 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
The Crowningshield Company of Greenfield, Mass. USA was founded in 1906 and made, in later years, a range of small vertical and horizontal milling machines. The machines were of simple design, but well specified with hand-scraped and flaked ways, proper tapered gib strips and spindles made from Timken 52100 steel which ran in Timken Class 3 adjustable tapered roller bearings. On the horizontal millers sheet steel was used to form a complete guard around the motor-drive system yet the V belts could be still be easily adjusted by tightening knobs located on the outside of the covers.
In addition to the maker's own very simple vertical head, the VH1 (which held a ground spindle with direct-fitting No. 2 AB collets) there was the offer of other, rather more versatile quill-feed types by Bridgeport, Rusnock, Halco and Tree.
Besides the ordinary 3-phase motors it was possible to specify 3/4 and 1 hp "Varidrive" motors which gave instant changes of speed through a stepless range.
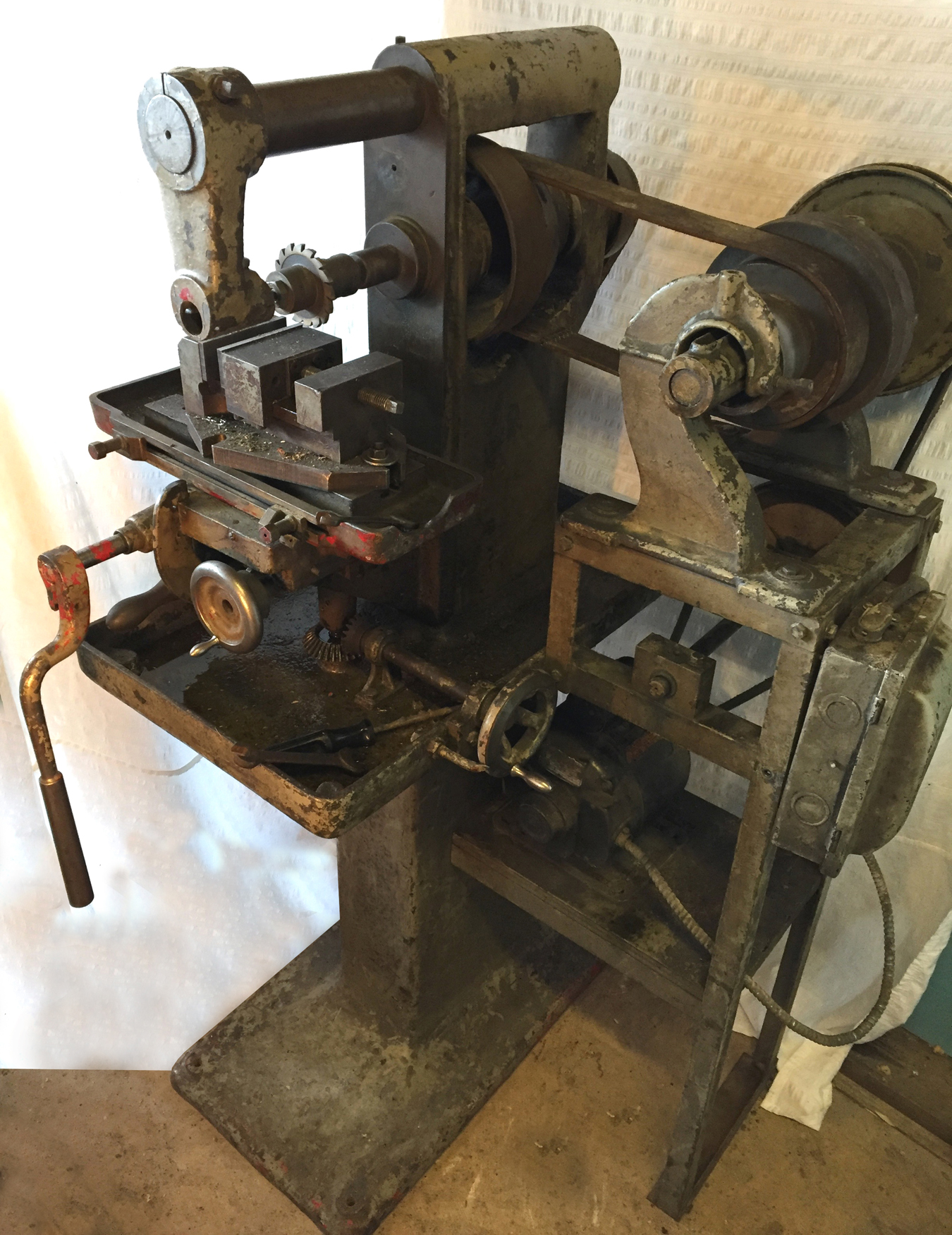
Towards the bottom of the page is an early Crowningshield miller from pre-1930; of simple but rugged design and construction, it was obviously intended to appeal to the jobbing machine shop..
