|
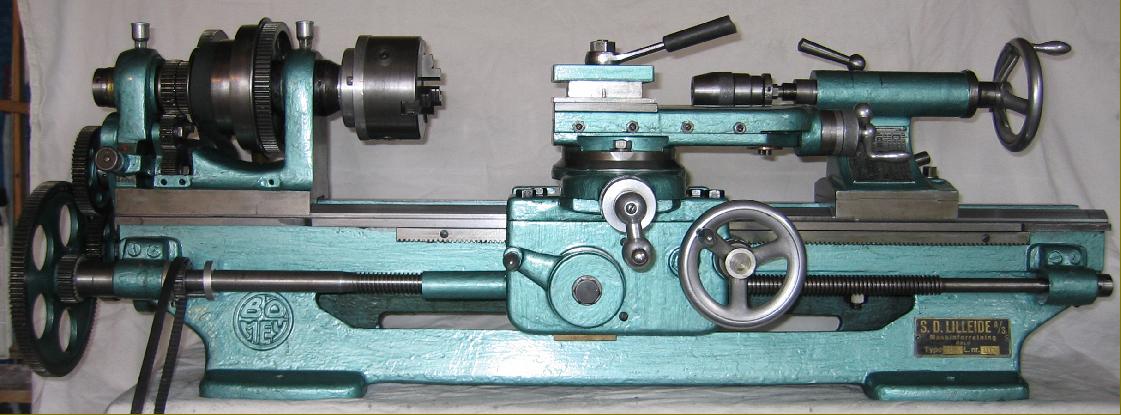
Little is known of the background to Bomey lathes, other than that they were almost certainly made in Germany, possibly by "EKS" Ed. Korfhage & Söhne, Buer Bez. Osnabrück with the example shown at the top of this page being imported into Norway by S. Lilleide A.S Maskinforretning. If any reader has further details of Ed. Korfhage & Söhne or Bomey machine tools the writer would be pleased to hear from you.
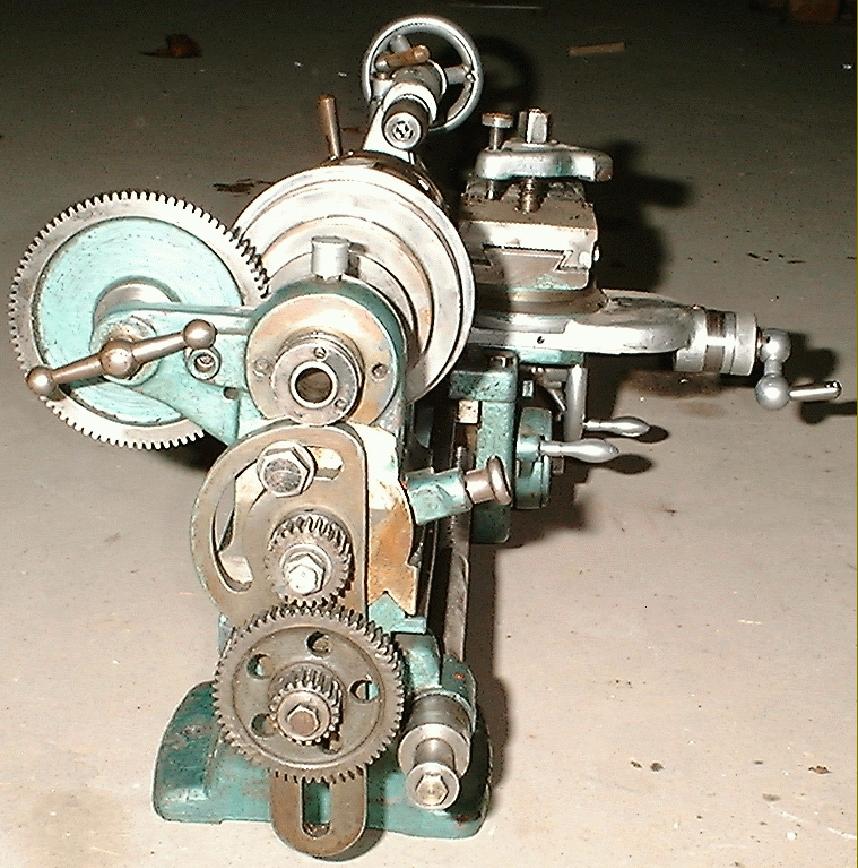
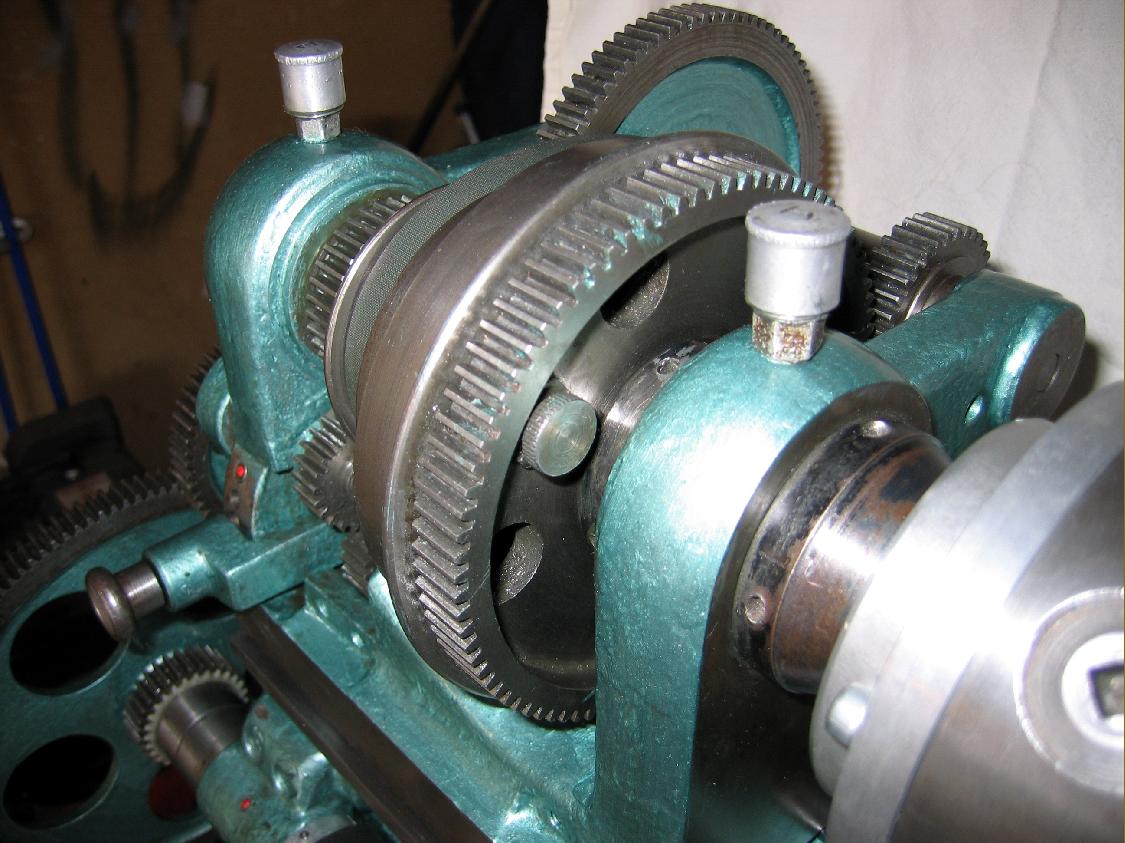
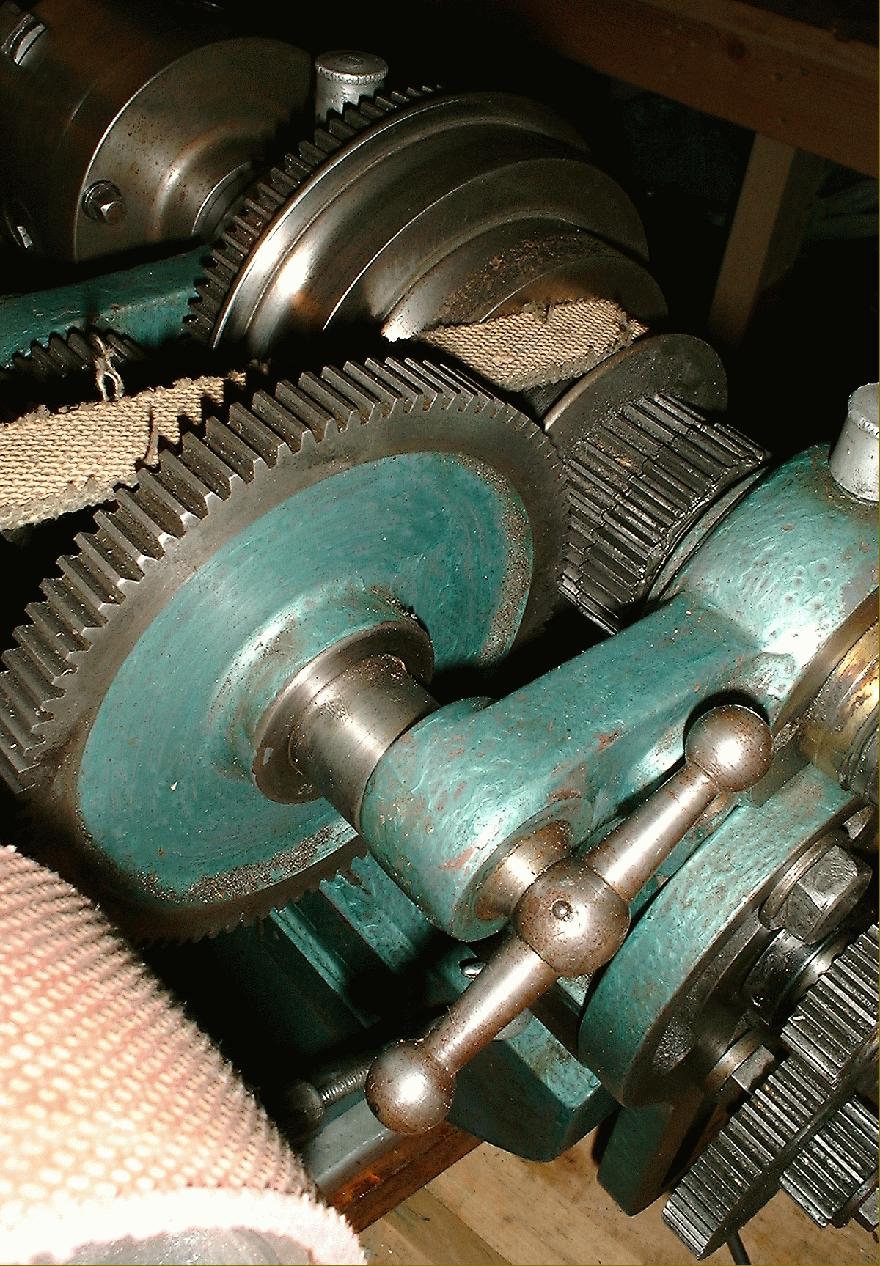
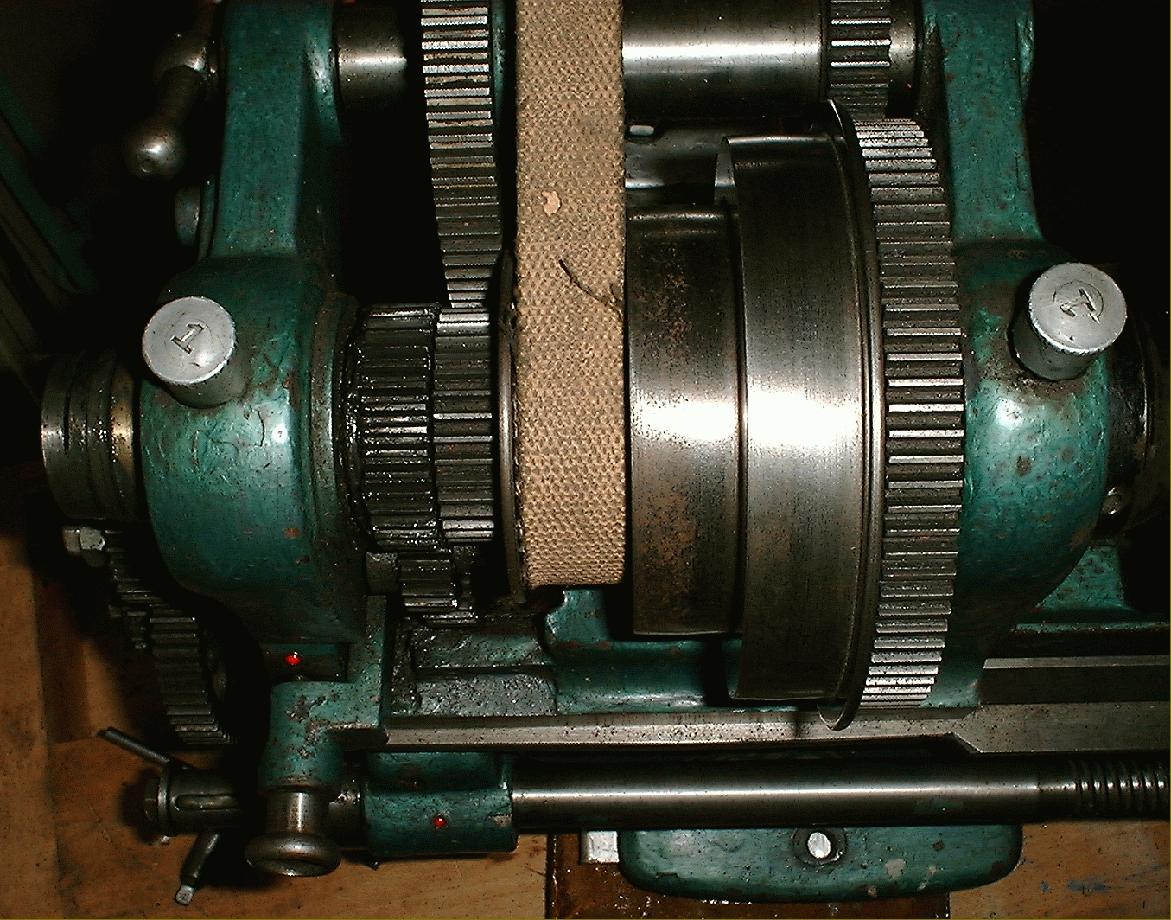
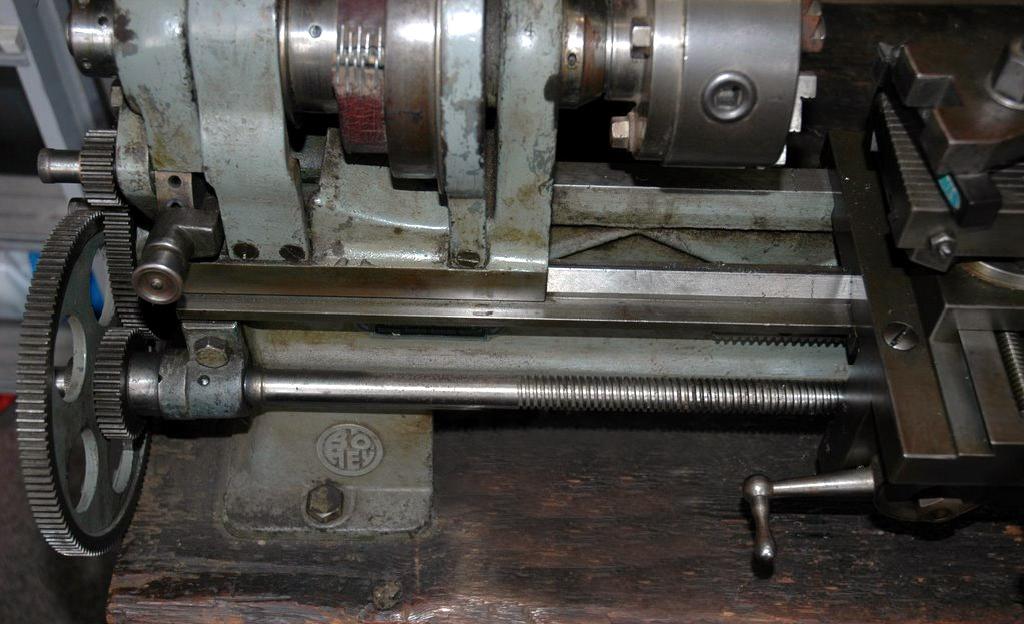
Probably designed in the second decade of the 20th century, with production continuing until the