|
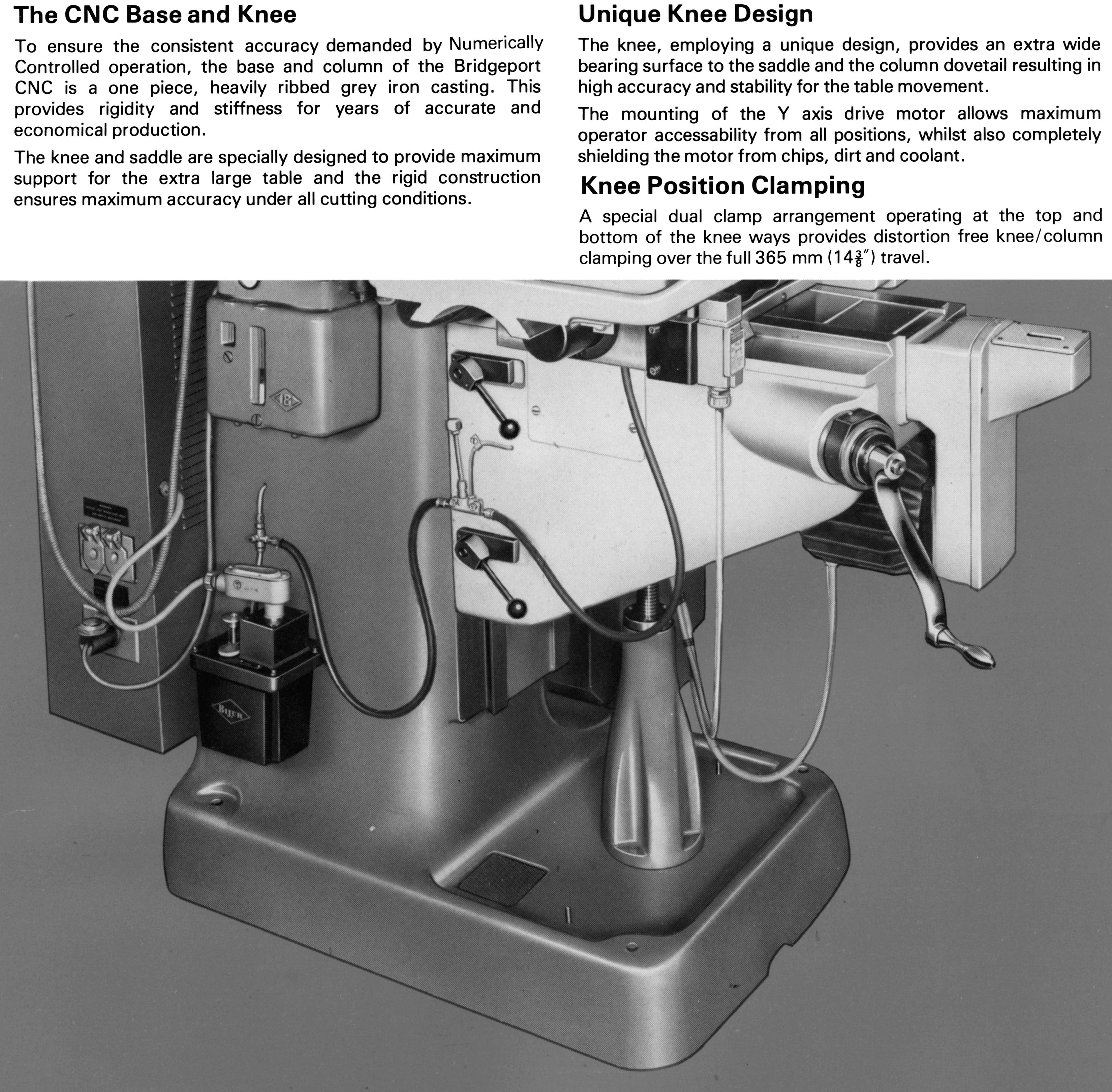
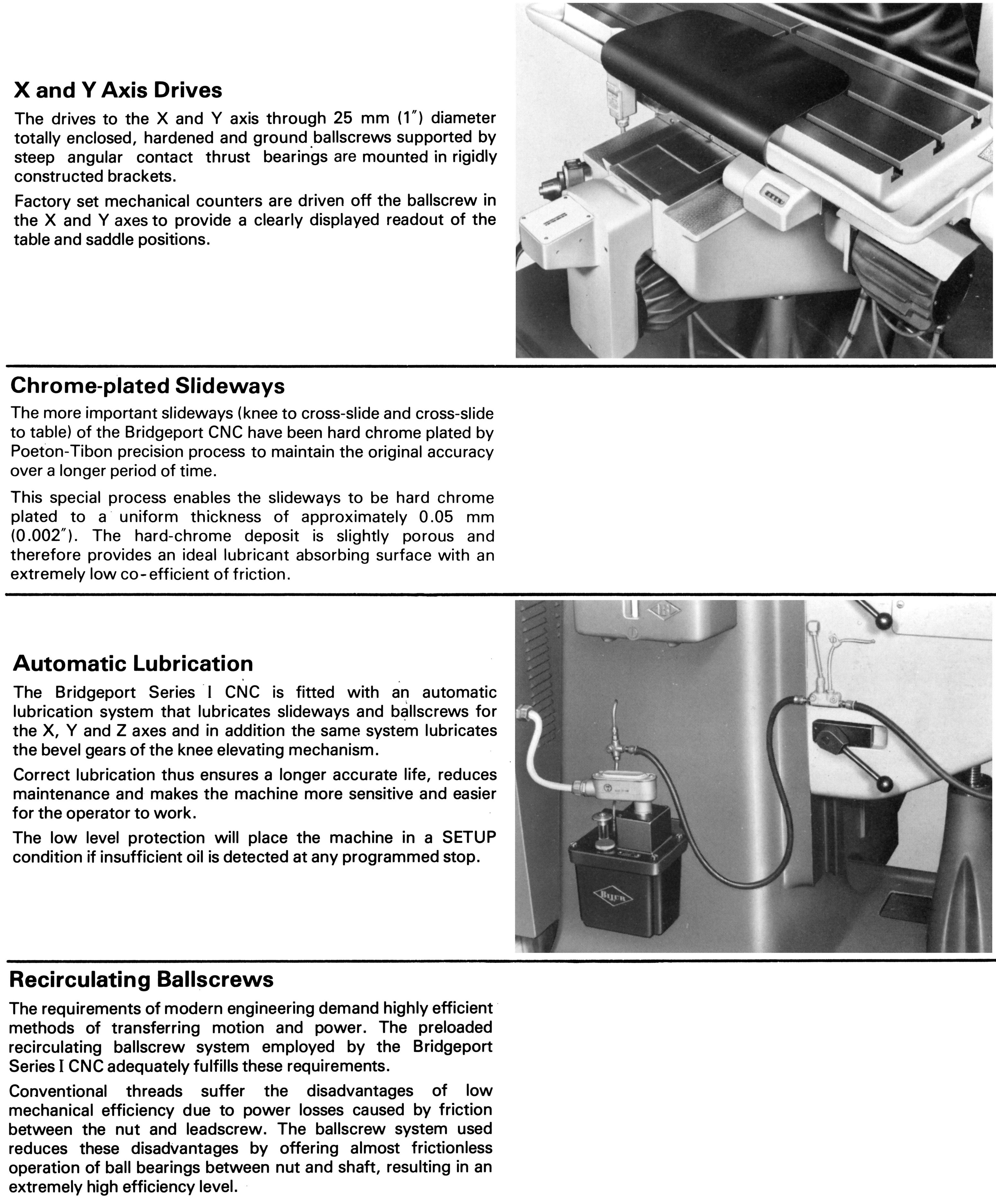
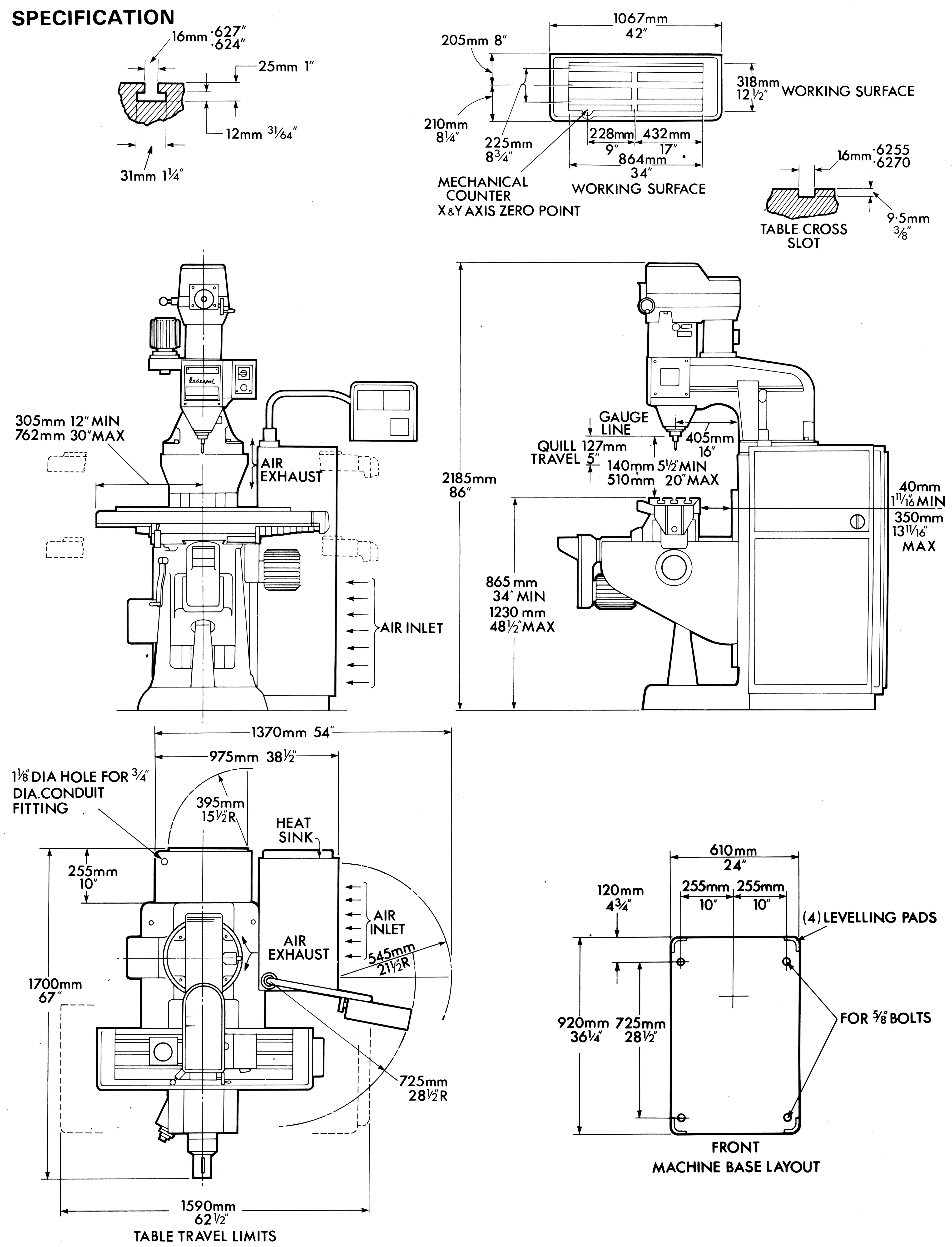
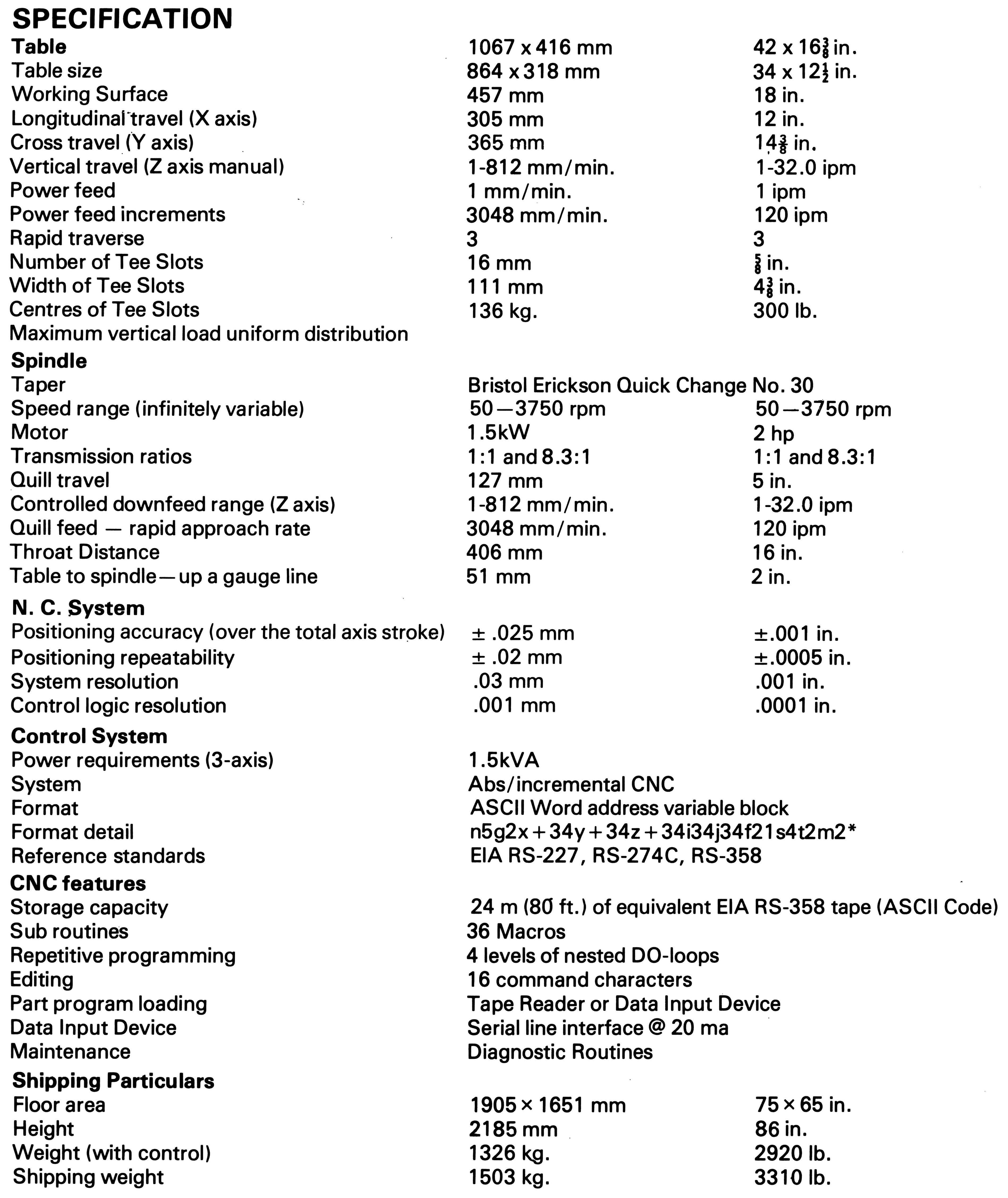
A 'toe-in-the-water" exercise for Bridgeport in producing their first small CNC milling machine, the "Series 1 CNC" was introduced in the mid 197s. Loosely based on the standard Series 1 ram-head miller, the CNC was comprehensively redesigned to cope with the changes brought with CNC control. The 42" x 121/2" (1067 x 318 mm) table, saddle and knee were built to be as rigid as possible and 