|
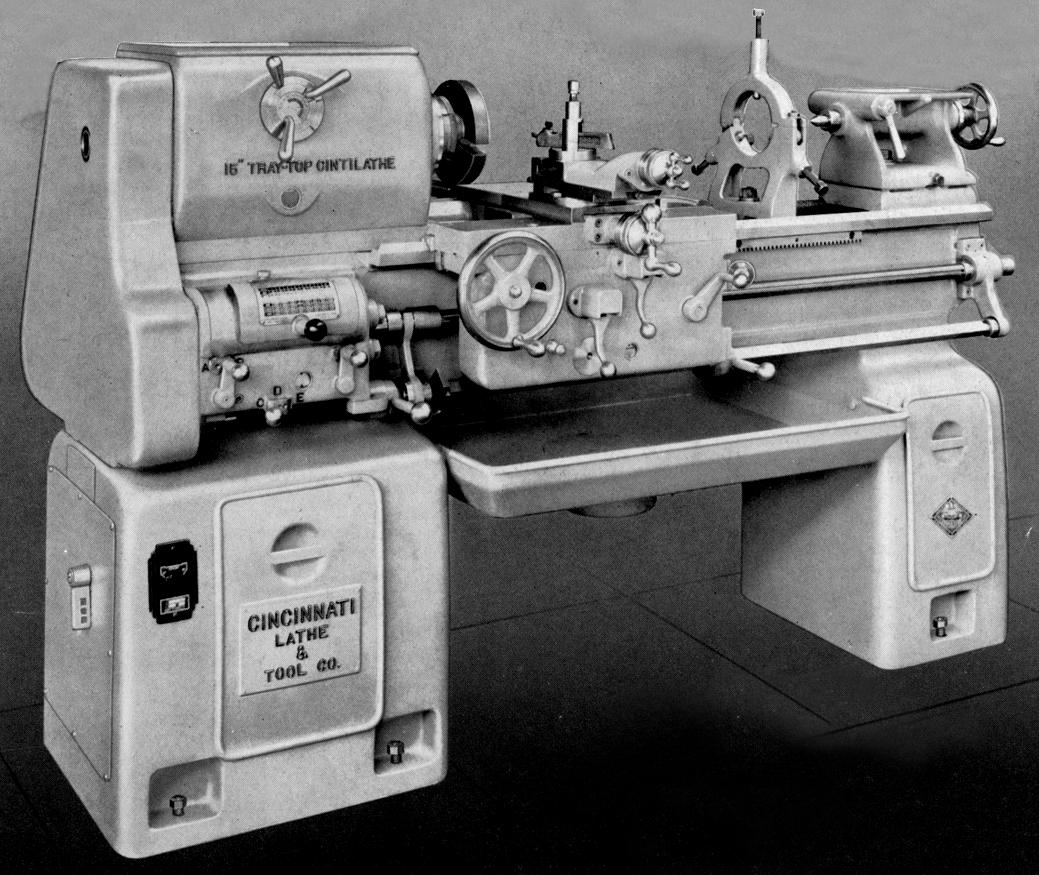
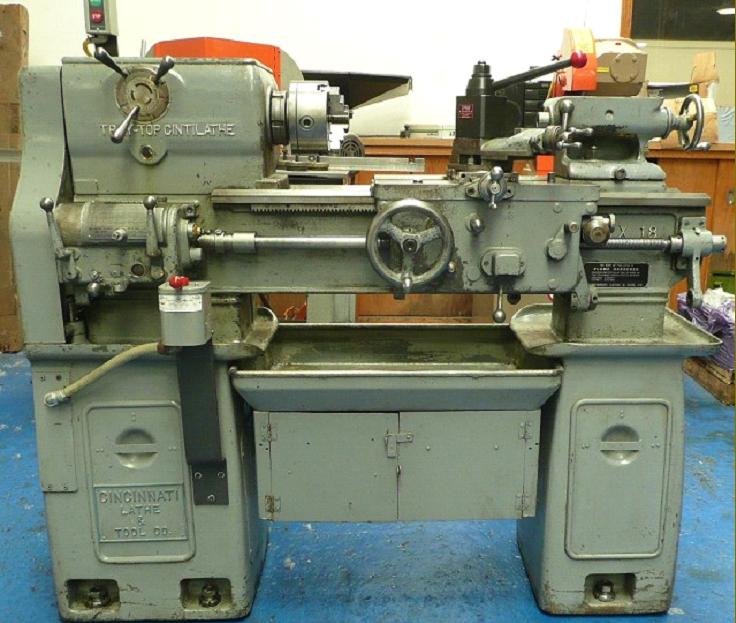
Named for the fact that the top of the headstock and tailstock were both formed into flat platforms to hold items such as micrometers and calipers, the Cincinnati "Tray Top" Cintilathe was manufactured by the Cincinnati Lathe & Tool Co. of 3207 Disney Avenue, Oakley, Cincinnati 9, Ohio in the United States of America.
