|
Crystal Lake Universal Bench Grinder
Continued:
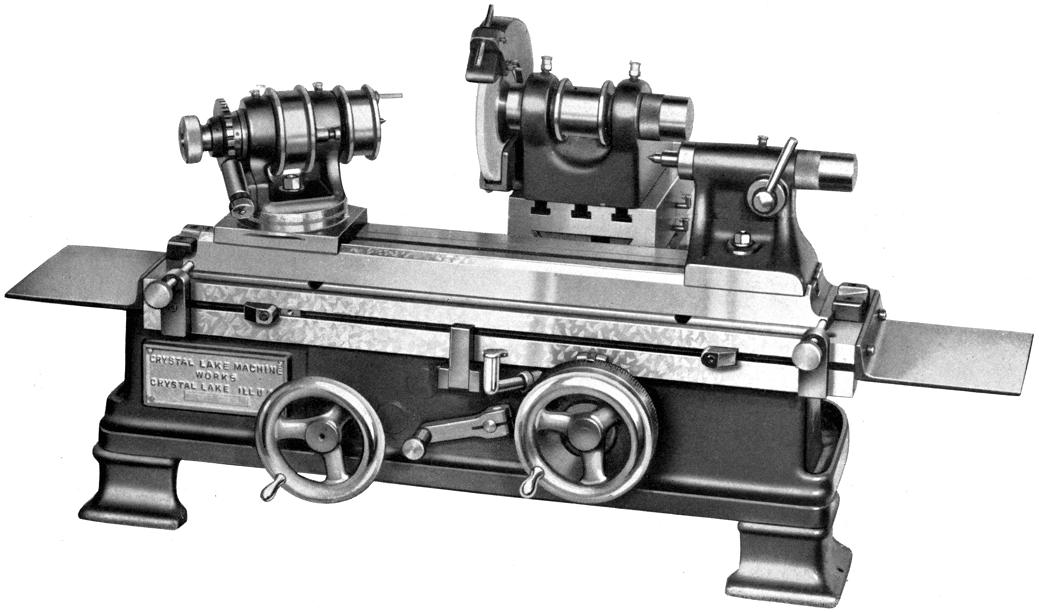
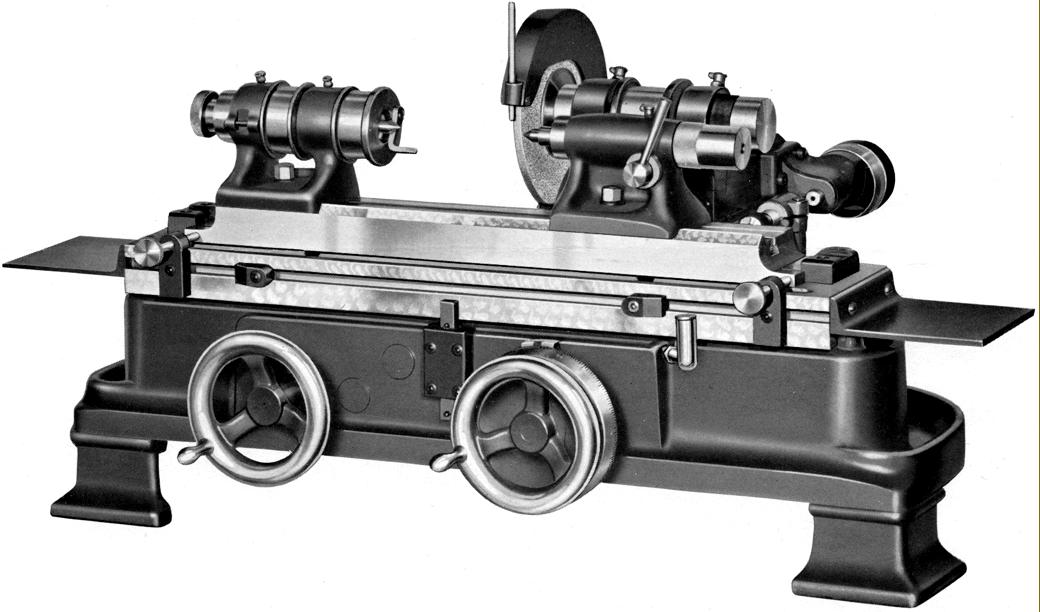
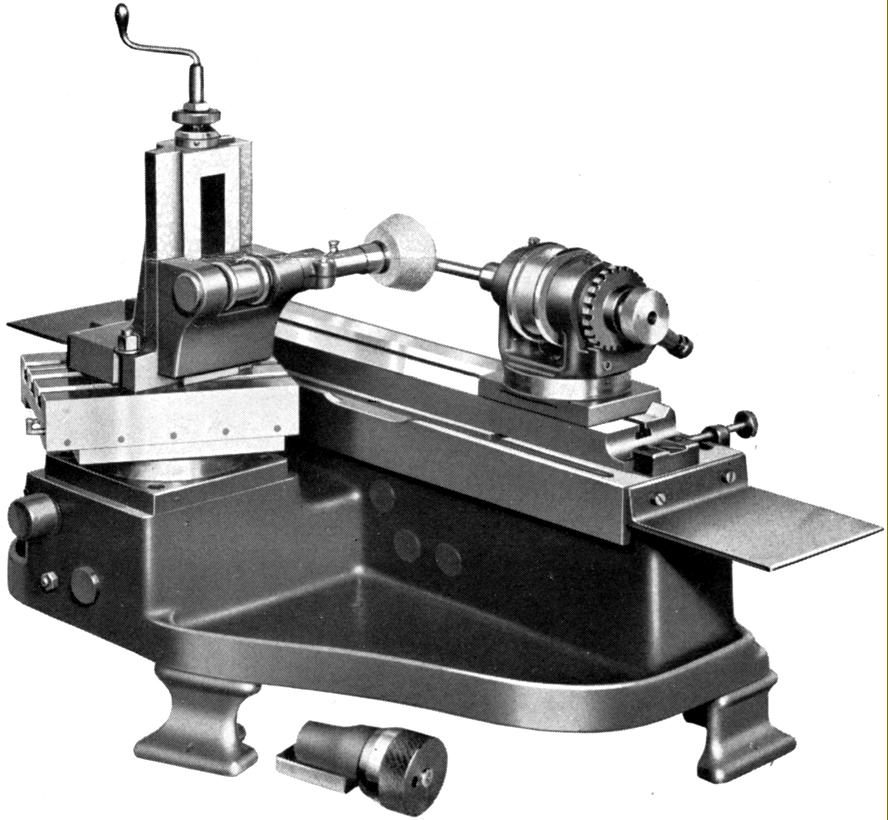
Fitted with a 24-inch long, two-part swivelling table, the machine as made in 1940 had a maximum work-holding capacity of 8" in diameter by 10" long. Pivoting 7 degrees each side of central on a hardened and ground centre pin, the table's upper section was provided with a particularly sensitive set-over control at each end - one being graduated at ½-degree intervals the other left plain for owners to inscribe their own taper markings. Two ways, a