|
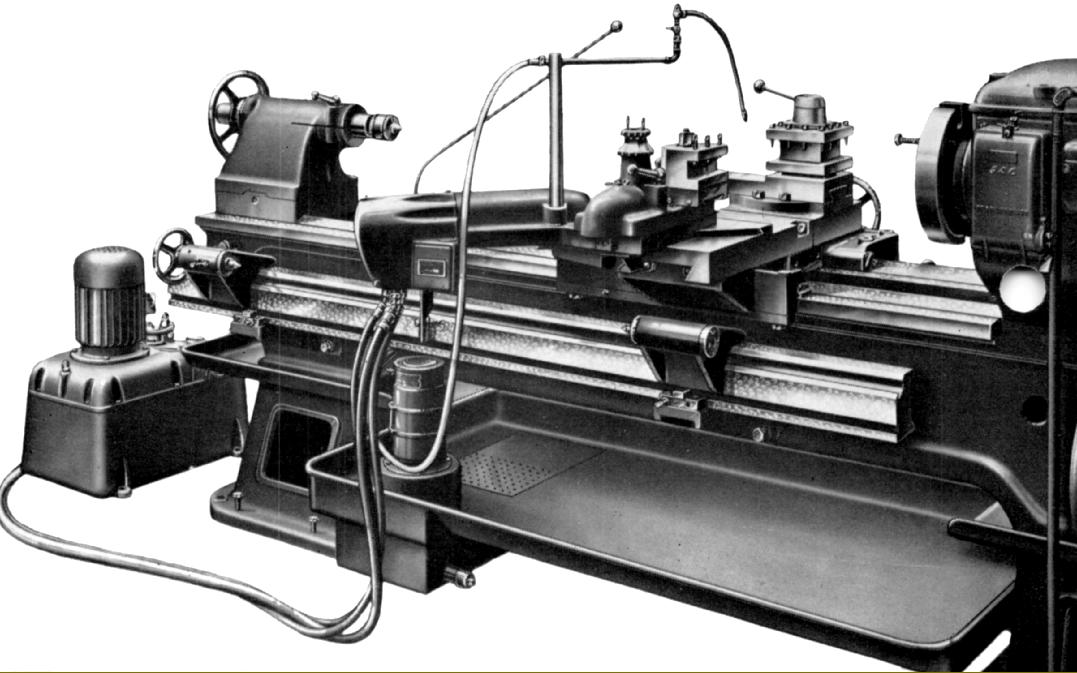
Identical in all respects, except for their capacity motor power and spindle bore, the Crowthorn 7.5 and 8.5-inch centre height lathes were the most popular in the Company's range - and the only ones listed as being held in stock for immediate delivery. Sold to repair shops, production plants, technical and training schools and for use onboard ships, the lathe was steadily improved in specification with late examples offering the option of profile ground gears, induction hardened beds, high-precision Gamet spindle bearings and a choice of three spindle nose fittings.
Made in a close-grained, semi-steel specification cast iron and formed into a heavy box section, the bed was well braced by webs between the walls and used - in the usual way - separate pairs of flat and inverted V-ways for the carriage and tailstock
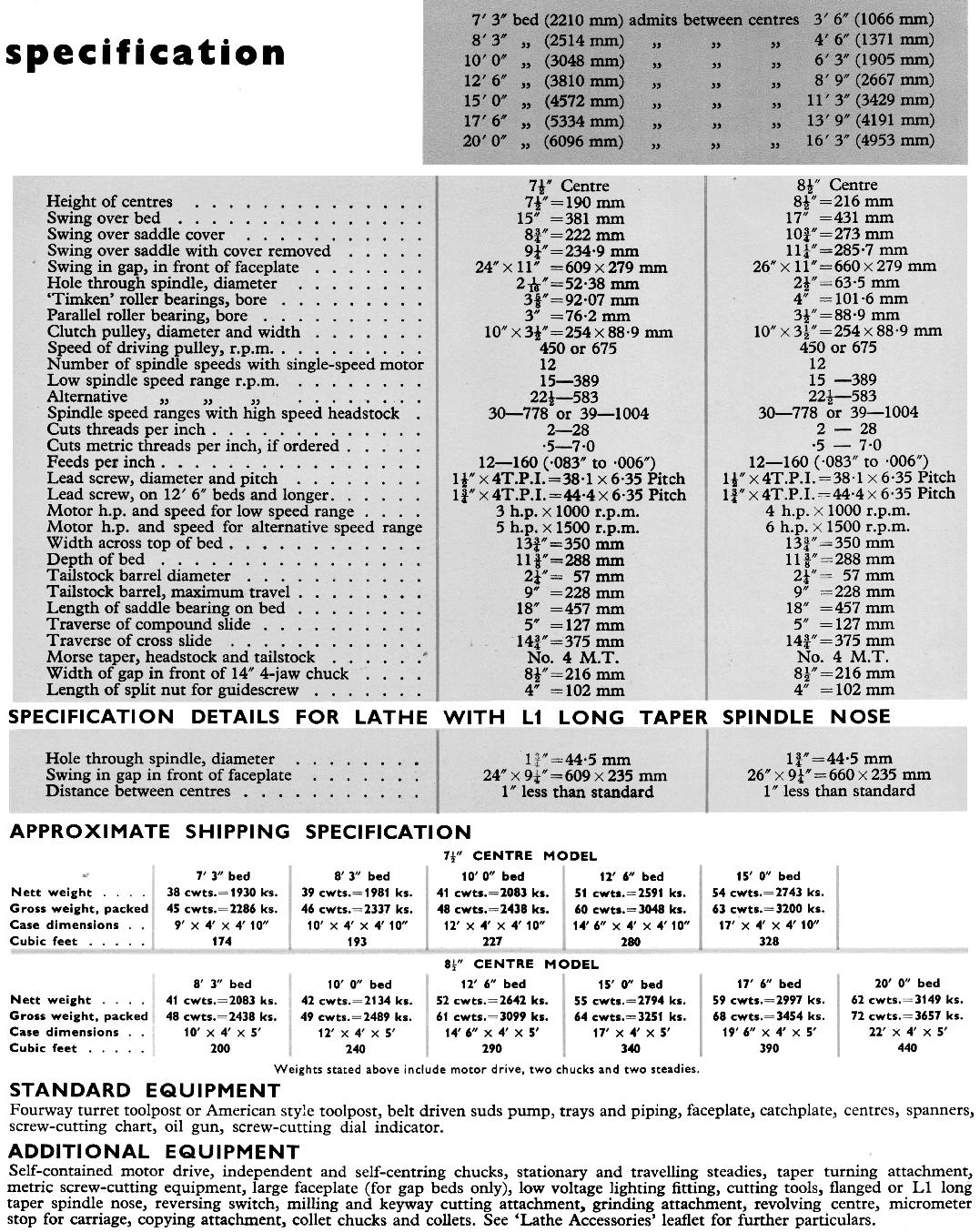
