|
Home Machine Tool Archive Machine-tools Sale & Wanted Horizontal Models 8540, 8541, 8550, 8551 & 8513 Clausing Vertical Millers Clausing Lathes Operation, Maintenance and Parts Manuals are available for all versions of these millers. |
||
|
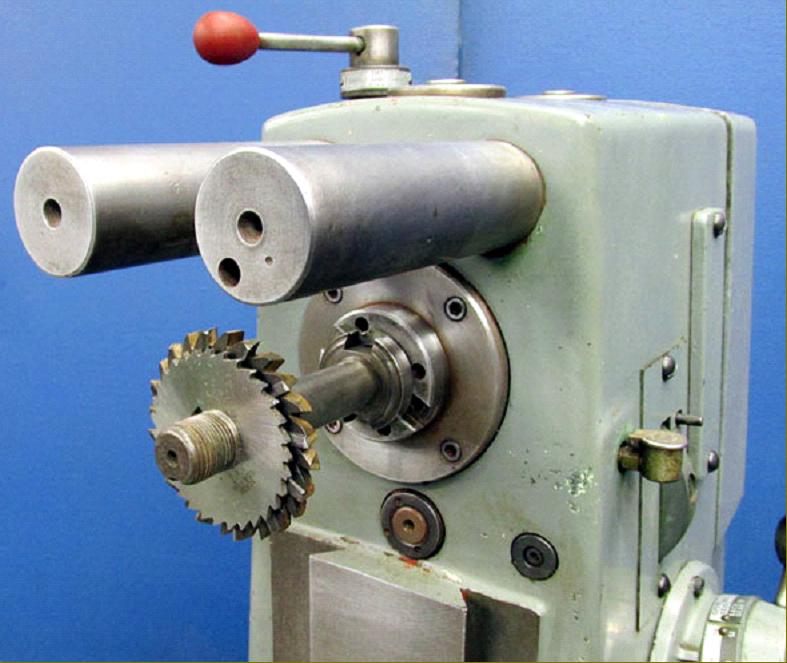
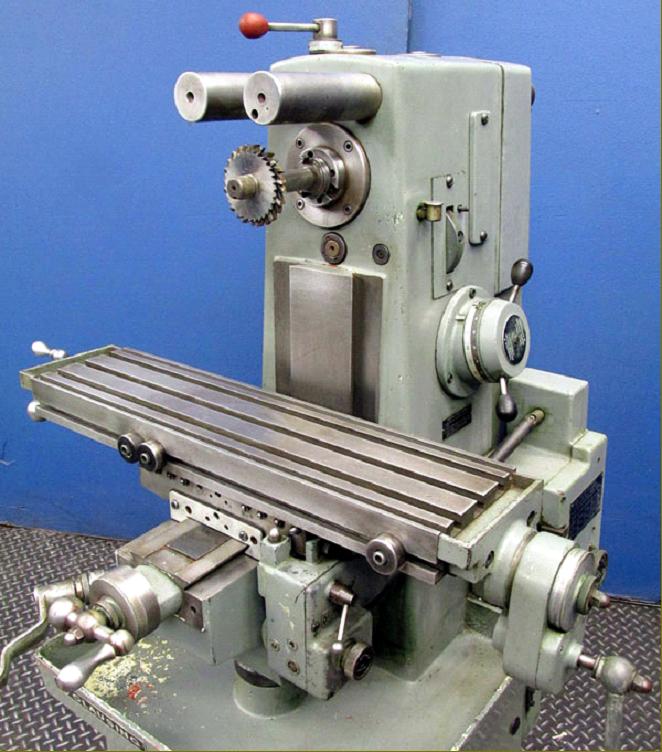
A well-thought-out, strongly-made machine, the Clausing horizontal miller had a stiffly-braced, one-piece cast iron column that carried twin, solid-steel bars to act as the horizontal arbor support. The alloy-steel spindle, with a hardened 30 A.S.A. (International) taper nose, ran in lubricated-for life 3.5" diameter Timken taper roller bearings and carried a helical, lathe-like "backgear" assembly (running in an oil bath) that multiplied the torque available by approximately 6 and provided a slip-free, high-torque drive to the slower speeds. Clausing guaranteed a better than a one-half thousandth of an inch run-out on the spindle that was bored through 21/32" and used a 21/32" x 13 t.p.i draw bar. A choice of three arbor diameters was offered: 7/8", 1" and 1-1/4" |