Thought to have been introduced during 1933, during which year the Serial numbers were prefixed by the letter A, each year's production was allocated the next letter in the alphabet until 1952 when Z was reached. After that, as the decade was the 1950s, the digit 5 was added instead of a letter. At some point, probably in 1955, the lathe evolved into the somewhat more modern-looking Mk. 2, though the layout of the major controls and their functions remained unchanged.
Offered as four models, with swings of 10, 12.5, 15 and 18 inches, the "Tray Top" was a rugged machine and typical of American engine lathes intended for serious commercial use. Instead of simple increasing the centre height and offering the larger models for what other maker's euphemistically called lighter-duty work, the makers ensured that each version had its own bed casting and was suitable modified and specified so as to genuinely useful within its capacity range. In addition, a wide range of between-centres capacities was listed, from a minimum of 18 to a maximum of 60 inches at 6-inch intervals. The bed (sometimes found with a detachable gap), was carried on two heavy cast-iron plinths, each fitted with a lift-off door to provide access to the storage space, with between them (though at extra cost) a slide-out oil and chip pan.
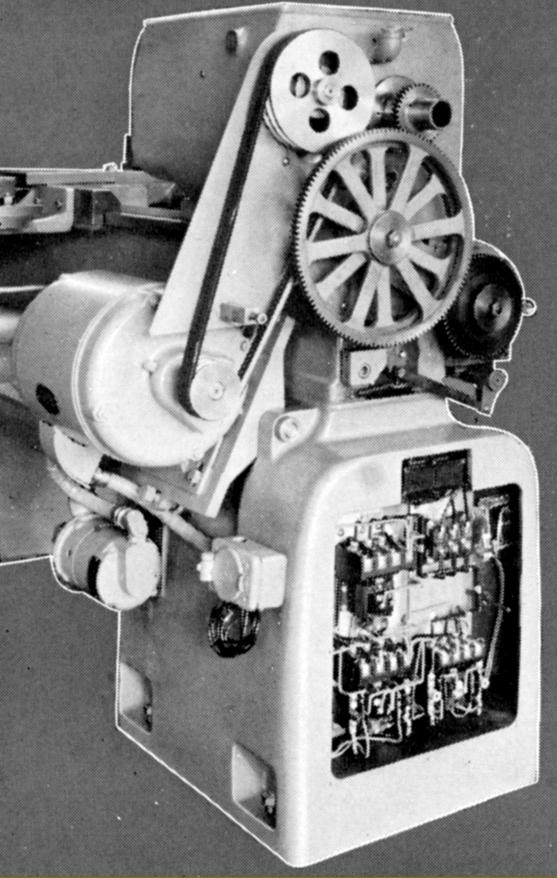
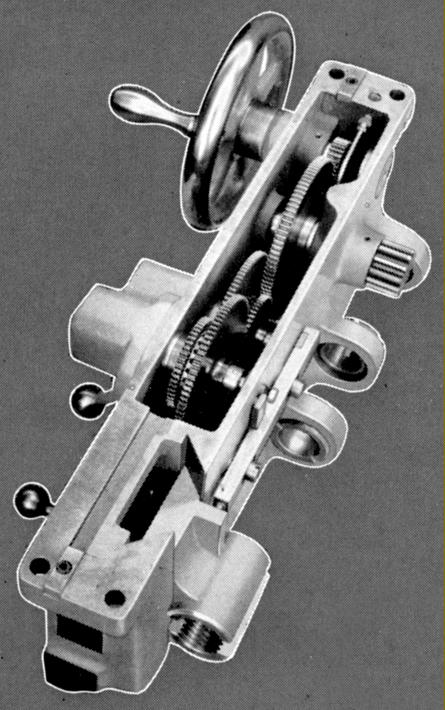
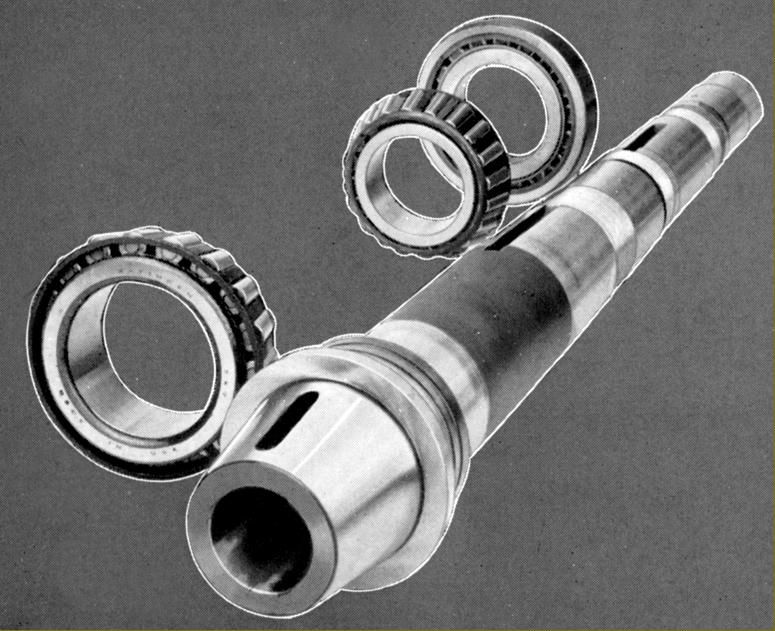
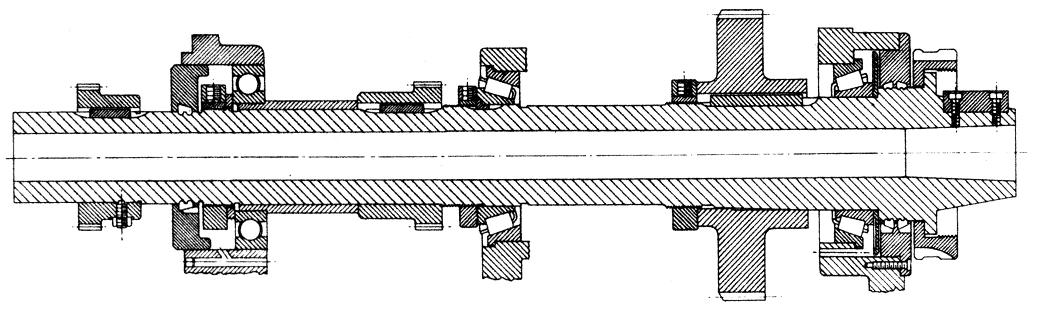
Lubricated by splash from an oil sump, the all-geared headstock held flame-hardened gears and a spindle running in two Timken taper roller bearings on the 10 and 12.5-inch models but three on the larger types - the additional bearing being placed centrally to improve rigidity. The spindle nose, instead of being threaded, used the recently introduced American Long-nose Taper in an L00 size on the two smaller versions and an L0 on the larger - the arrangement providing a stiff mount, complete safety when run in reverse and reasonably quick mounting and dismounting of fittings.