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
Model VM1
Described by the makers as an "inexpensive Tool Room Milling Machine" the VM1 was fitted as standard with the maker's very simple VH1 head which held a ground spindle, which took direct-fitting No. 2 AB collets, running in Timken taper roller bearings. Six speeds were provided, from 330 to 3000 rpm, by a 0.5 hp 1725 rpm motor using a neatly-guarded V-belt drive via an intermediate pulley.
had With 17.5" of travel longitudinally, 9 inches vertically and 6.25 in traverse the 28.5" x 8.5" table carried 3 T-slots . The maximum distance for the spindle end to the table was 15 inches.
The V way at top of the knee was alarmingly narrow but, in compensation, the longitudinal feed screw was fitted (at both ends) with extra-large micrometer dials mounted on extension brackets that allowed the table several extra inches of moment in either direction. The need for 6 bolts to hold the main column to the fabricated sheet-steel stand has to be questioned.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
Model VM1R
This version of the Crowningshield vertical miller was intended for production use and featured a rack-feed table controlled by a large capstan handle. Apart from the quick-feed table with its 19.5 inches of travel, the size, function and movement of all the other parts was exactly the same as maker's "Toolroom" version.
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
Model VM1AF
This version of the turret miller was fitted with an air-operated table, which could cycle through a range of movements. The machine had originally been developed for use by the production plant of a large USA-based maker of movie cameras.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
Model 3
This hand-operated horizontal miller was the base machine of the model range and could be had with either a (helical-form) rack-feed table, as illustrated, or a screw feed. The 24.5" x 7" table, with just a single 5/8" T slot, could be moved 14.5 inches longitudinally, 9 inches vertically and 3.5 inches in traverse. The 1-inch diameter arbor could be moved a maximum distance of 9 inches away from the table and socketed into a spindle made from "Timken 52100 steel". The spindle was fitted with a No. 10 B & S taper and ran through its 15 speeds of 100 to 2625 rpm in Timken Class 3 adjustable roller bearings.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
Model 3PF
This machine was the No. 3 hand miller fitted with a quick-action rack feed to the table. A power feed attachment was also fitted - and designed to allow the maximum amount of table travel to be retained; the power was taken from the main spindle drive by a splined and universally-joined shaft. 45 rates of table feed were available, which could be set to automatically disengage after each cut; the rapid return of the table was by hand.
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
Model 3AF
This was a production milling machine where the approach, cutting rate and return of the table were all under automatic control, and hence suitable for use by unskilled workers.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Model 328S Horizontal Toolroom Miller
The power-feed 28" x 8.5" table had a longitudinal travel of 17.5 inches, a traverse of 6.25 inches and a vertical of 9 inches. When the power-feed unit was omitted, the table travel was increased to 19.5 inches and, with its handwheels and extra-large micrometer dials at both ends, could be operated from either side of the machine. The arbor, with 9 inches of free length to accept cutters, socketed into a spindle with a No. 10 B & S taper and was supported by a 2.1875-inch diameter overarm.
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Model 328AF Horizontal Production machine with "Controlled Air Power"
The function of this miller was to allow automation of the tool approach, the speed of the cut and its fast return. Table travel and controlled feeds up to 18 inches in length were possible and the makers sold the machine with the offer of technical support to set it up for any particular task.
