Home Machine Tool Archive Machine-tools Sale & Wanted
Butterfield Lathe
An English lathe, from Keighley in Yorkshire (once a centre of machine-tool production) the Butterfield was manufactured by F. & J. Butterfield Ltd. of the Midland Tool Works, a Company with its origins in a partnership of George Croft, Francis Butterfield, James Midgley, John Butterfield, George Wilkinson and Charles Brigg who traded as Croft, Butterfield & Co. Upon a reorganisation and dissolving of the partnership, this became, in 1863, Croft, Butterfield & Wilkinson before finally, from 1877, trading as F & J. Butterfield Ltd. - (Francis and John Butterfield) the two brothers being reported as taking on the debts of the previous concern (and perhaps starting afresh, possibly unencumbered by the financial interests on non-engineers).
Like many machine-tool makers of the 1800s, the Company offered a wide variety of products - describing themselves as Engine and Machine Tool Makers, Brass and Iron Founders. While some of their output would have been commissions to special order, they listed what were described as self-acting and other lathes of all kinds as well as machines for: Drilling, Screwing, Slotting, Punching, Planing and Punching.
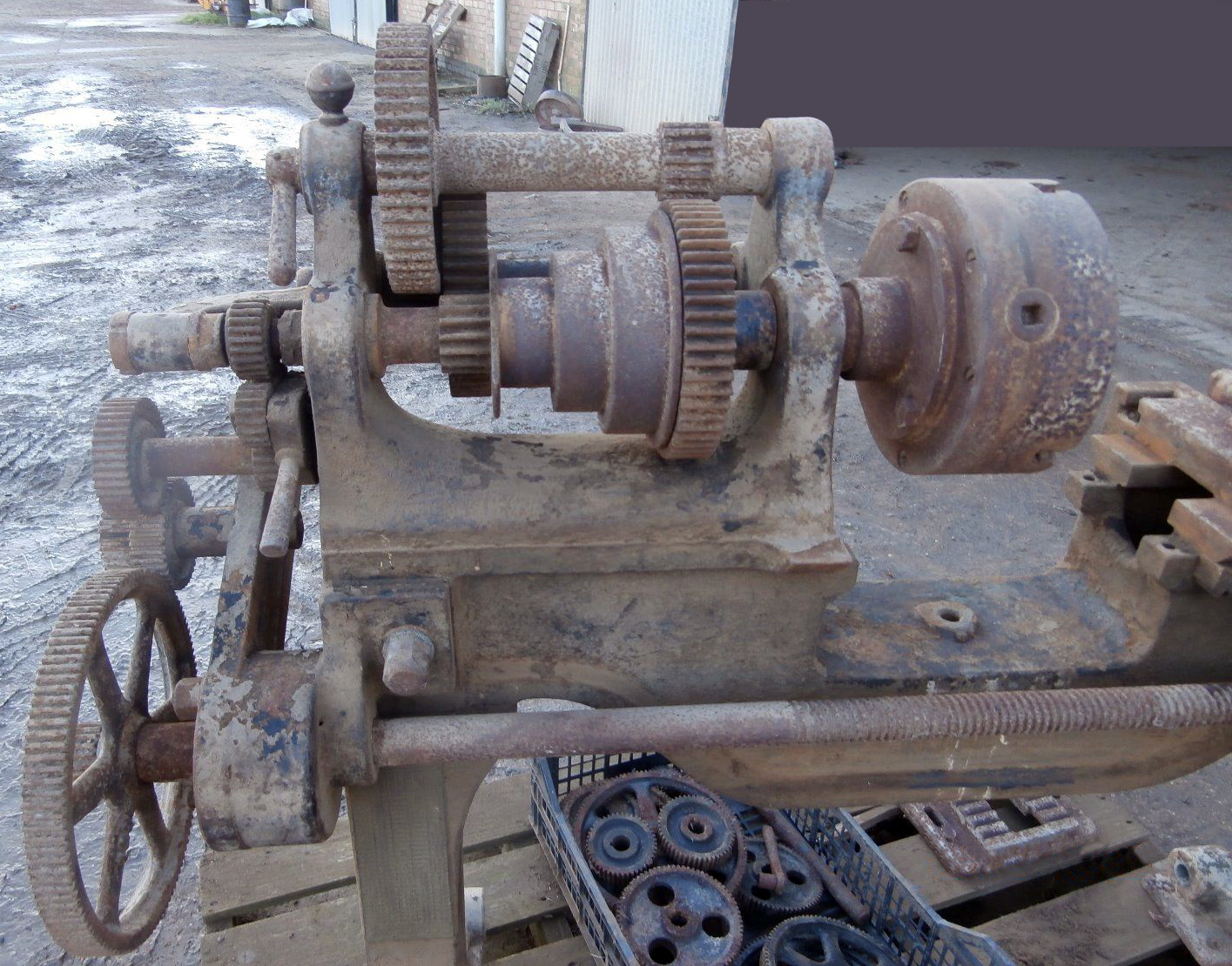
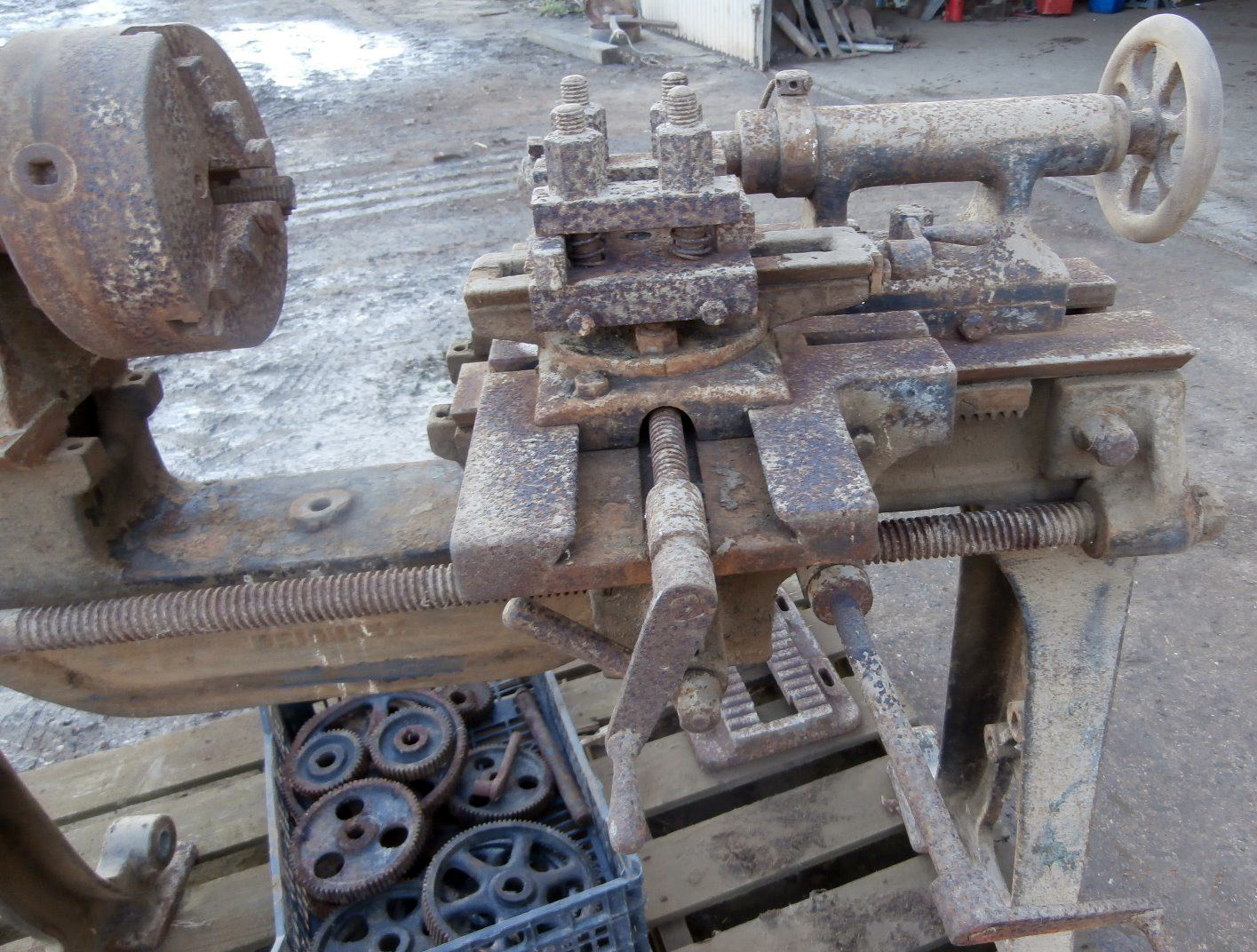
Both of the same type, two if the three known surviving Butterfield lathes are unusual in having a very deep gap positioned in the centre of their beds - and attempt, presumably, to offer a machine capable of tackling both ordinary work and very large faceplate-mounted jobs. To assist with the latter process, a double-reduction backgear* was fitted - lowering the bottom speed to between 5 and 10 r.p.m. - and the saddle extended well forwards to allow the cross slide to be drawn out and hence the tool able to reach the outside edge of the faceplate. In other respects