Hand-scraped to final alignment, the slideway surfaces had a Brinell hardness of 180-220 - through at extra cost the bed could be induction hardened and finish ground. Beds admitting 42", 54", 75", 105" and 135" were available, with the latter three (whose total length was over 15 ft.) having a centre support leg. Buyers could choose a straight or gap type, the latter having a removable, bolt-in section.
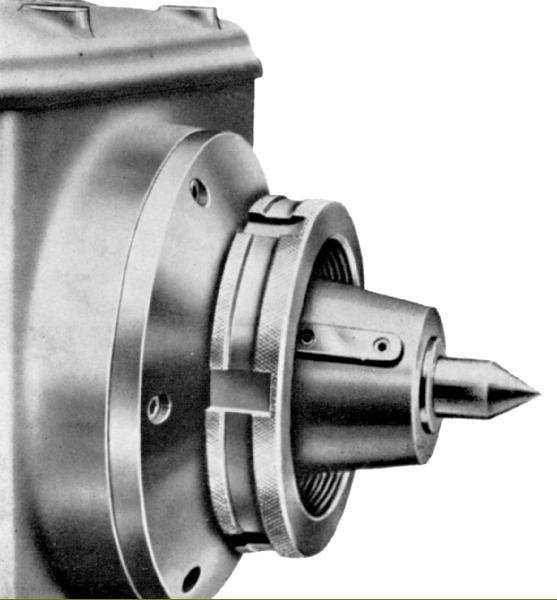
Machined from a solid steel forging, the headstock spindle had a bore of 21/16" on the 7.5-inch model and 21/2" on the 8.5-inch. At the front it ran in twin-opposed, pre-loaded Timken precision taper roller bearings and at the rear in a parallel roller bearing that allowed for expansion. The spindle nose could be one of three types: screwed, an American Al short taper or - most conveniently - an American long-nose keyed taper drive in an L1 size.
