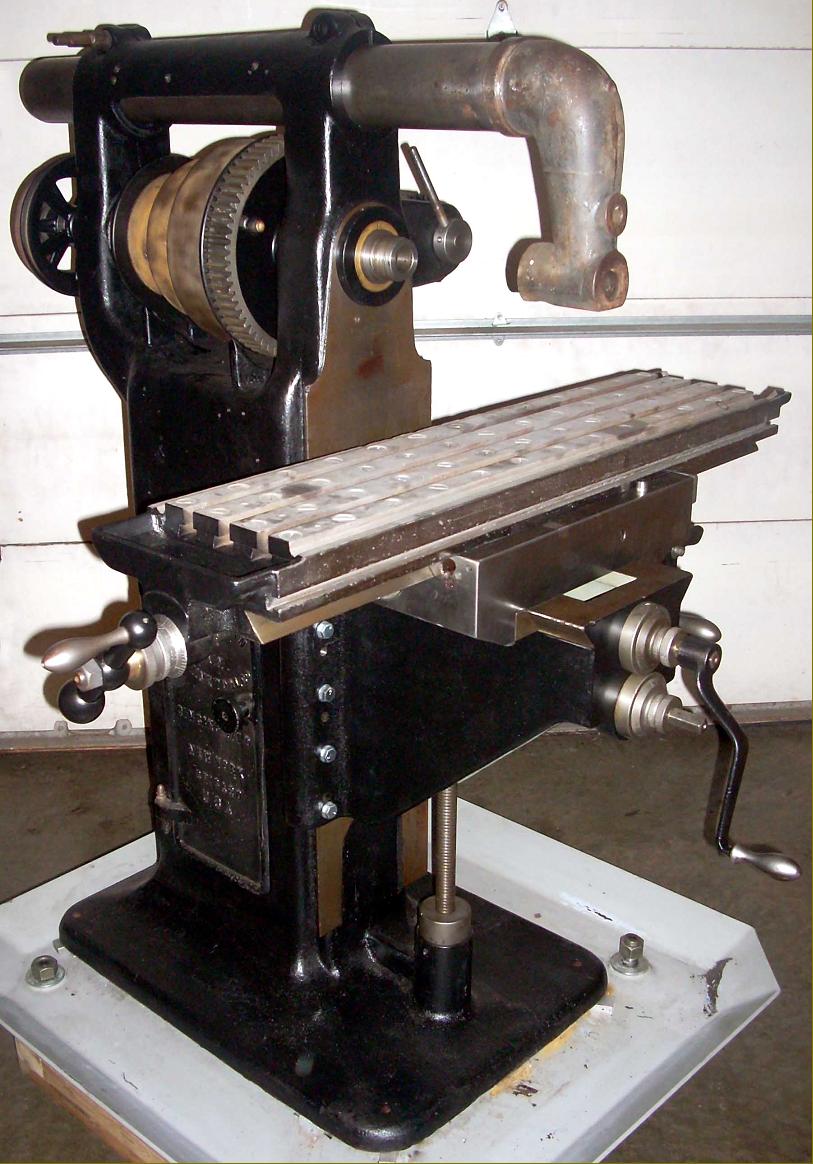
The Davis & Egan Number 2 Plain miller is of the horizontal type and follows the general arrangement of that type common in the last decade of the 19th century. The five main castings consist of the column and base unit,, knee, saddle, table and arbor support. All are in cast iron with the finish a mixture of machined and sand cast surfaces - except for the saddle, a part that machined all over. Secondary cast iron castings include the countershaft and gears, bull and spindle gears, flat belt cone pulley, column side door, table power-feed gearbox and various brackets, hand cranks, graduated dials, and miscellaneous parts. The spindle and feed screws are of steel while the main spindle bearings, feed nuts, and worm gear are bronze. Naturally there are no plastics, ZAMAK or any welded or fabricated components.
Operation
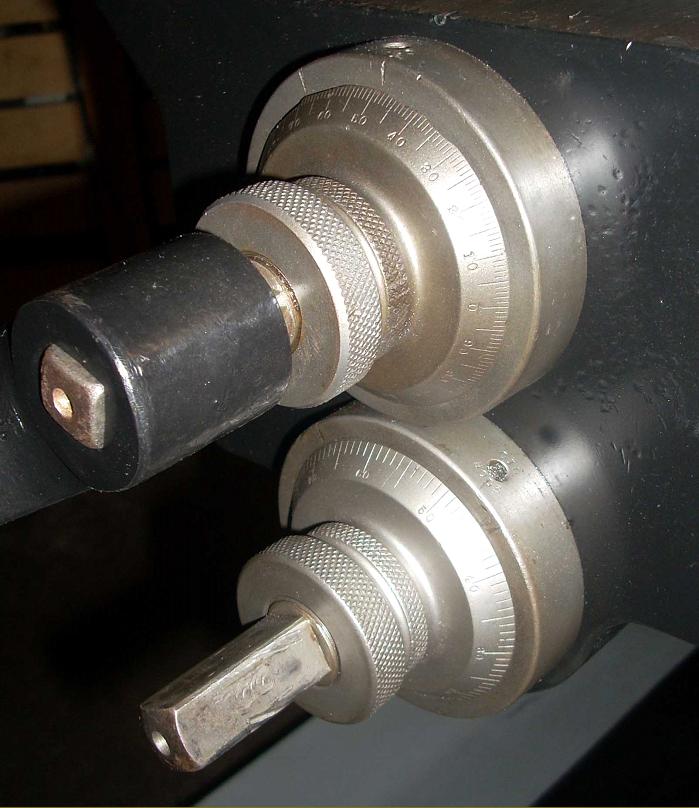
Operation is similar to other millers of this vintage coming out of Cincinnati. There are three axis table movements. All feed screws are square thread and bronze bushed, no ball bearings. Graduated collars are included for all axes in 0.001" graduations. The table includes a cast-in coolant troughs and drains. All axes have dovetail ways. The table utilizes a 45-degree tapered gib while the saddle and knee ways use straight 45-degree gibs with a lock screw. One crank handle fits the cross slide, knee feeds and the two arbor support lock screws. The table has one dedicated cast-iron balanced crank on the left-hand end.