1-inch diameter (25 mm) hardened and ground, zero-backlash ballscrews used to drive the longitudinal and cross feeds - these being, respectively, 18" (4567 mm) and 12" (305 mm). Vertical travel, by manual control only, was 143/8" 365 mm). Table power feeds ranged from 1 to 32 inches per minute (1 to 812 mm) with rapids at 120 inches per minute (3048 mm). While offered as an option on standard Series 1 millers, on the CNC version hard-chrome plating of the knee to cross-slide and cross-slide to table ways was provided as part of the standard specification. The process used was the long-established Poeton-Tibon, this providing a very hard (70 Rockwell) slightly porous layer of chrome 0.002" (0.05 mm) thick that allowed oil to be absorbed and so provide a greatly reduced tendency to stick, a very low co-efficient of friction and an extended service life.
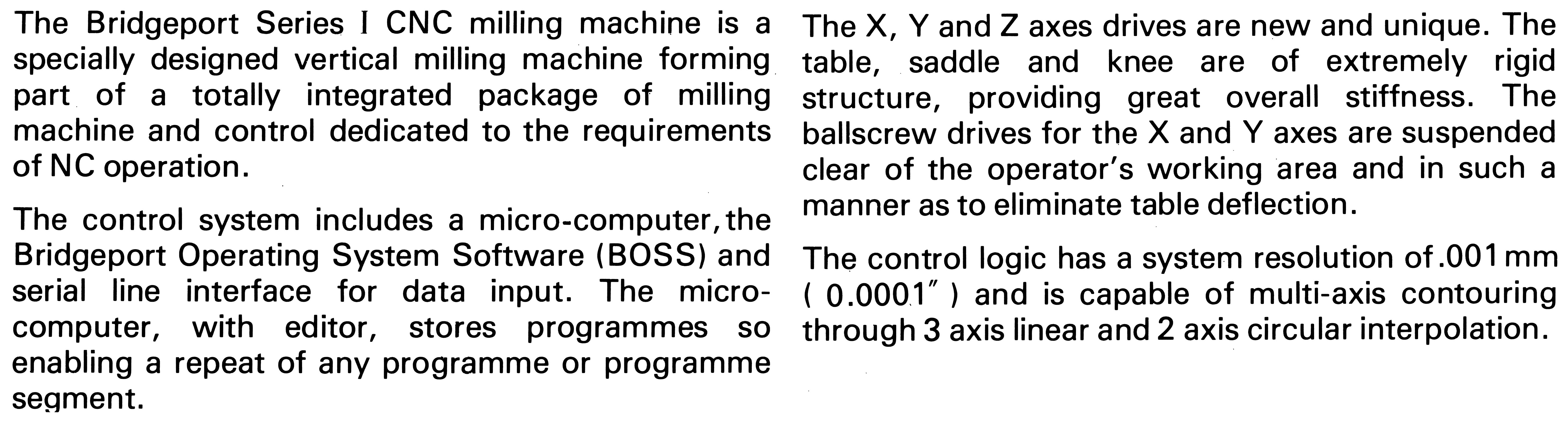
Lubrication was provided by an automatic pump mounted on the left-hand face of the main column. Oil was supplied to the X, Y and Z slideways, the two ballscrews and also the bevel gears used to lift and lower the knee.