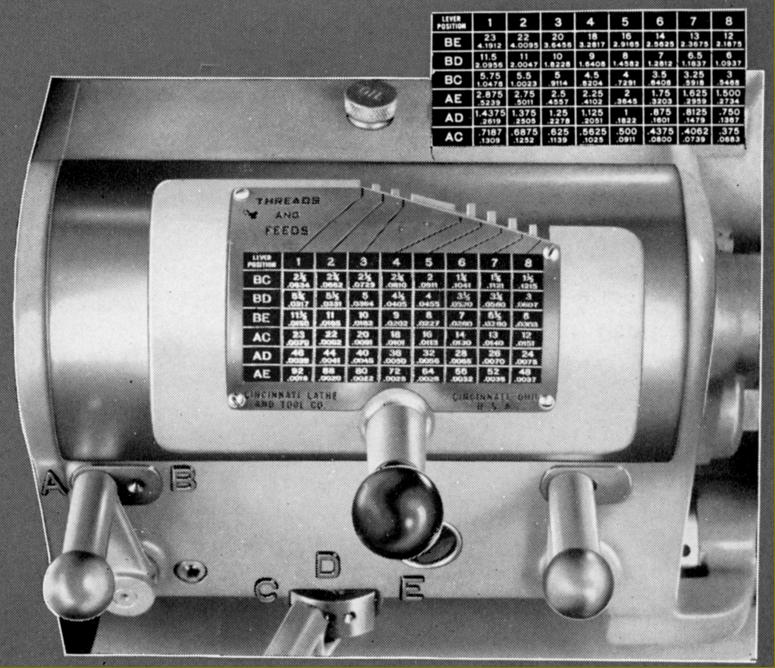
Spindle bores were the same on each pair of smaller and larger pairs: 1.25" on the former and 0.5625" on the latter. All versions had a useful range of twelve spindle speeds driven by multi-V-belts from a rear-mounted motor and controlled by three concentrically-mounted levers on the headstock's front face. A modern touch was the use of a direct-reading speed dial that included coloured sectors for ease of setting. Speeds were available in two ranges: standard and high-speed; the former, on the 10 and 12.5-inch models spanned 30 to 1200 r.p.m. and 20 to 720 r.p.m. on the 15 and 18-inch. When equipped with the higher range (respectively on the smaller and larger pair of models, from 45 to 1800 r.p.m. and 30 to 1200 r.p.m.) more powerful motors were required (at extra cost) these being increased from the 1 h.p., 1.5 h.p., 2 h.p. and 3 h.p. found on the standard 10", 12.5", 15" lathes to, respectively, 1.5 h.p., 2 h.p. and 3 h.p. - with the 18-inch retaining its standard 3 h.p. unit. Available as an option was a combined multi-disc spindle clutch and brake assembly, a useful addition if the lathe was used for the production of short-run jobs While the option of a spindle clutch allowed the motor to be left running, normal control was by electrical stop and start using a lever pivoting from (and of course moving with) the right-hand face of the apron, the motion being transmitted by a shaft the left-hand end of which was connected to the switchgear. On some models push-button controls - forward, reverse and stop - were fitted to the front face of the headstock with the addition, when specified, of a "jog" or "inching" control by which means large and heavy jobs could be turned a little at a time for inspection or setting. For safety, on long-bed lathes the saddle-mounted lever was duplicated by one just outboard of the screwcutting gearbox. Electrical equipment, which included switches for a spindle jog (inching) control, was safely enclosed within the headstock-end support plinth with an electrical master switch fitted on the left-hand face.
Continued below:
|
|