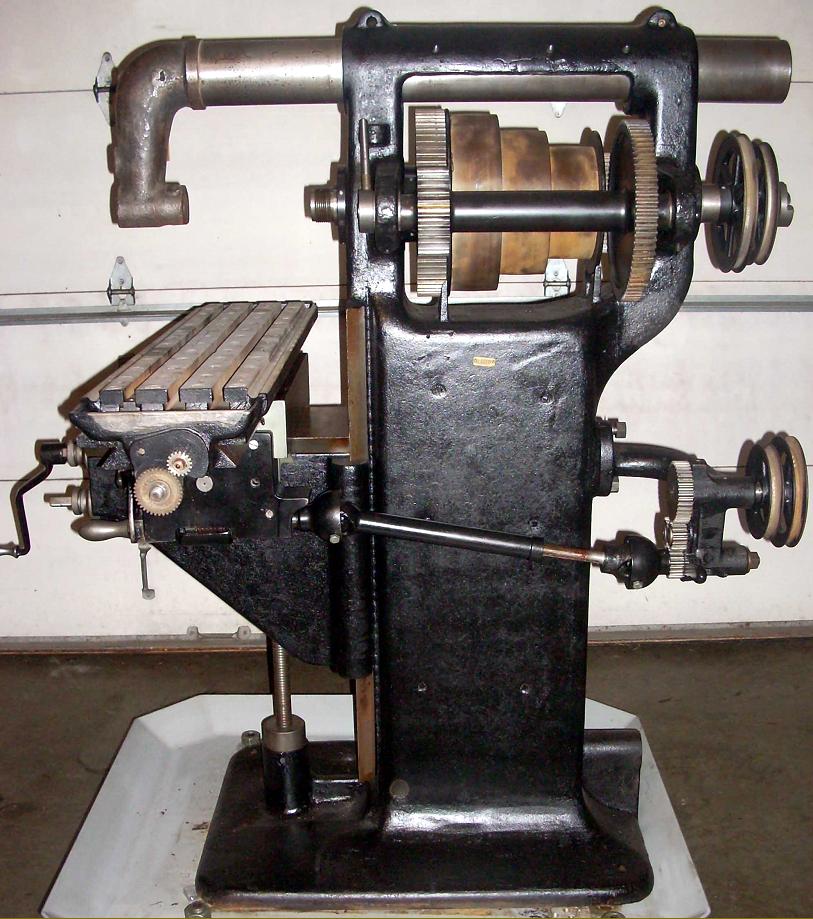
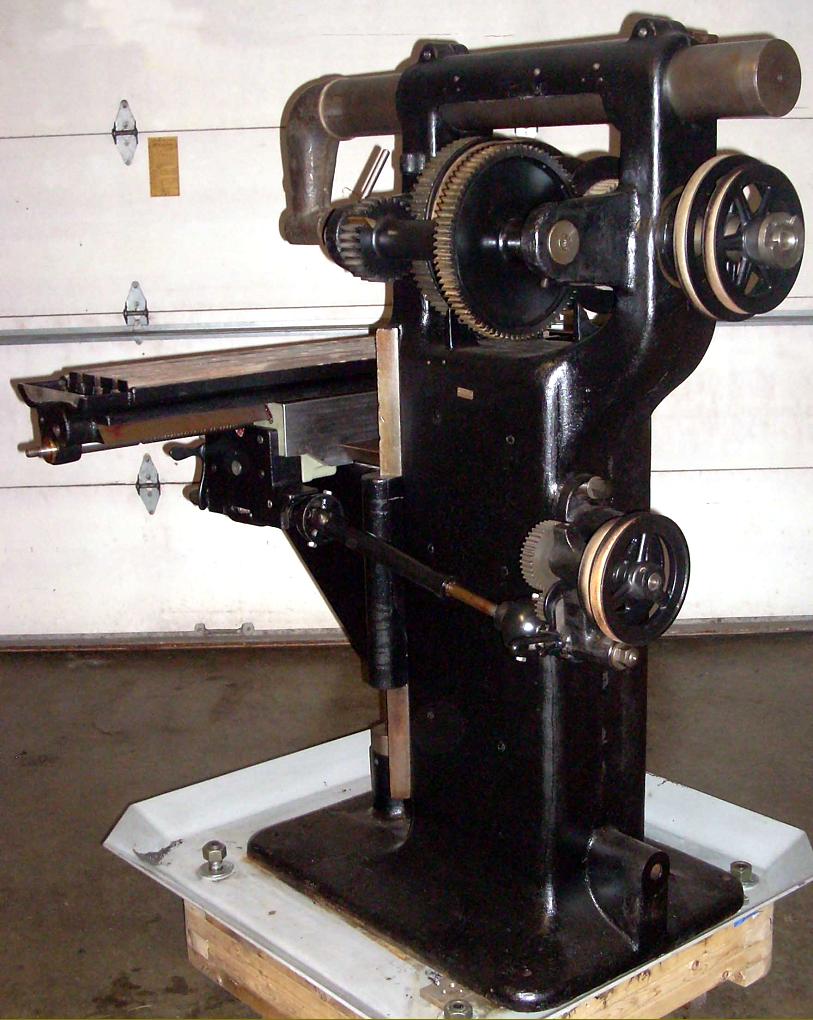
Mechanical power table feed to the longitudinal axis is provided through a series of pulleys, gears and a universal shaft. Forward speed with quick-return speed gearing and an auto-stop feature are provided.