V and a flat, were used to align fittings with a T-slot machined along the table's front face to take simple but adjustable stops.
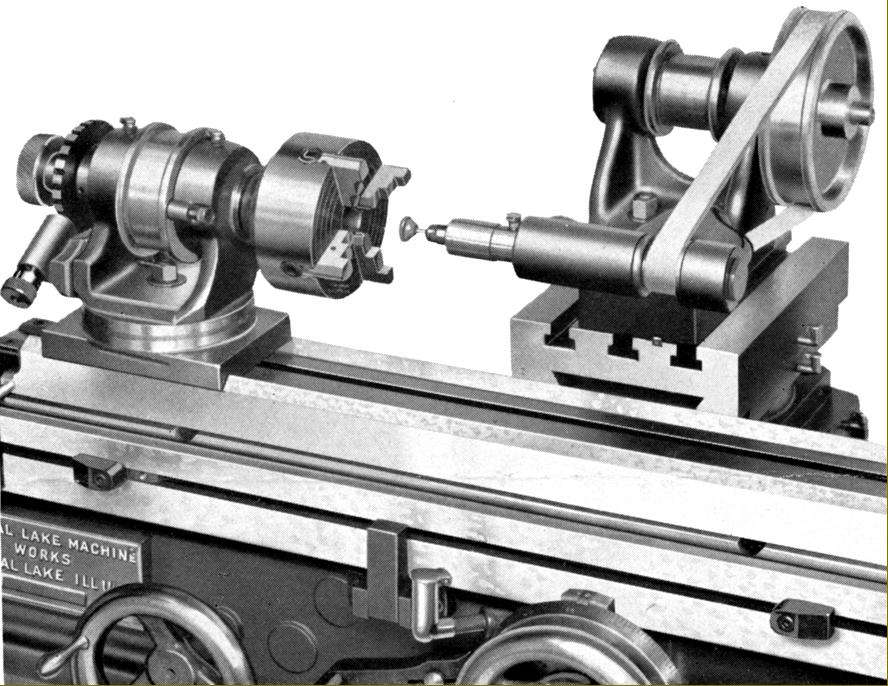
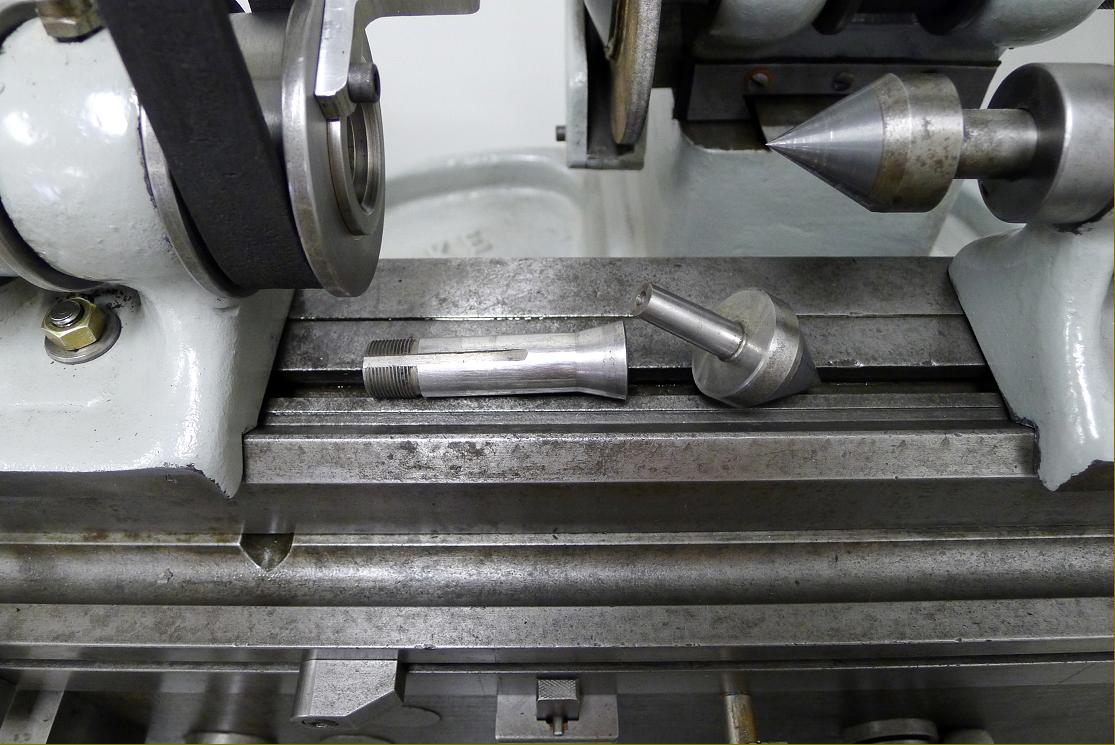
Triple-geared, the table feed was by a handwheel that provided, for each single turn, ½" of travel. For mounting on the table both plain and swivelling headstocks were available, each of superb construction and fitted with hardened, ground and lapped tool-steel spindles running in cone bearings of bronze. With the spindle-to-bearing clearances set at the minimum possible for ultimate accuracy, lubrication using thin hydraulic oil was essential (a can of this being provided with each new machine). Available to fit the 9/16" bore spindles was a set of Hardinge No. 3 draw-in collets with a maximum through capacity of ½"; an 8-inch faceplate and two 4-jaw independent chucks by Whiton, one a tiny 2.5-inch, the other a 4-inch . Mounted at the rear end was a hardened and ground index plate with 24 divisions - others being able to order. Of similarly high-quality construction, the tailstock was fitted with a hardened tool-steel spindle lapped to a perfect fit within the casting and fitted with a Brown & Sharpe No. 4 taper.