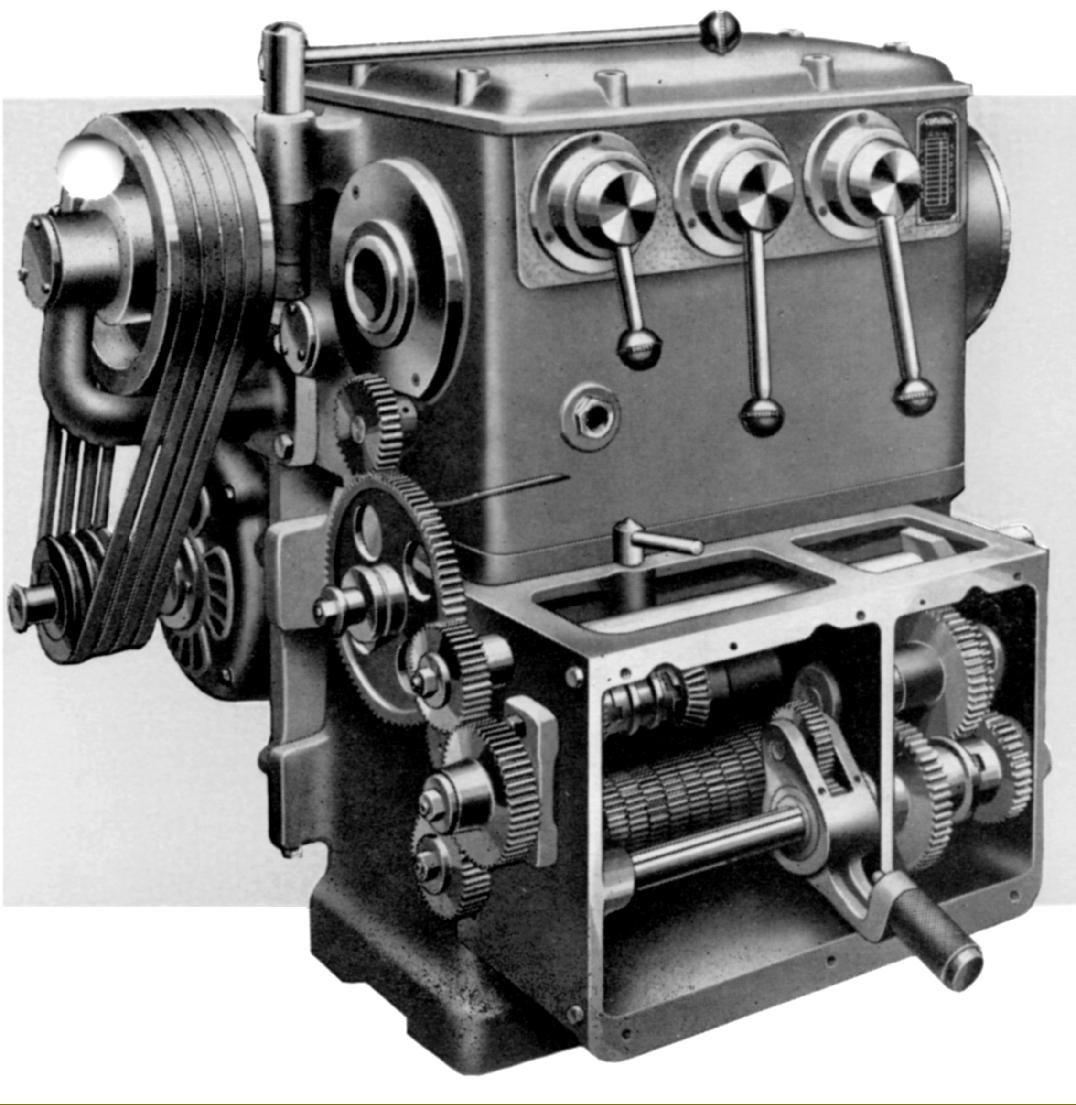
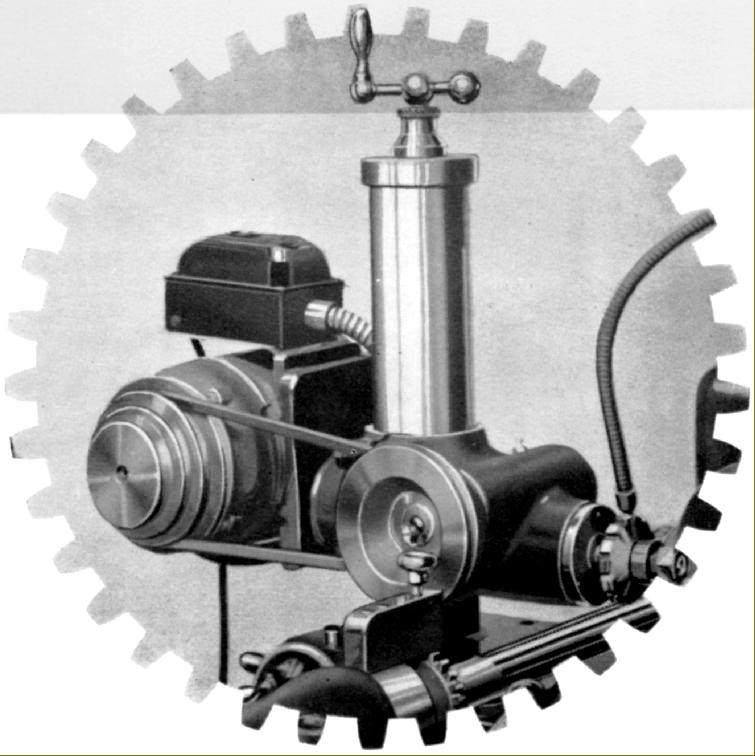
Power came from a motor mounted on slide rails fastened to the back of the headstock plinth, with drive to the spindle normally by 4 V-belts - though with the option of a flat type for drive from overhead line shafting (incredibly, this option still being listed during the 1950s). The drive passed through a powerful, combined multi-plate clutch and brake unit built into the hub of the headstock input pulley with control by a lever on top of the headstock and also, on lathes of 12 ft. 6 ins. bed length and over, by a second lever pivoting from the right-hand face of the apron and working through the normal "third-rod" control.
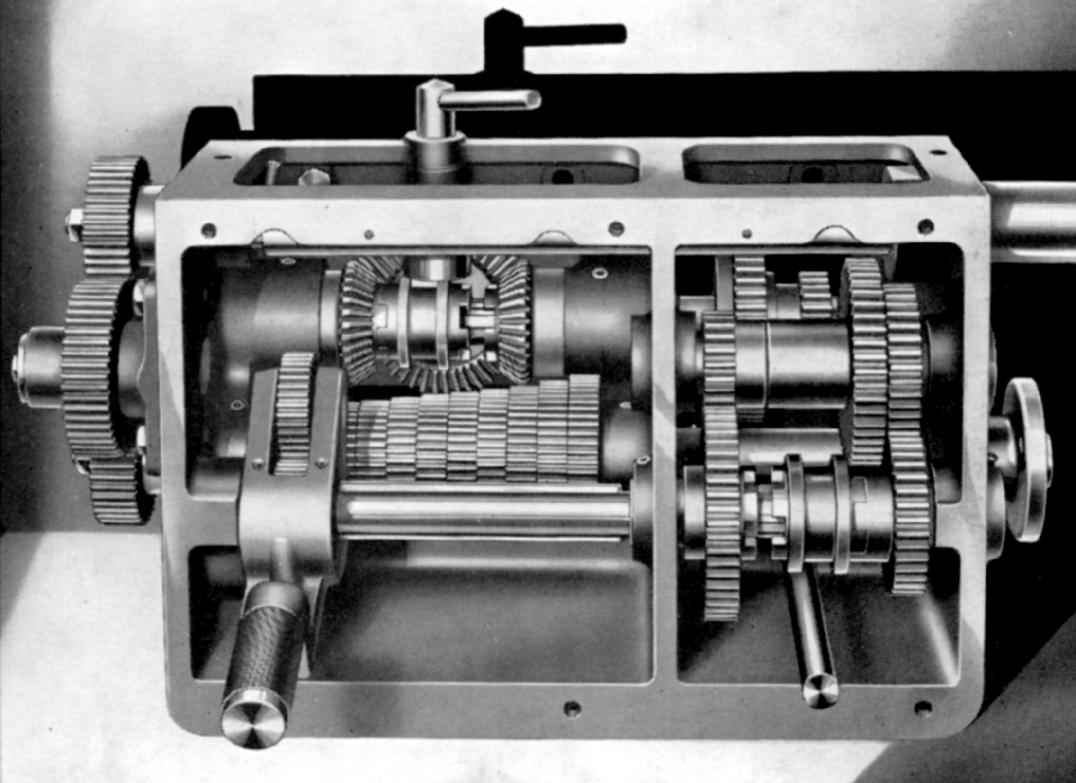
Twelve spindle speeds were provided, a choice being offered of two standard ranges spanning 15 to 389 rpm and 22.5 to 583 r.p.m. and two high-speed ranges of 30 to 778 r.p.m. or 39 to 1004 r.p.m. On the 7.5-inch model when specified with the slower range a 1000 r.p.m. 3 h.p. motor was fitted and a 4 h.p. for the faster range; the 8.5-inch version used, respectively, 4 and 6 h.p. motors. As a further option, where a particularly wide selection of speeds was required (though this did not alter the lowest or highest speeds) a 2-speed motor drive could be specified. To improve quietness of running, reliability and accuracy, the high-speed headstock was equipped with profile ground gears and expensive Gamet "micron" precision bearings.
