|
Crowthorn was a long-established machine-tool maker based in Reddish, Stockport, to the east of Manchester. Founded in 1908, they made not only a wide range of conventional and specialised lathes, but also equipment for gymnasiums and the "FROZT-ED-AER" refrigeration plant. Around half their production was exported, with examples commonly found in Empire and Commonwealth countries such as Canada, Australia, New Zealand and South Africa.
Shapers appear to have played a very minor part in their production schedule, with only the large and powerful 19.5-inch stroke model known to have been manufactured (though this is not confirmed). During the late 1950s and early 1960s the list price was £680 and, with delivery quoted at 6 months, was probably a machine built exclusively to order.
Both made from cast iron, the base and the shaper consisted of two separate sections bolted together - with the main body having what the maker's described as "dish-formed" sides (the better, it was claimed, to resist deflection) with the base formed as a box-section so that its upper surface could catch oil and shavings.
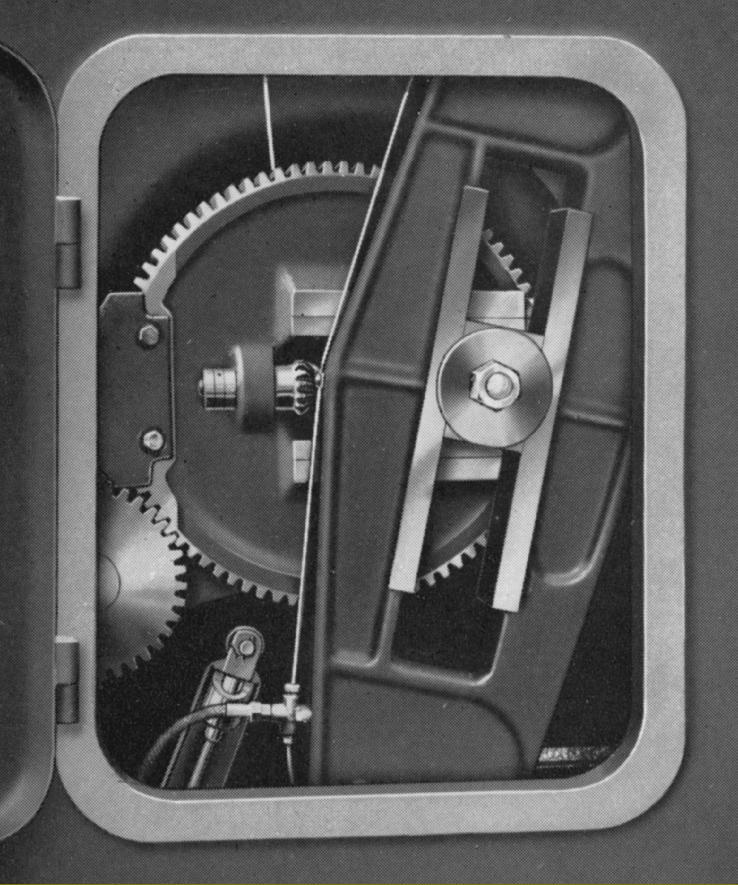
Of robust design, the ram had rectangular, hand-scraped guide-ways (protected by a guard at the rear and felt wipers at the front) and was centrally driven by a crank motion arranged to give the usual quick-return action. Adjustment of the stroke could be made while the machine was running - the six rates varying from 9 to 88 per minute.
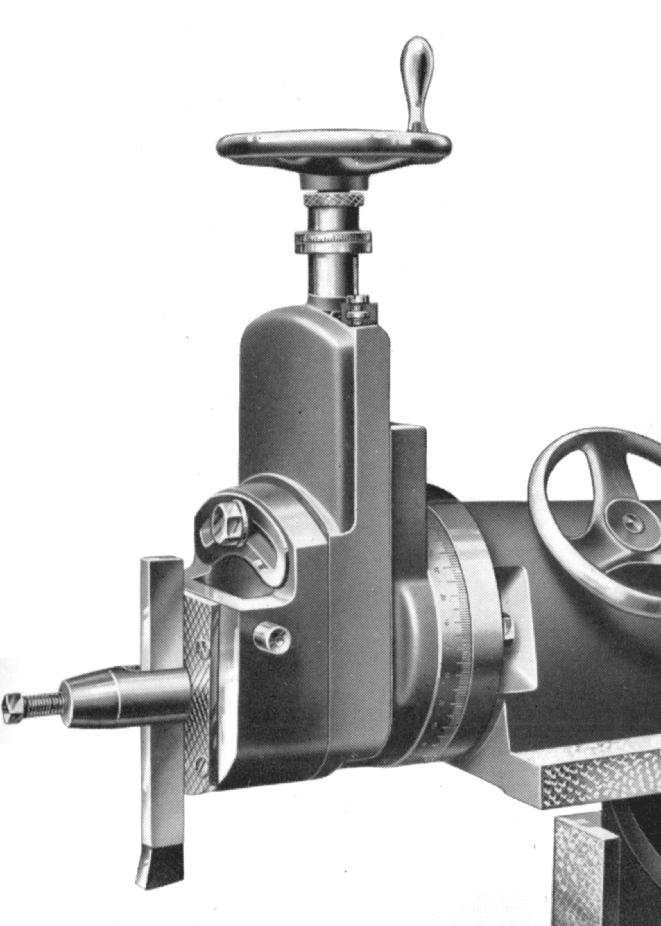
Able to be swivelled through 180°, the toolbox had a travel by hand of 5.25" (133 mm) - though late models were fitted, as standard, with a power down-feed mechanism. A renewable hardened-steel serrated plate was fitted to the clapper box.