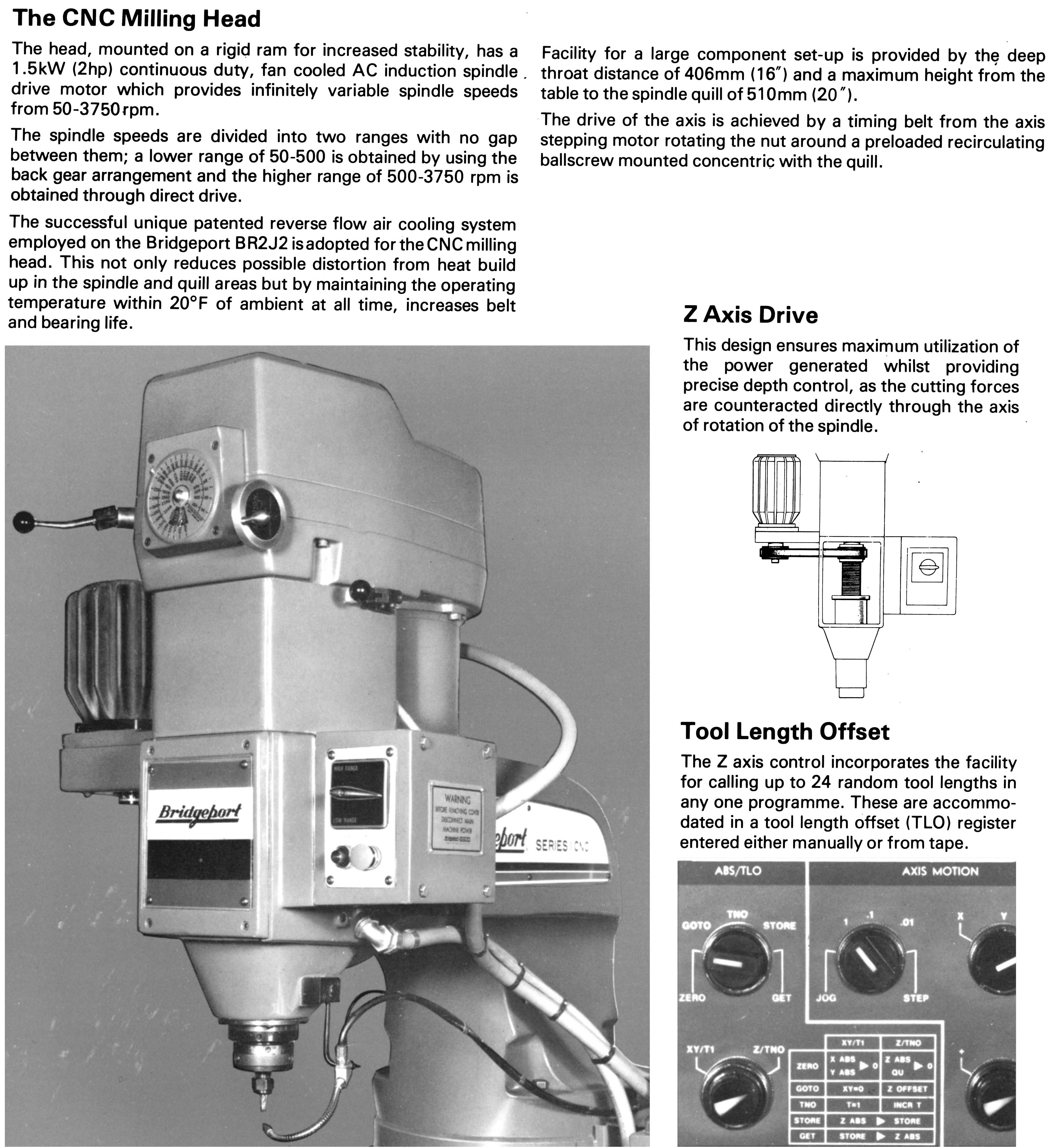
Power to the Bristol Erikson Quick-change spindle came from 1.5 kW (2 h.p.) 3-phase motor that gave infinitely-variable speeds in two ranges: the low-speed set, in backgear, ran from 50 to 500 r.p.m. and the high-speed set, in direct drive, from 500 to 3750 r.p.m. As also employed the BR2J2 head used to the contemporary Series 1, that on the CNC was cooled by a patented "reverse flow" air-cooling system. Quill travel was 5" (127 mm) with power down-feed ranging from 1 to 32 inches ( 