All headstock shafts and gears were made from a heat treated, high carbon or nickel-chrome steel with the sliding gears mounted on ground-finished, spline shafts and their leading-edge teeth rounded for easier engagement. Oil level in the headstock could be checked by a sight glass, lubrication to gear clusters in the lower section of the headstock being a simple splash oil bath, while the upper gears were cascade lubricated by a pressure pump.
As an option, the headstock could be equipped with a coarse pitch screwcutting mechanism that allowed the cutting of pitches up to 3 inches or, with care and skill, coarser if necessary.
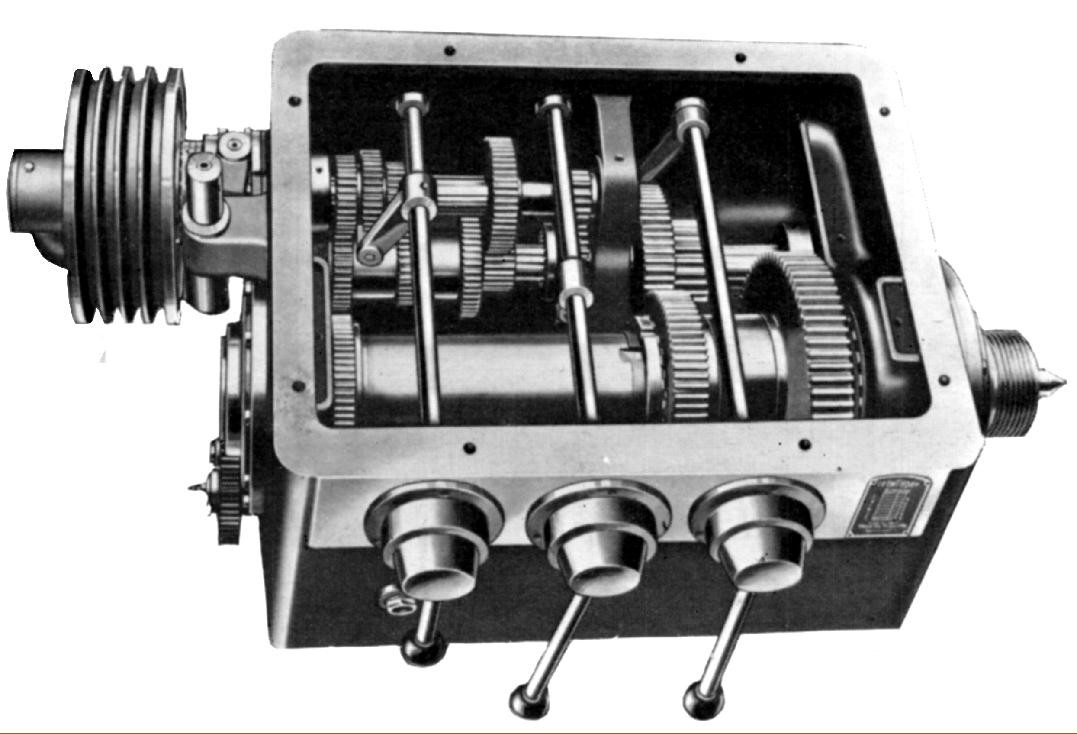
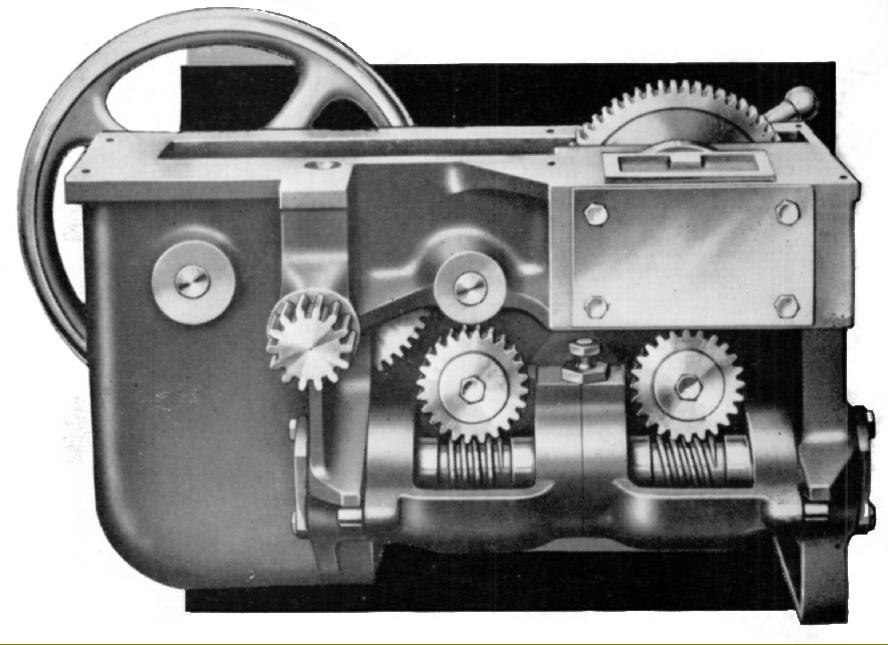
Screwcutting and power feeds were generated by a Norton-type, quick-change gearbox that provided, without dismounting or changing any gears, a range of 40 different pitches and 40 changes of feed without the use of loose gears. Shafts and gears were all made from a heat-treated, high