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Model 328R Horizontal Production Miller
This model was fitted with both rack and power feed to the table; the arrangement of the bevel box beneath the table - driven by a splined and universally joined shaft from an extension of the main spindle drive as on the 3PH - was designed not to reduce the long travel permitted by the simple rack feed.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
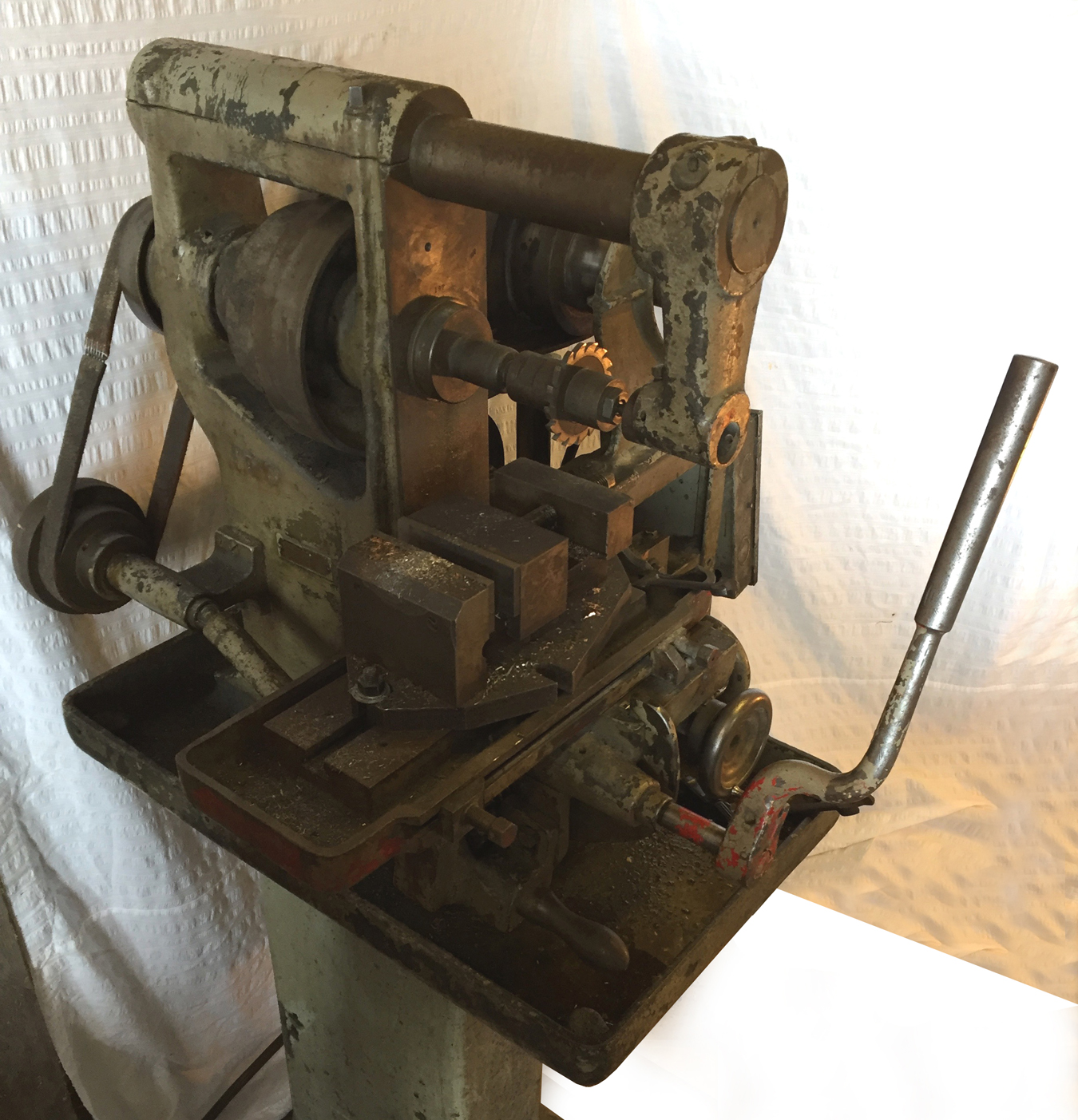
Crowningshield No. 3 Horizontal miller from, it is estimated, pre-1930
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
Surviving with the miller is its original remote countershaft unit
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
|
|