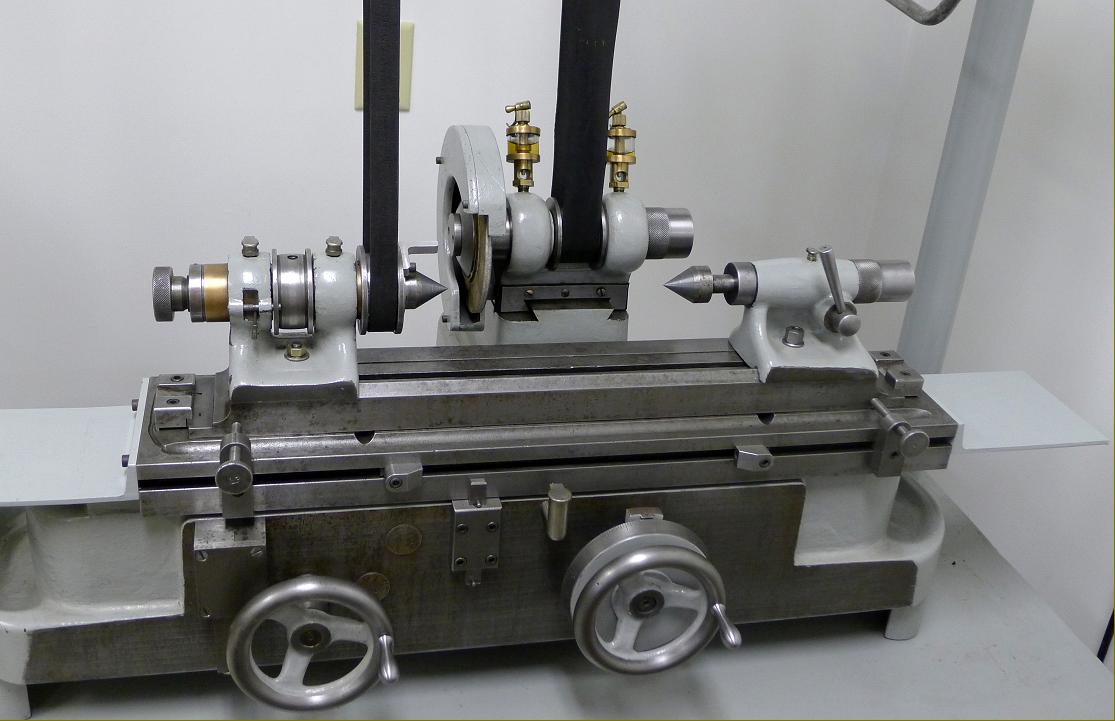
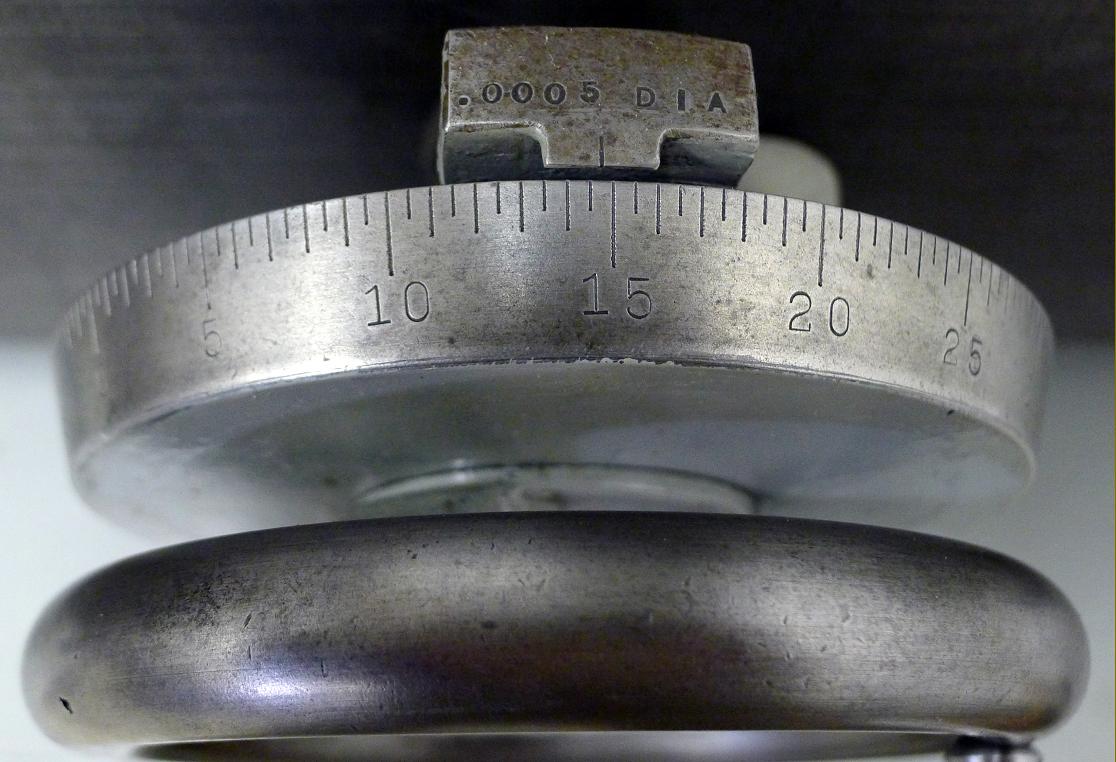
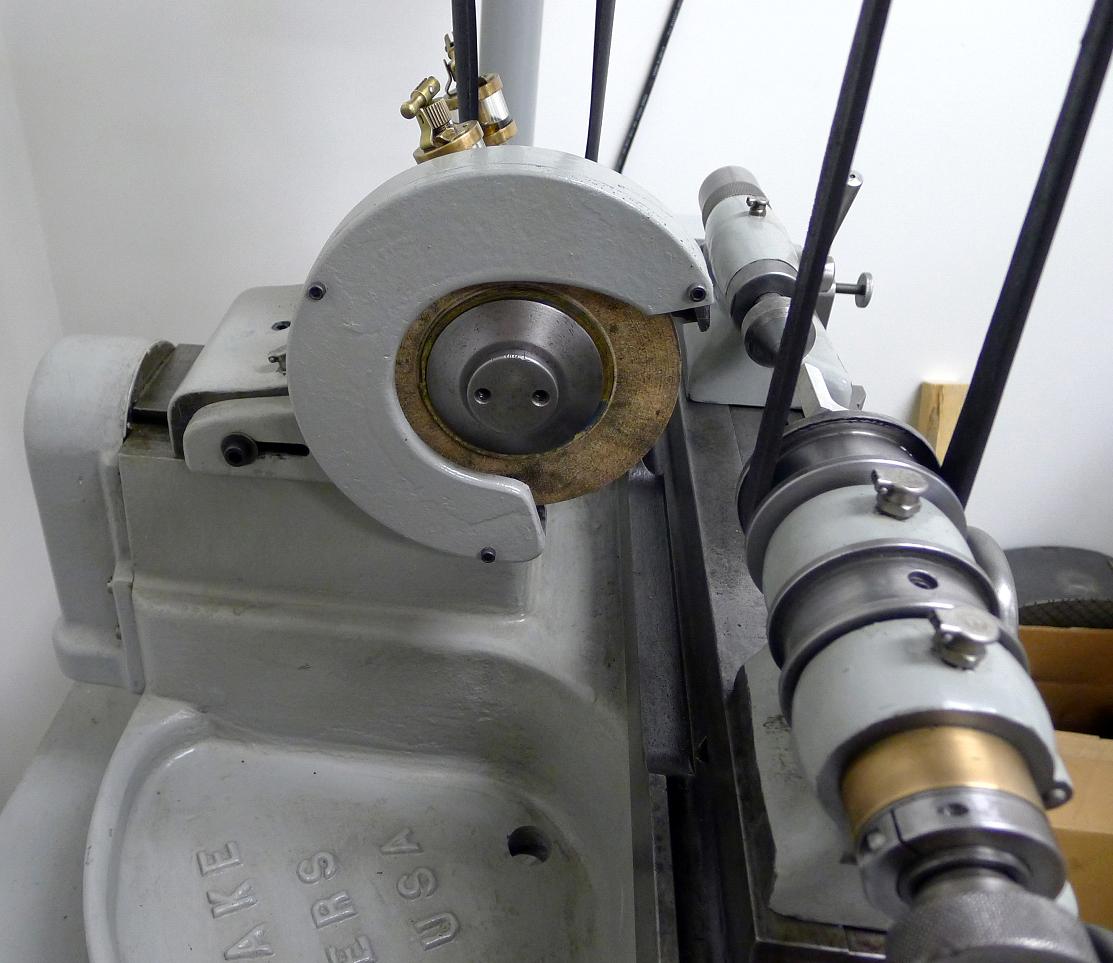
Mounted behind the table was a three T-slot slide with a 360° swivel base that acted as a carrier for the various wheel-heads - these consisting of a 3200 r.p.m. head for external work, an internal head running at 17,500 r.p.m. and a vertical slide with built-in 5,600 r.p.m. head used for grinding splines. To accurately measure its forward movement, the slide was fitted with a demountable stop-screw unit equipped with a very large diameter micrometer drum that allowed direct readings on diameter to be set to within 0.0001" (the fitting was incorporated in the Company's 1930s and 1940s slogan: The Grinder with the Micrometer Stop). Fore and aft movement was by a feed-screw turned by a front-mounted handwheel, equipped with a selectable 2 speed arrangement, that gave travels of either 0.037" or 0.300" per turn of the wheel together with a micrometer that read down to 0.0005".