carbon steel and the bearings made from a self-lubricating bronze; oil-gun lubricator nipples were fitted at vital points. To allow easy access, the complete front cover of the box was easily detachable - though this was probably down to ease of construction rather than the makers making life easy for a fitter working to strip down and repair a 20-year old, hard-worked machine….
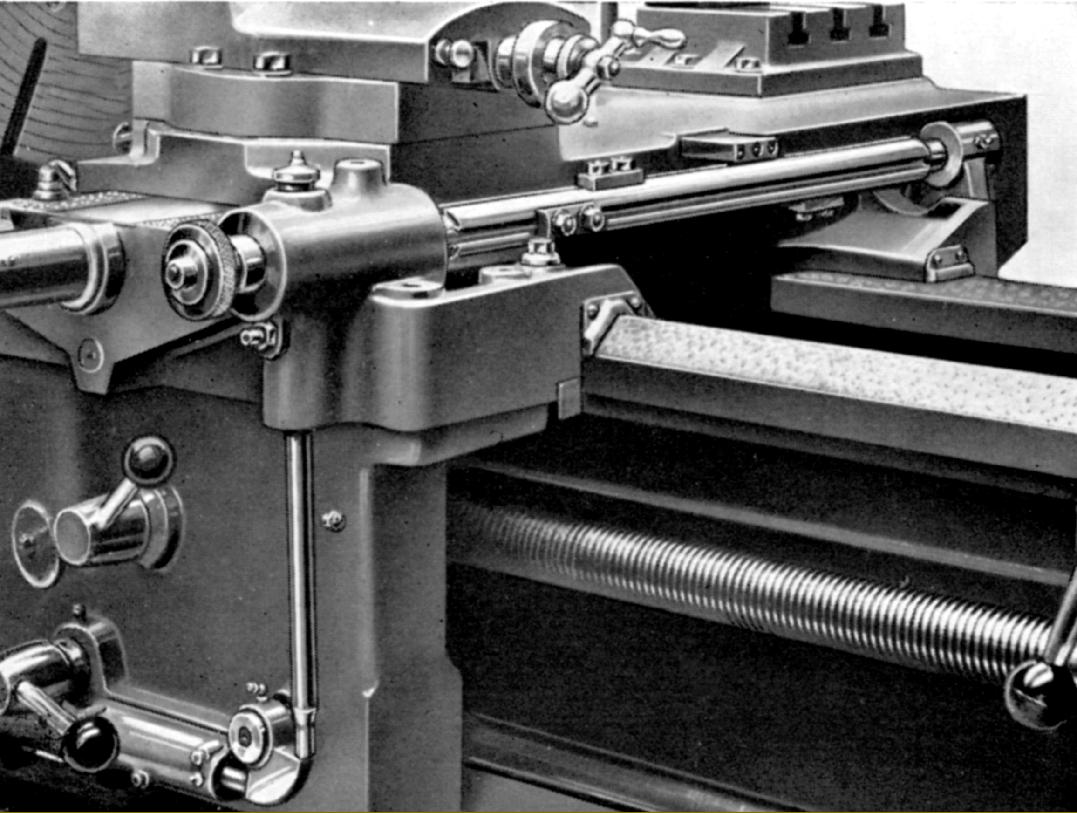
In order to generate other than inch pitches, a quadrant plate was available to mount combinations of changewheels to produce metric, diametral, module or other special threads. Instead of a "tumble-reverse" to reverse the carriage feed and screwcutting motions, the box contained gearing to perform the same function, a lever on the top providing control. Used only for screwcutting (a separate safety-pin equipped shaft drove the sliding and surfacing feeds) the leadscrew was 1.5 inches in diameter, cut with a 4 t.p.i. thread and grasped by split bronze nuts.
