|
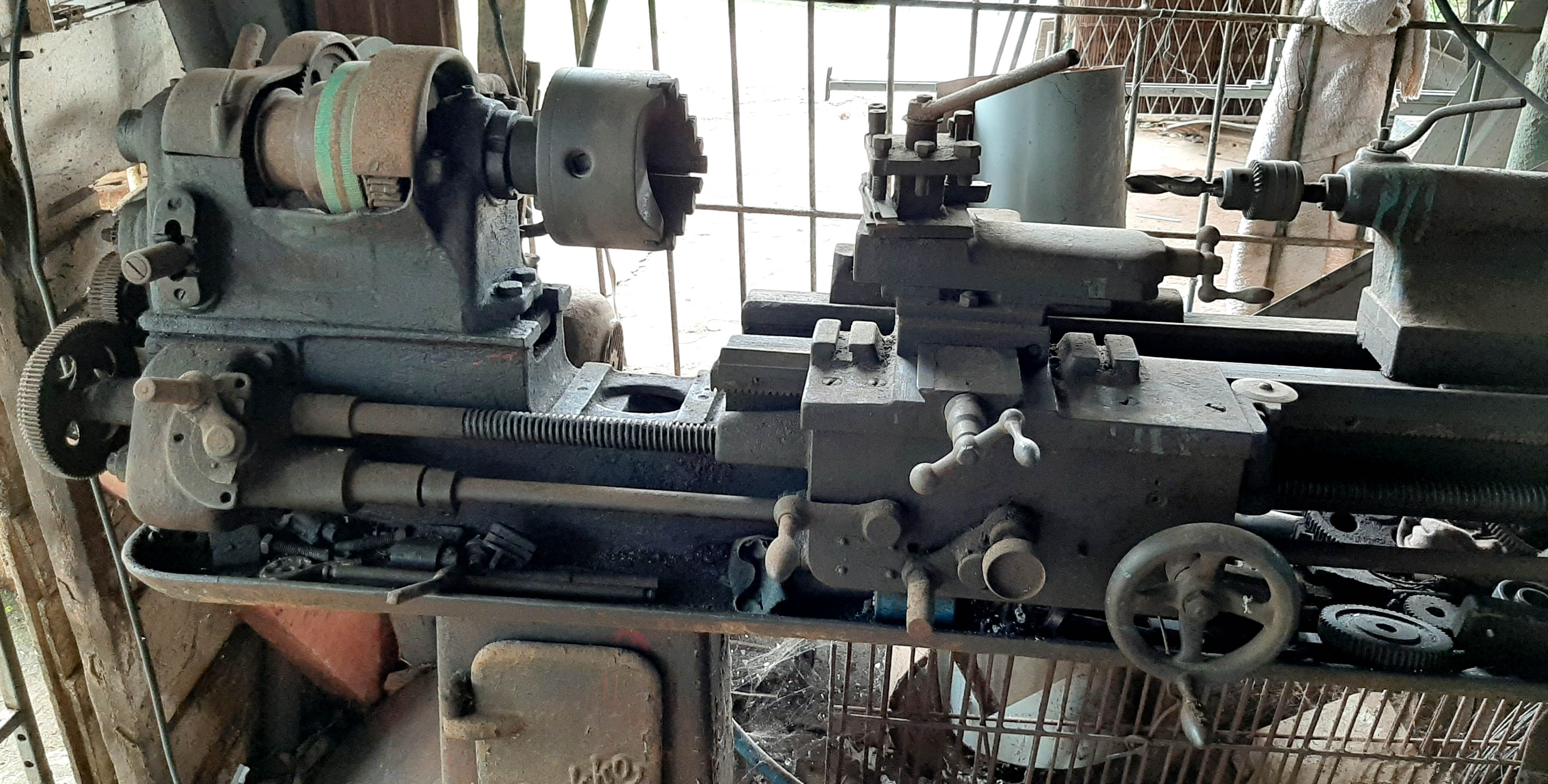
Chekko was not, so far as is known, a machine-tool manufacture but a brand name given to a range Czechoslovakian lathes imported during the 1920s and 1930s by one of the UK's larger dealers, probably Soag Machine Tools of London S.E.11.The only lathe of which details are available is the "Chekko" P.2 a 10-inch centre-height machine with a capacity of 80-inches. Although sold as a machine particularly adapted to the varying classes of work found in service, repair and jobbing shops it was of a surprisingly well-specified and rugged nature with a particularly heavy headstock held down by 6 bolts, a screwcutting gearbox, power sliding and surfacing feeds and a solid-looking tailstock. The era of its production can be gauged not only from its design, but also from advertising literature that found it worthwhile to prominently mention not only how the lathe was built but also the fact that grinding was used in the machining processes and parts consequently interchangeable: "They are manufactured in series and the use of special jigs and attachments, as also limit gauges, guarantees each part receiving special attention and ensures INTERCHANGEABILITY so that spares can be obtained promptly at any later date, with the certainty of a perfect fit. All SPINDLES, STUDS and BUSHES are ACCURATELY GROUND."