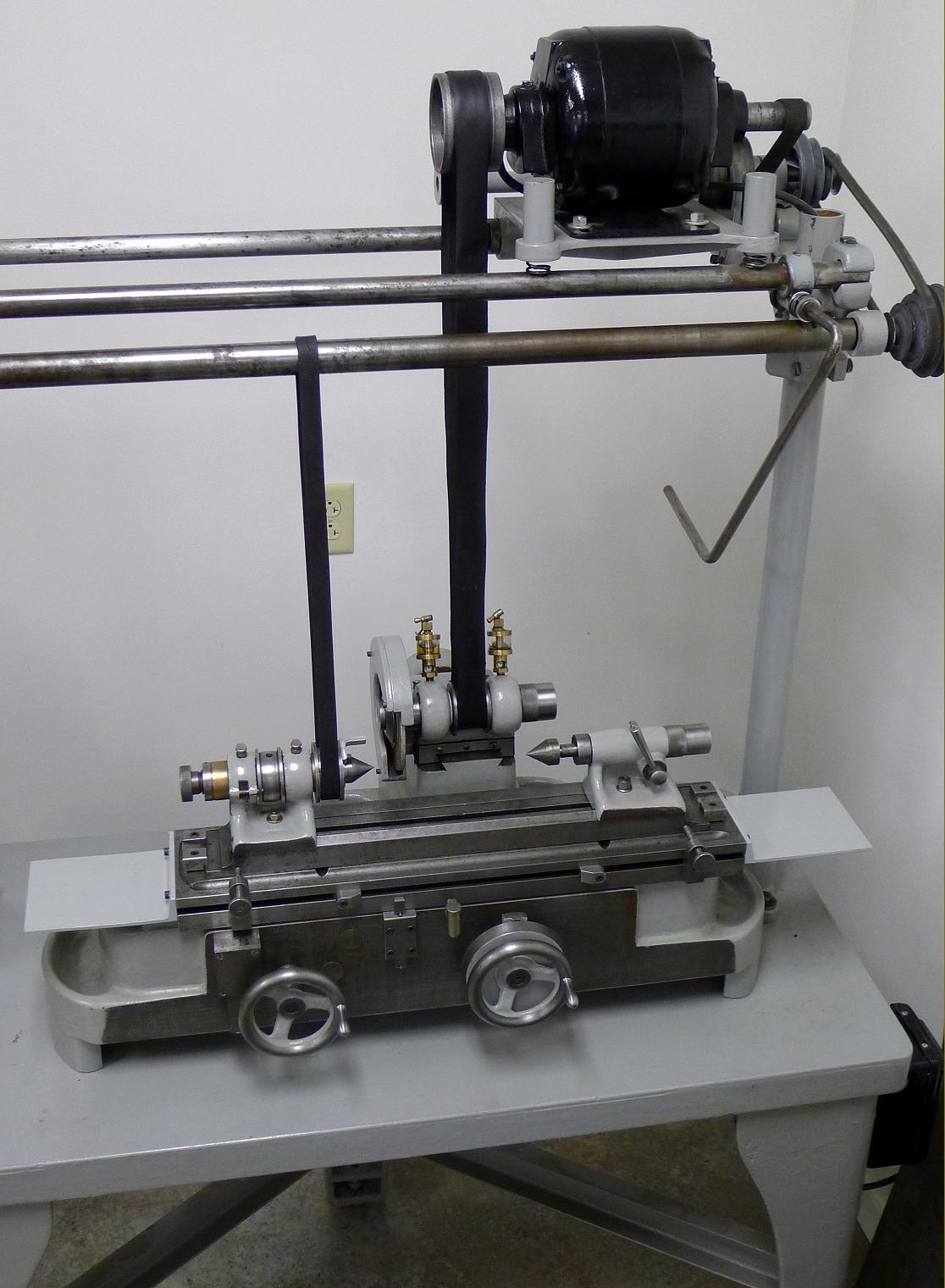
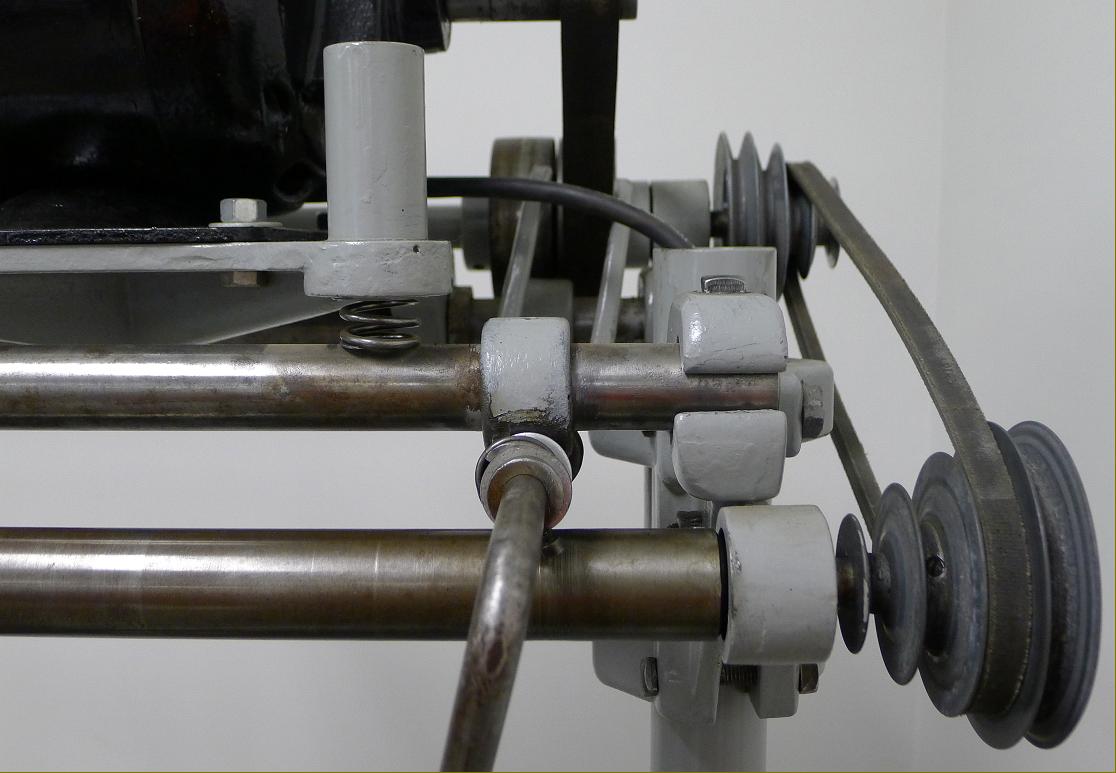
All heads were fitted with hardened, ground and lapped manganese tool-steel spindles with flanged steel pulleys to take a 1.25-inch wide flat belt. Lubrication was by dust-proof oil cups feeding to packings of wool yarn that surrounded the bronze cone bearings. With the usual care (the correct mounting of the machine on a solid floor, the room held continuously at the right temperature and the thin, joint less flat belts in perfect, unworn condition, etc.), it was possible for a skilled operator to grind to within very fine limits - to an accuracy it is reported, of as little as 0.000005" (5 millions of an inch).