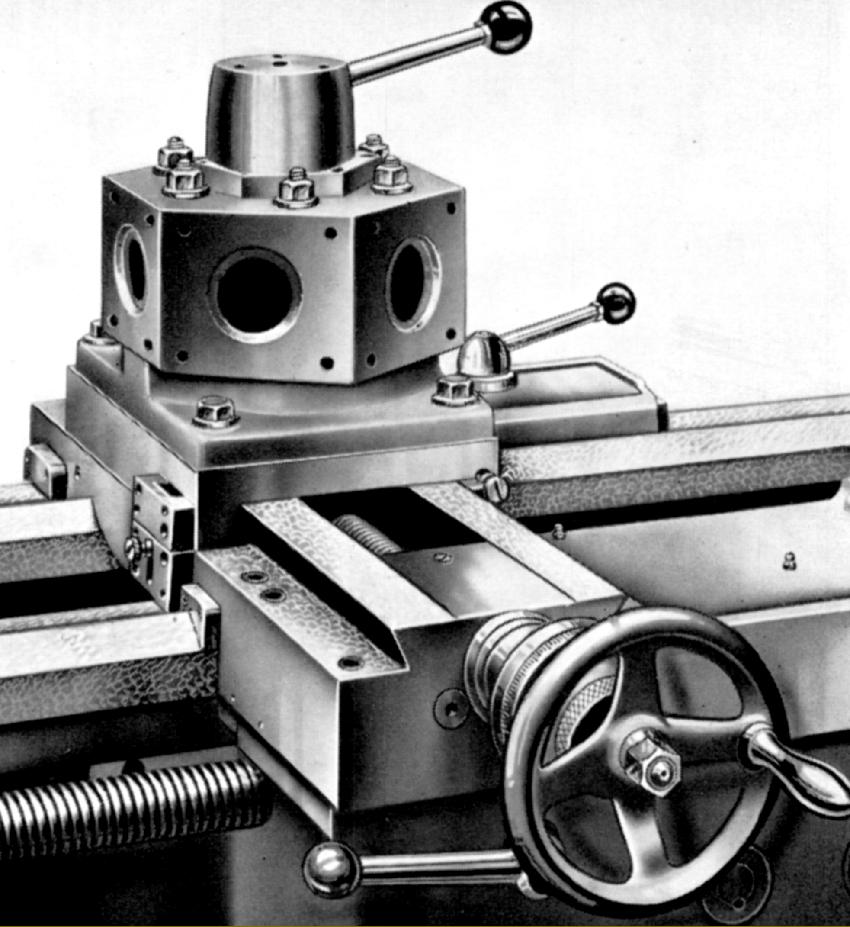
Fitted as standard with felt wipers, the saddle could also be fitted - if toolpost grinding were to be a regular job - with concertina type leather covers to protect the various slideways. Fitted with tapered gib strips, the compound slide assembly had a top slide able to be swivelled through 360° and a cross slide that could be extended at the rear with a T-slotted section upon which could be mounted a second toolpost for parting-off or production work.
Of the double-walled type, with all shafts supported at both ends, the apron had separate sets of worm-and-wheel gearings to drive the sliding and surfacing feeds, the gears sitting in (open) troughs that held a supply of oil. Fitted a standard was a hardened and ground 4-way toolpost with a positive, plunger-type locating mechanism. To save money, the customer was offered the option of a simple American type "lantern" tool holder.