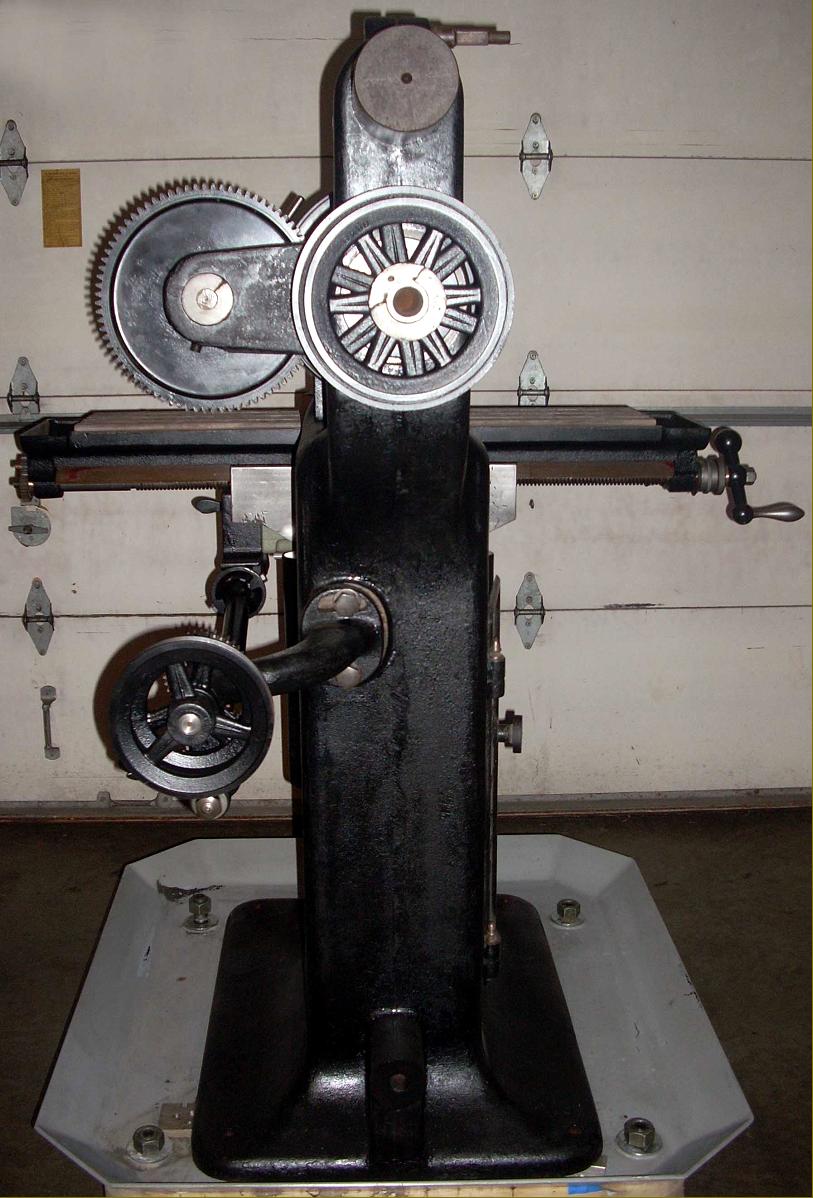
Power to the spindle is through a three-step, flat-belt pulley, with direct drive or through a lathe-like reduction backgear assembly. The internal spindle nose taper is believed to be of Brown and Sharp and the spindle nose externally threaded 2.25"-8. Both front and rear tapered bronze spindle bearings are equipped with front and back take-up nuts and oil reservoirs.
Lubrication of the slides and screws is through various holes, some protected with plug screws, others (as was then common) left open.
|
|