|
|
||
|
The alloy-steel spindle ran in lubricated-for life 3.5" diameter Timken taper roller bearings and carried a helical-gear, lathe-like "backgear" assembly (running in an oil bath) that multiplied the torque available by approximately 6 times and provided slip-free slow speeds. |
||
|
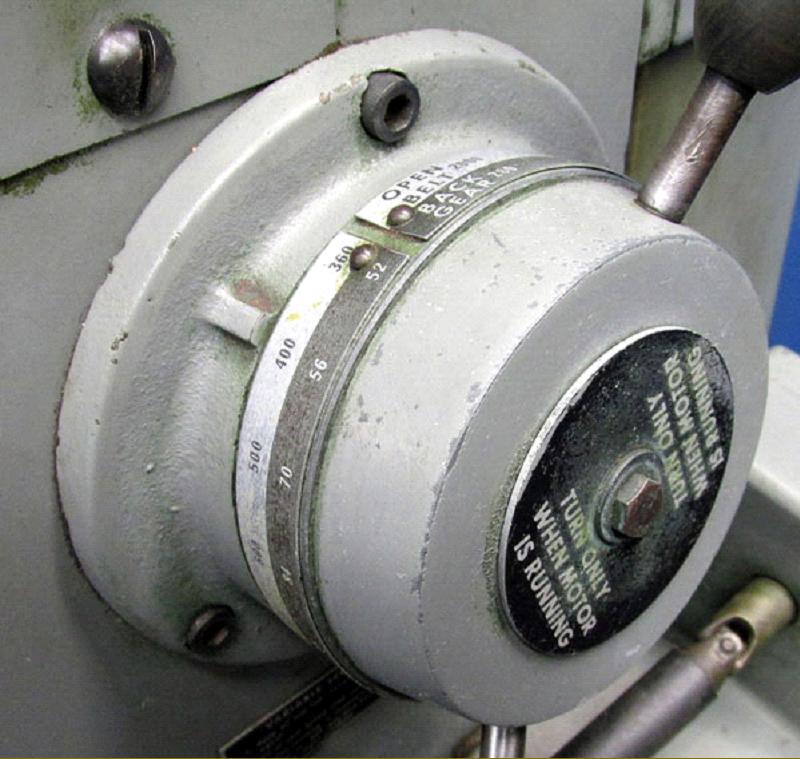
The hydraulic pipe connecting the speed-change knob and the actuator on the end of the motor's expanding and contracting pulley can be clearly seen in this illustration. |
||
|
|
||
|
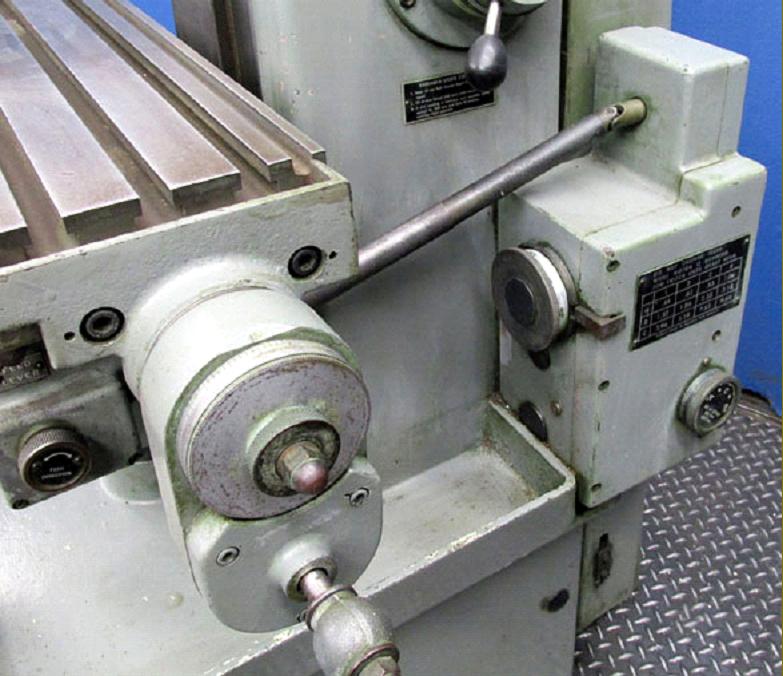
The drive from the table feed gearbox was taken by a universally-jointed shaft to a reversing gearbox fastened to the knee underneath the table. A rotary dial selected left or right movement whilst a lever engaged and disengaged the drive. |
||
|
|
||



|
|


|
Home Machine Tool Archive Machine-tools Sale & Wanted Horizontal Models 8540, 8541, 8550, 8551 & 8513 Clausing Vertical Millers Clausing Lathes Operation, Maintenance and Parts Manuals are available for all versions of these millers. |
||