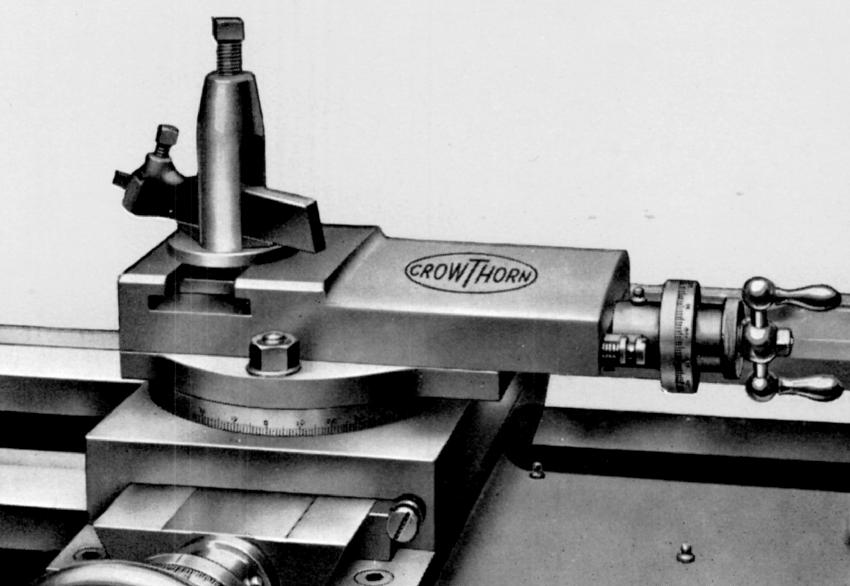
Unusually for a large lathe, the tailstock had its No. 4 Morse taper barrel extending through the handwheel and locked by a proper slip compression clamp. The top section of the casting could be offset on the lower for the turning of slight tapers.
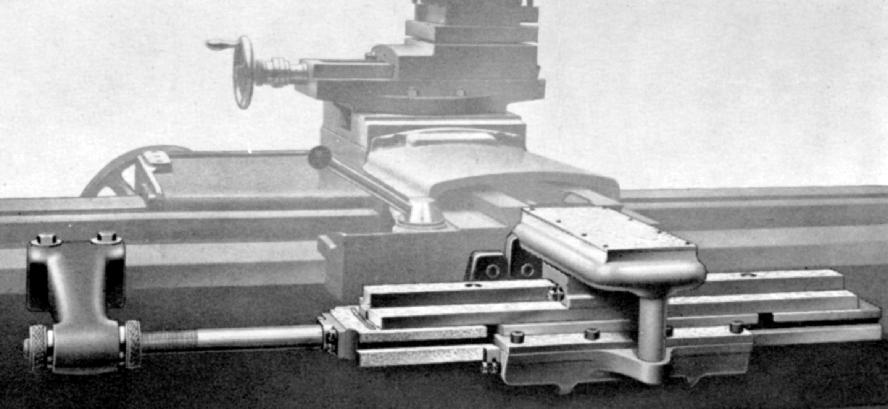
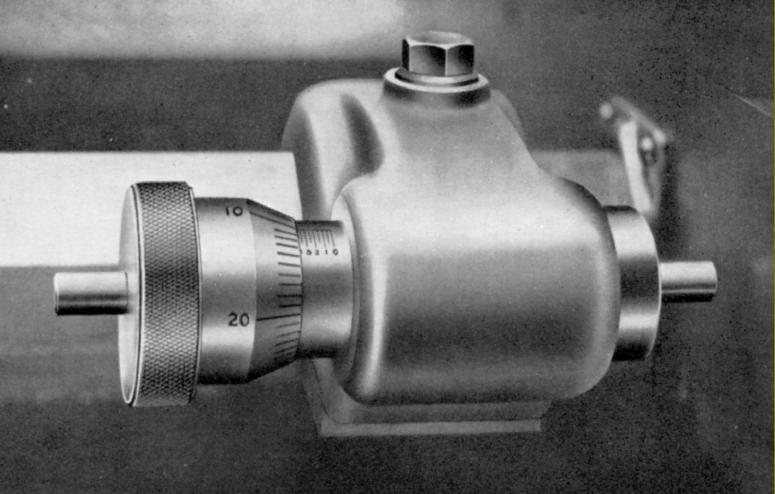
In addition to the usual range of extras - 3 and 4-jaw chucks, collet sets, fixed and travelling steadies, taper turning, ordinary and micrometer carriage stops, coolant, tailstock chucks and rotating centres - the makers also offered a mechanism to automatically disengage the power cross feed, a self-contained milling attachment, a 6-station capstan turret to mount on the cross slide, a very large micrometer dial for the carriage handwheel and full hydraulic copying equipment..
|
|