Another interesting point was the inclusion of what was described as a "double-gear" backgear assembly that gave, in conjunction with the spindle's 3-step cone pulley, a total of 9 speeds. The expression "double-gear" was an often-misunderstood (or deliberately misused) phrase where makers often called a lathe bereft of any form headstock spindle-speed reduction a "single-geared" machine (even though there were no gear involved). Some manufactures avoided the phrase altogether and used the expression "backgeared" for lathes with the normal form of the gearing (which of course gives a 2-stage reduction, normally of around 6 : 1) and "double-geared" and "triple-geared" for those with proper two and three-stage speed reductions. "Chekko" was accurate in their description for, besides quoting a total of 9 spindle speeds (arranged in geometrical progression) they also listed the ability of the lathe to use the very slow speeds obtained for the generation of coarse-pitch threads raised to the 4th or 12th fold. It would also appear, though not confirmed, that a form of double reduction of the reversing drive to the leadscrew and powershaft (a tumble-reverse gear assembly) was also fitted - the H-pattern lever on the left of the headstock's front face showing, each side of a neutral position, settings that could well have been for normal or coarse rates of feed in forward and reverse directions.
The 149/16-inch wide V-way bed was ribbed both horizontally as well as vertically between the front and back walls with the carriage and tailstock having, in the usual manner, their own ways. A gap bridge section was fitted as standard and, when lifted out, allowed a workpiece 32-inches in diameter and 10-inches deep to be turned on a faceplate.
With a 2-inch bore, the ground-finished headstock spindle ran in parallel-bore, bronze bearings that were adjusted by being dawn into the casting by ring nuts. A wick-feed lubrication system was fitted and a ball-bearing race used to take end thrust. The spindle was sleeved down on the nose with a bush to accept a No. 3 Morse taper centre whilst its cone pulley took a 3-inch wide belt with the three steps arranged in diameters of: 77/16", 97/16" and 113/8". With 2.5 h.p. required to drive the lathe its supplied countershaft was substantially built with 12-inch diameter fast-and-loose pulleys that could be arranged (with suitable belt runs and auxiliary pulleys) to provide either a 2-speed drive or single speed and reverse.
With the changewheels supplied the Norton-type quick-change screwcutting gearbox provided English pitches of 2 to 30 t.p.i and, with a change of drive gears, metric of 0.25 to 15 mm pitch. The leadscrew was used only for screwcutting with a separate shaft, driven from a lever-operated sub-gearbox on the right-hand side of the screwcutting gearbox, powering the power sliding and surfacing feeds. Unusually for a lathe of this class, the power sliding feed could be automatically released by an adjustable collar sliding on the powershaft - a useful fitment and one omitted from too many ordinary lathes of a similar size from the 1940s onwards.
Fitted with the usual type of lever-operated double clasp nuts, the apron controls included a 3-position quadrant lever to select the direction of the power feeds with engagement through a clutch controlled by a star-shaped handwheel mounted concentrically with the lever's mounting shaft. The carriage drive handwheel was on the "European" (right-hand) side of the apron - away from the hot turnings.
To let the cutting tool reach right up to a faceplate with the bed gap section removed the cross slide was set well to the left of the saddle's centre line - though the designer still found room at both sides for T-slotted bosses to be carried by all four wings. The cross slide was adjusted by a tapered gib strip and both cross and top slides - the latter able to be swung 180-degrees of central and clamped down by 4 bolts - were fitted with (tiny) micrometer dials.
Supplied with the lathe were a large diameter but lightly-constructed 4-jaw chuck of the kind then popular, a catchplate, a spare threaded plain backplate, fixed and travelling steadies, a countershaft unit and the necessary maintenance and bearing-adjustment spanners.
The 10-inch Chekko P2 lathe weighed approximately 332/3 cwt (hundredweight) equal to 3771 lbs or 1.7 tons..
|
|