Of box section, the table was 15" deep and its 19" x 15.5" (482 x 368 mm) top machined with four T-slots and its front supported on a strong, adjustable pillar arranged to slide sideways as the cut progressed. The maximum clearance between the underside of the ram and the table was 16" (406 mm) and the minimum 1" (25 mm). Infinitely variable rates of power feed were arranged in both directions (the quickest being 0.40"1 mm per ram stroke) with a safety device fitted to prevent over-feeding.
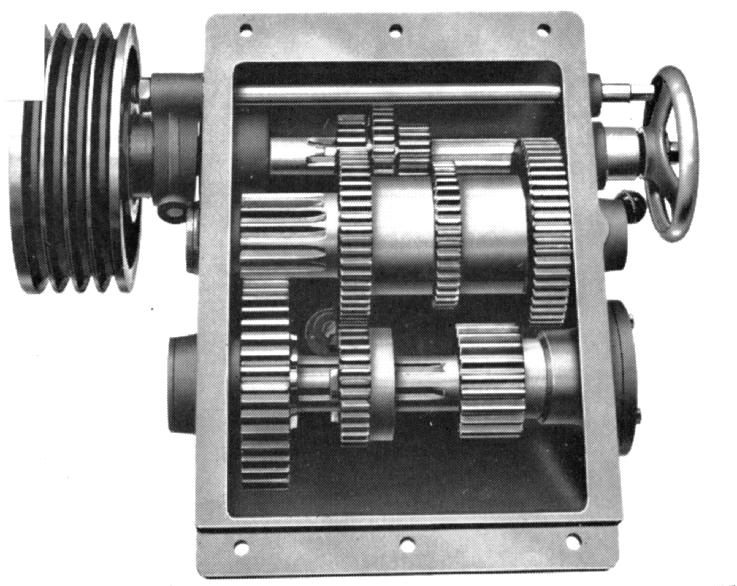
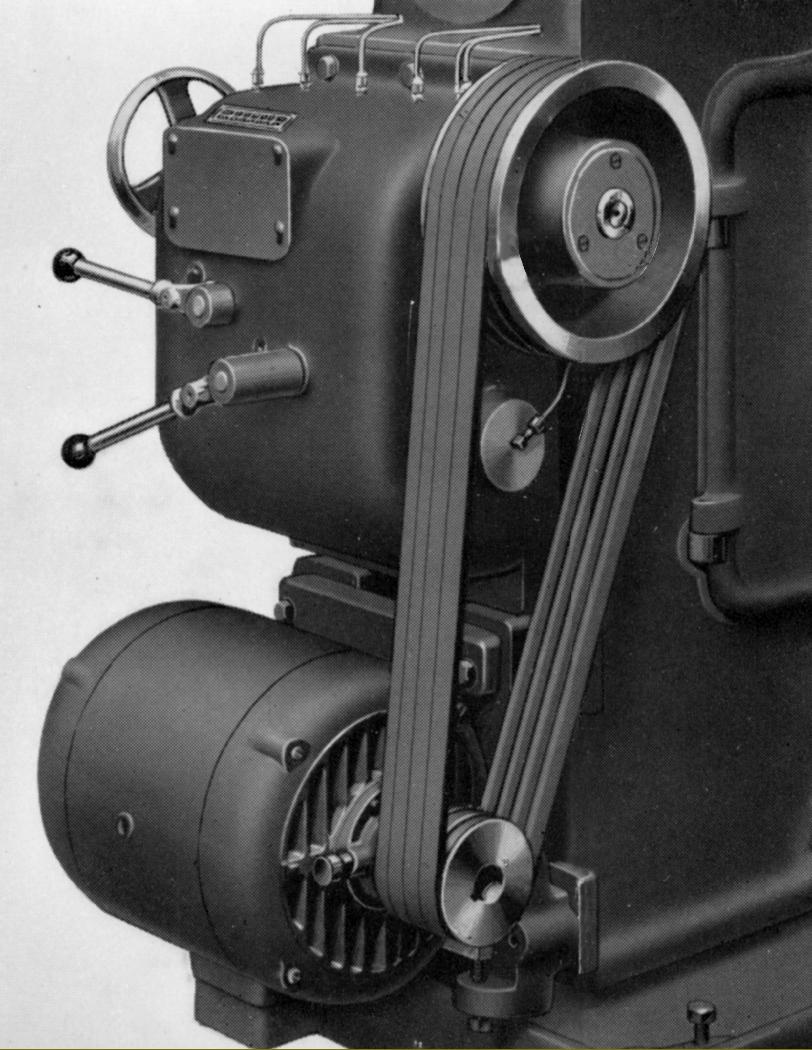
Mounted on the back of the machine, the 4 h.p. motor used 4 V-belts to transmit its drive to a combined clutch and brake unit attached to the ram-drive gearbox. The latter, built as a unit and bolted to the shaper's main body, had its sliding gears made from high-carbon steel carried on multi-splined shafts running in bronze bearings. The speed change was operated through two levers placed inconveniently at the back of the machine, with a third lever, operating the clutch, positioned within easy reach of the operator pointing forwards alongside the machine's right-hand side.