the lathe was entirely conventional for its time - circa 1860 to 1900 - with the carriage hand feed operated by a cranked lever operating directly onto a bed mounted rack (without the benefit of reduction gearing), a light tailstock with daylight beneath its barrel, a flat-topped 60-degree V-edged bed and a solid headstock spindle with its end thrust taken against a typical-for-the-time outboard pad.
Judging by the stand and its mounting for three support rollers on the inside of each leg, the lathe would have originally offered with the option of a treadle drive.
* "double backgearing" was a term liable to misinterpretation by customers and abuse by manufacturers. The problem lay in the definition: some makers referred to lathes with no backgear at all as "single-geared" whilst others used a variety of terms including plain-turning, ungeared and brass-finishers. When a genuine backgear assembly was fitted - that allowed really slow gear-driven feeds - some makers naturally adopted the term "double-geared" whilst other, more honest ones, referred to then as "backgeared". Larger lathes had long been available with two and even three-stage reductions on the headstock and, in the case of the Butterfield a proper-two-stage reduction was fitted, this (going on figures from an American maker, Davenport) likely to have given a "slow backgearing" reduction of around 12 : 1 and a "fast backgearing" of 3.5 : 1, the result being a range of spindle speeds likely to have spanned approximately 5 to 350 r.p.m.
The third Butterfield lathe discovered was of the plain-turning, semi-amateur type with a headstock whose spindle end thrust was taken against an outboard centre. Although the bed, headstock and tailstock survive, the slide rest fitted is not original..

|
|
||


|
|
|
|
|
|



|
Home Machine Tool Archive Machine-tools Sale & Wanted Butterfield Lathe |
||