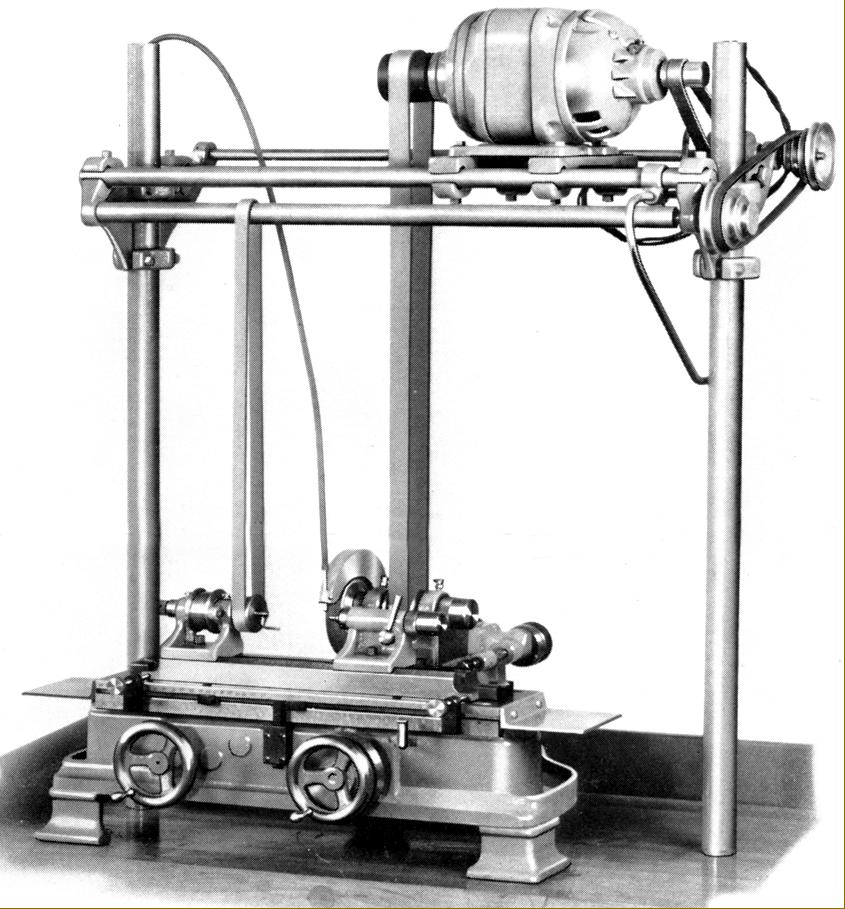
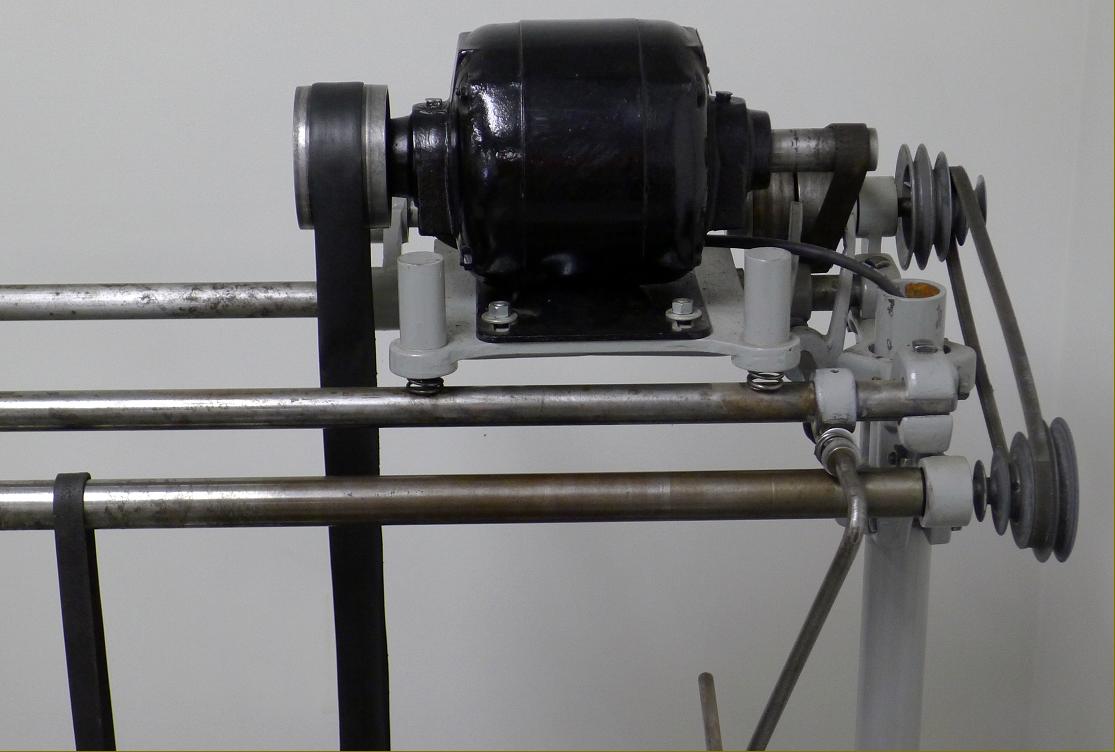
An important part of the Crystal Lake machine was the drive assembly - a remote overhead system of wonderfully vintage appearance that is still used today (though now mounted as part of a more neatly contrived integral system). A tried-and-tested arrangement, it removed from the machine any hint of vibration from the motor or belts. The ideal arrangement on the bench model (as distinct from later machines that were offered complete on legs or cabinet stands with built-on cabinets) was, according to the makers, to mount the grinder on a suitably strong bench with a smooth top (presumably an old surface plate would have sufficed) and to position the countershaft some 45 inches above. Further, it was suggested that the weight of the grinder was sufficient to keep it in place without bolting down, an arrangement that would then facilitate moving it to ease setting up for awkward jobs.
Equipment supplied with a new machine varied over the years but usually include two coolant tanks with hose and fittings, two water guards, two drive dogs, a diamond holder, face spanner and wrench, a can of spindle oil a grinding wheel and a steady rest.
If you have a Crystal Lake machine tool - a heavily-built precision bench lathe was also offered for a time - or experience of using one, the writer would be interested to hear from you.
|
|