1 to 812 mm) per minute. The quill was also fitted with rapid approach at 120 inches (3048 mm) per minute.
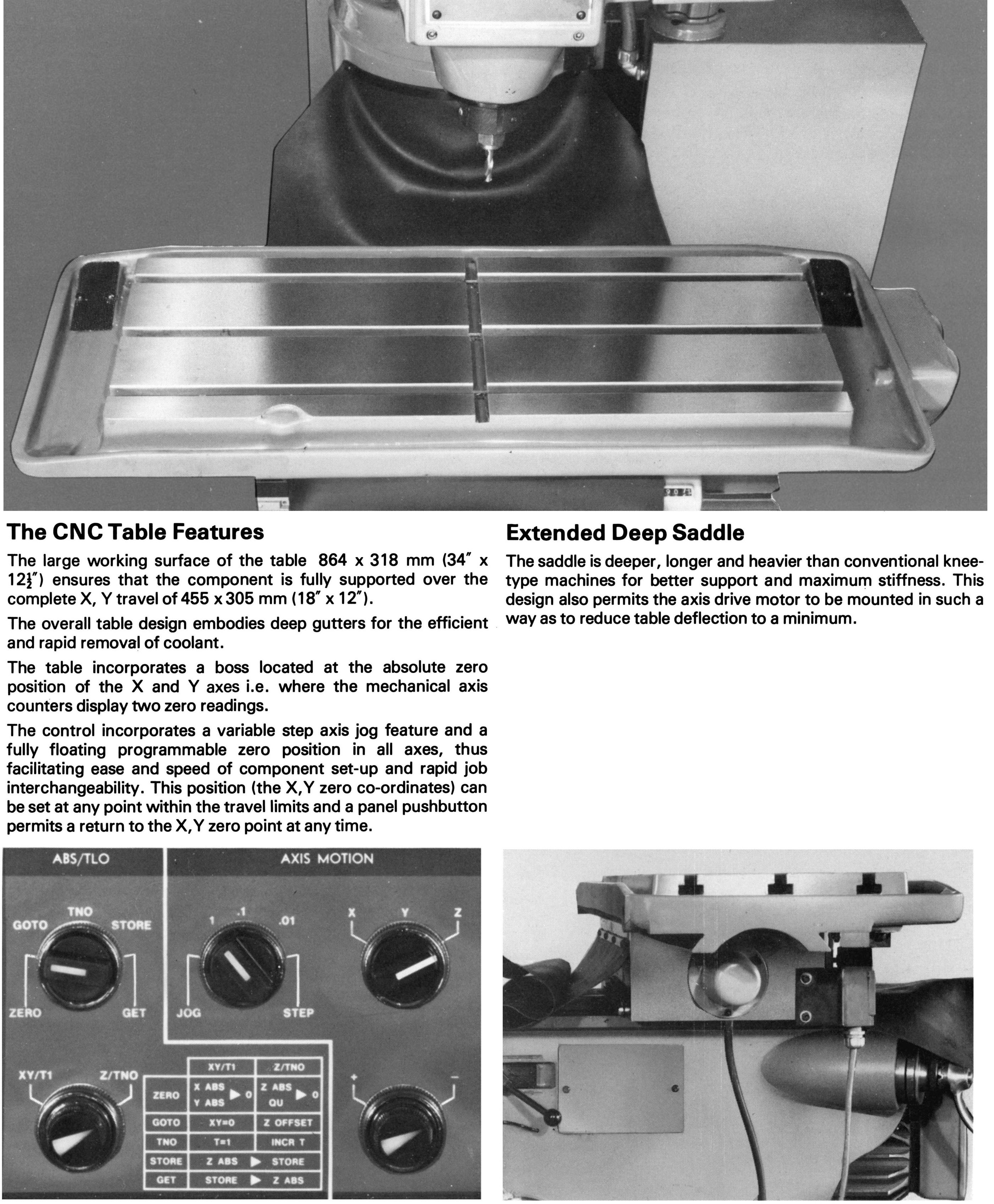
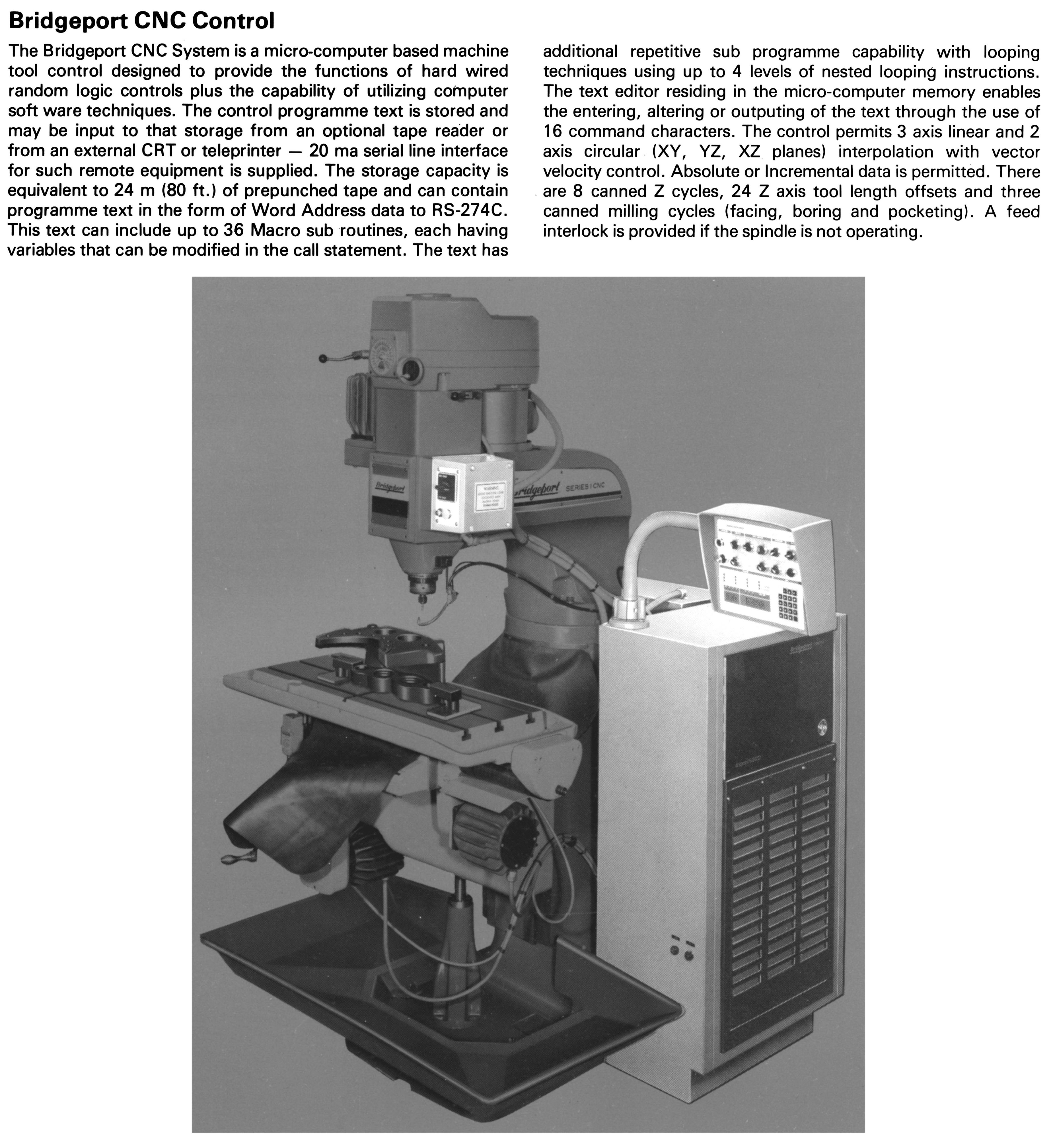
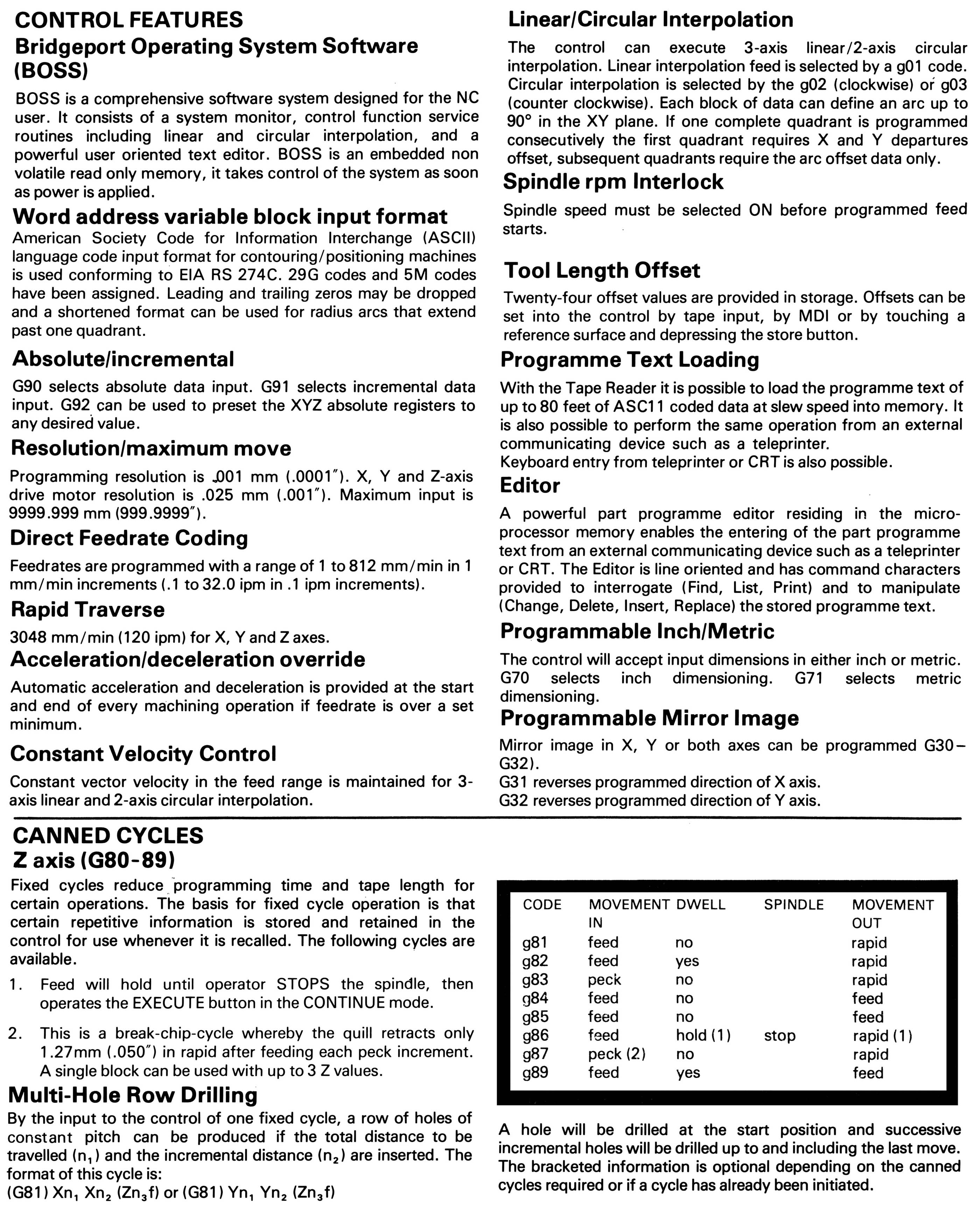
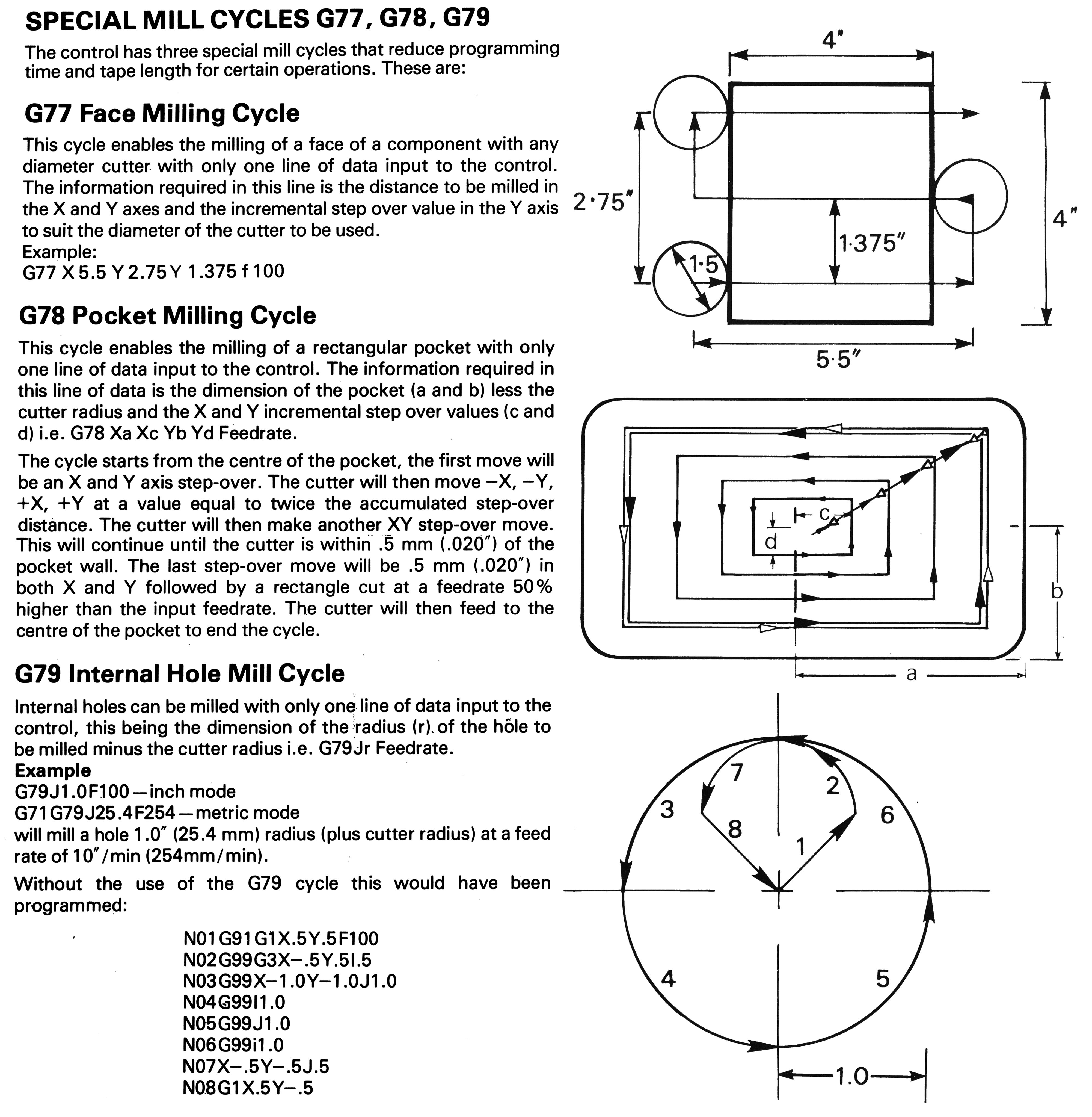
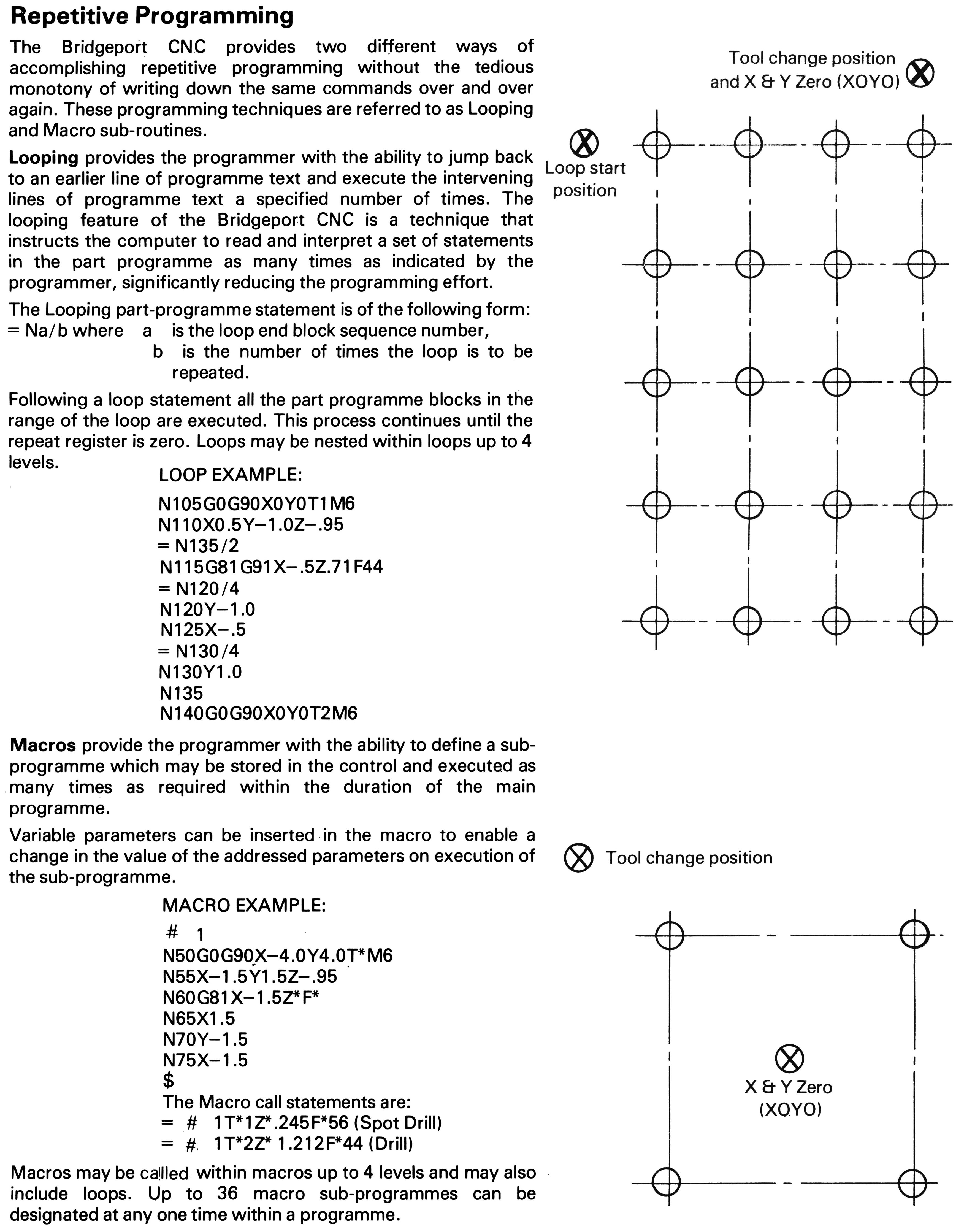
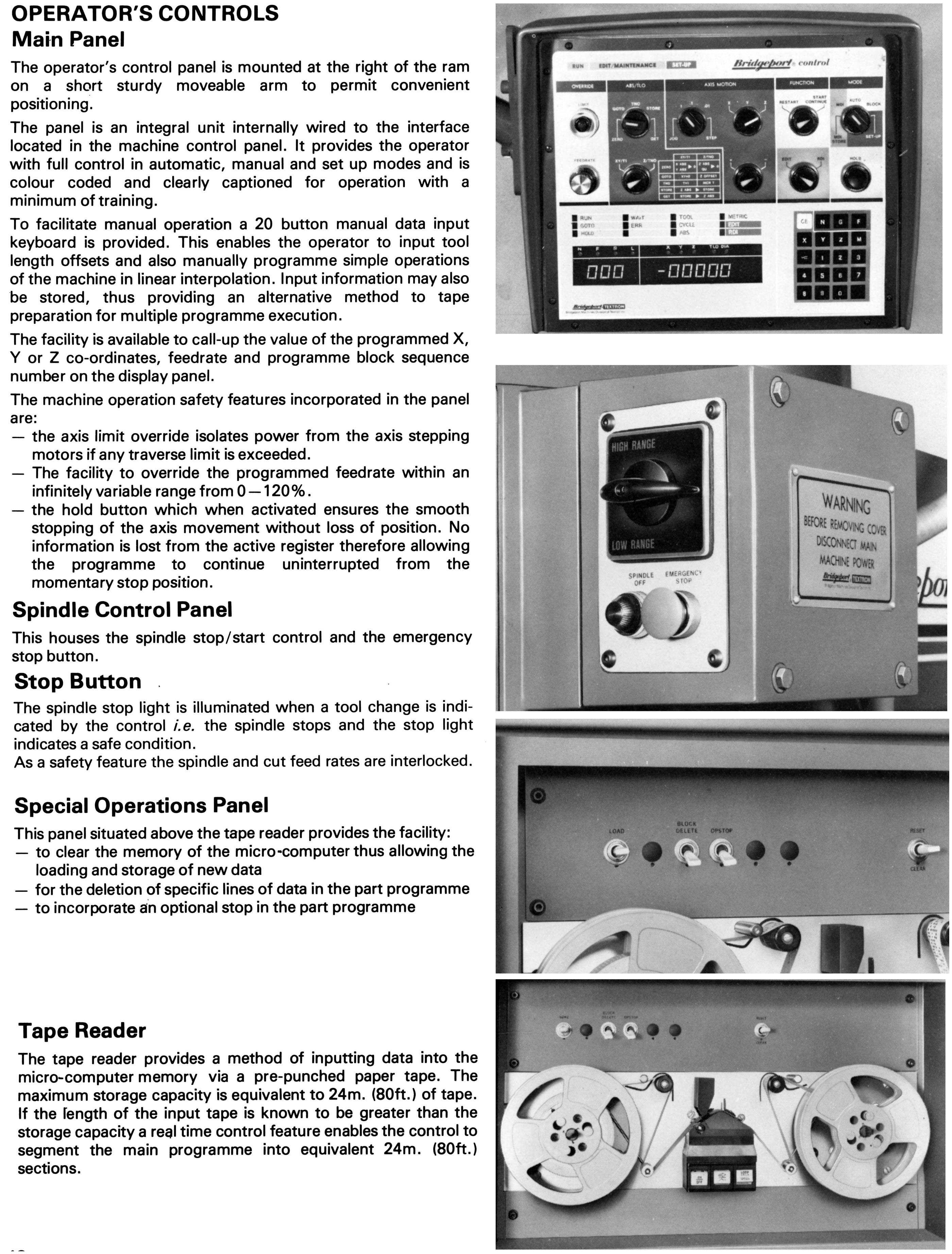
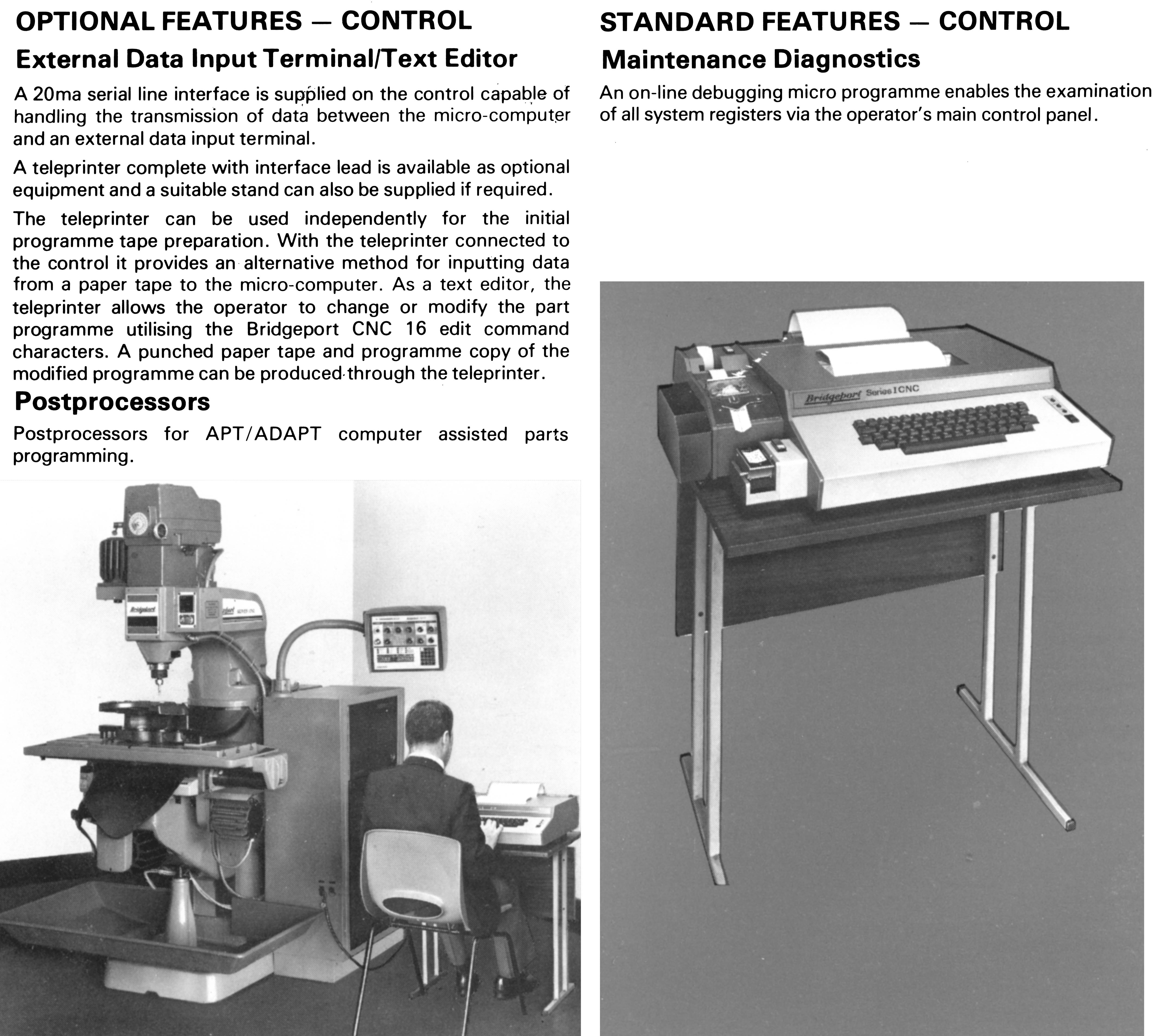
As an early type, the computer (referred to at the time, of course, as a "micro-computer") was controlled by a punched tape reader - though it could also be connected to a serial line interface. A part-program editor resided in the processor's memory, allowing a stored part program to be interrogated (find, list, print) and also checked for correct syntax. Access to the 16-edit command input was through the keyboard of an external device such as a teleprinter, or a CRT or VDU connected to the control cabinet through a 20 mA interface. If the communicating device included a punch tape facility, this could be used to produce a new tape of an edited program held in the computer's memory. In addition to the standard canned cycles then common with this type of control, a number of special canned cycles was available that reduced programming times and hence the tape lengths used - examples including pocket, face and hole milling and multi-hole row drilling. Mirror images were also programmable in both X and Y directions and two methods of achieving repetitive programming - looping and macro sub-routines - were also provided. Other features included compensation for cutter diameter, polar co-ordinates and cutter path transformation. Positioning accuracy (over the total axis stroke was ± 0.001" (0.025 mm),; position repeatability ± ().02 mm); the system resolution 0.001" ((0.3 mm) and the control logic resolution 0.001" (0.001 mm)
Claimed by the maker's to be easy to program. The machine was aimed at small companies and training workshops.
Full details of the Bridgeport Series 1 CNC electronic and mechanical systems can be found in the high-resolution copies of the maker's catalogue displayed below..
|
|