Lubrication was by a pumped, automatic feed to the main bearings, gears and slide-ways, with the oil filtered before being re-circulated.
Supplied with each new machine was a heavy, swivel-base machine vice (equipped with renewable serrated steel-plate jaws), a 3-phase A.C. motor with starter controls, the necessary pulleys and V-belts, handles, spanners and the obligatory safety guards.
Necessarily massive for its work capacity, the shaper weighed just over 1.5 tons (3360 lbs/1524 kg) and required a floor space 7 feet long by 42 inches wide (2133 x 1066 mm).
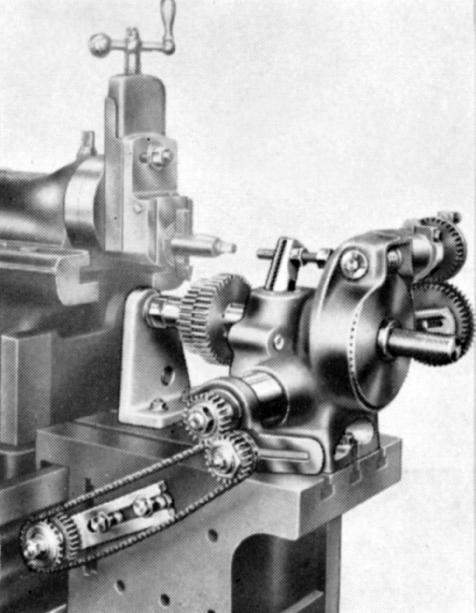
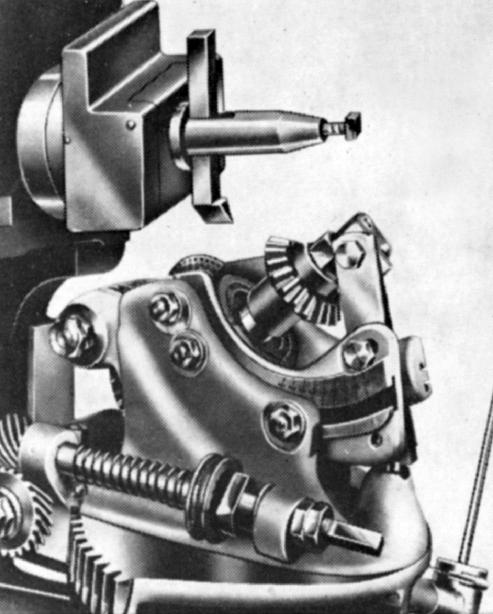
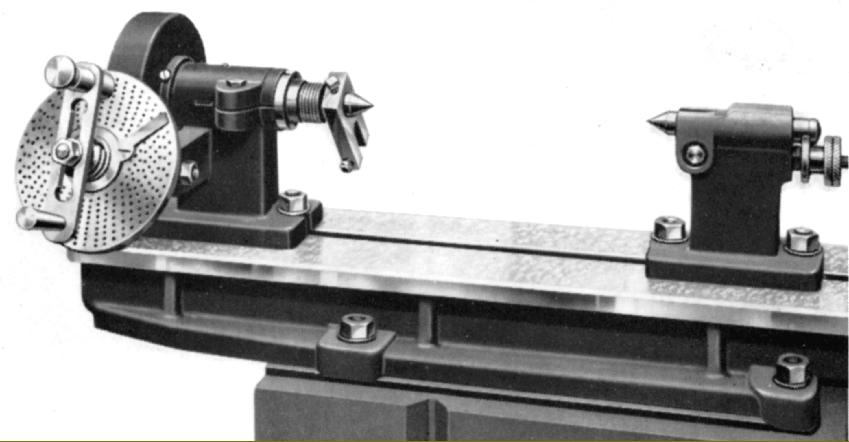
Three attachments were listed: a self-contained indexing apparatus and two versions of the Matterson gearing generating equipment - one able to make spur gears to 12 inches in diameter x 4 D.P. (as well as being used for circular shaping, cutting shoulder pinions, special pitches and angles, etc.) and the other for bevel gears up to 6 inches in diameter x 4 D.P. Designed by William Matterson of Rochdale and patented in 1920/21, the attachment was claimed to produce gears equal in quality to those made on expensive automatic generating machines.
|
|