mid 1940s, both early and late Bomey lathes featured here had a centre height of 4.5-inches (116 mm) and a capacity between centres of 20-inches (508 mm). The headstock was constructed with thick but largely un-braced rectangular uprights that carried a 0.69-inch (17.5 mm) bore spindle running in adjustable bronze bearings and fitted with a nose taper that appears to have been somewhere between a No. 2 and No. 3 Morse. The end of the spindle did not, like most machines of this size, carry a gear on its end to drive the changewheels - instead the drive passed through a spring-indexed tumble-reverse mechanism mounted, very unusually for a small lathe, on the inside face of the headstock casting with the drive taken from a gear mounted next to the spindle backgear. Whilst this design is still common on smaller, modern geared-head lathes - and allows the fast running gears to be run immersed in the headstock oil - it does rely upon sufficient distance between available between output gear and leadscrew to accommodate a bracket able to carry compound gear sets for the generation of fine carriage feeds. Whilst it might, just, have been possible to engineer this on the Bomey (and fit such a bracket, positioned in the usual way on the end of the headstock-end leadscrew support bracket) instead an ingenious arrangement was chosen with a vertical arm pivoting on a boss concentric with the output gear shaft.
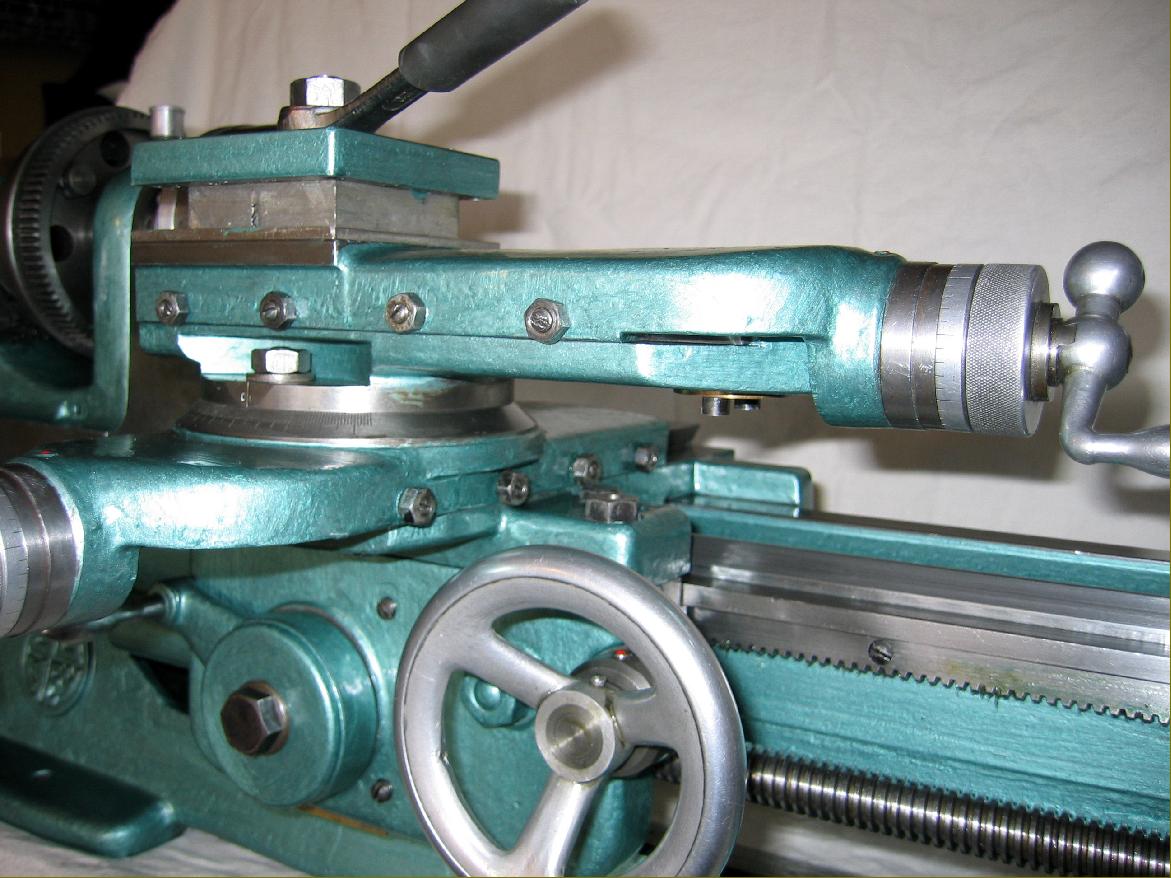
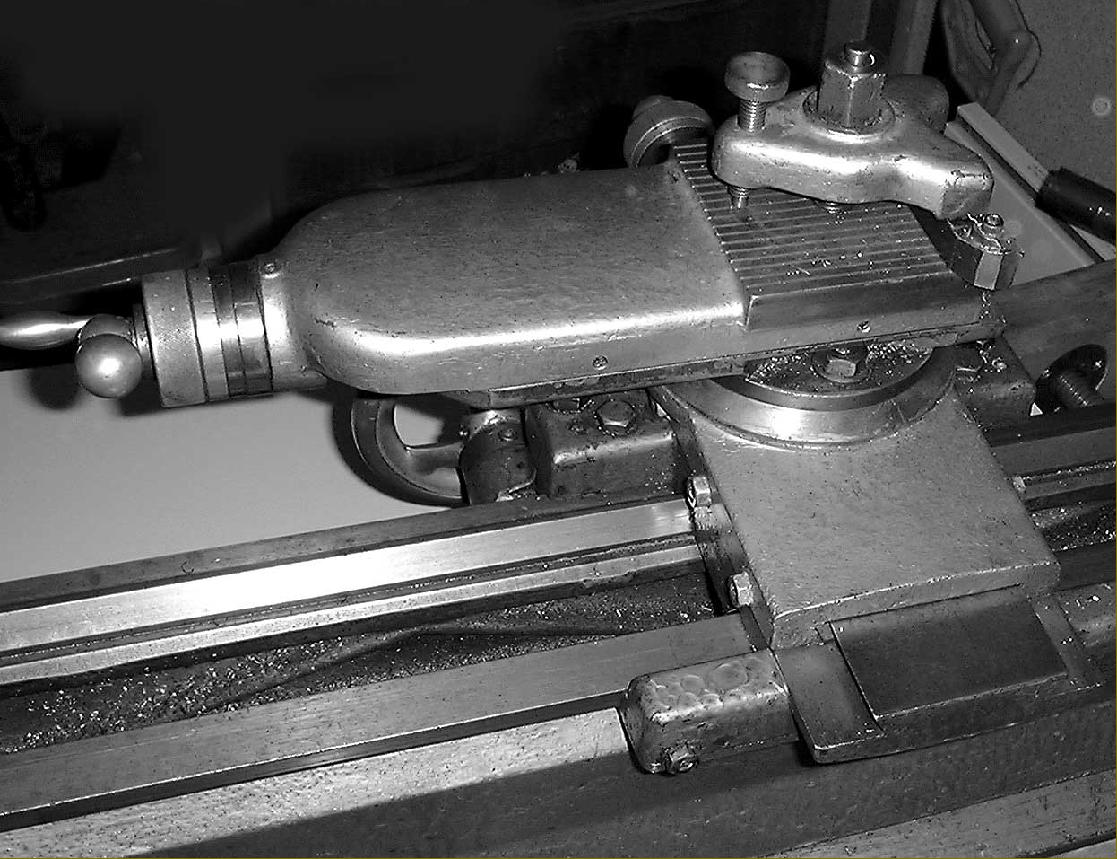
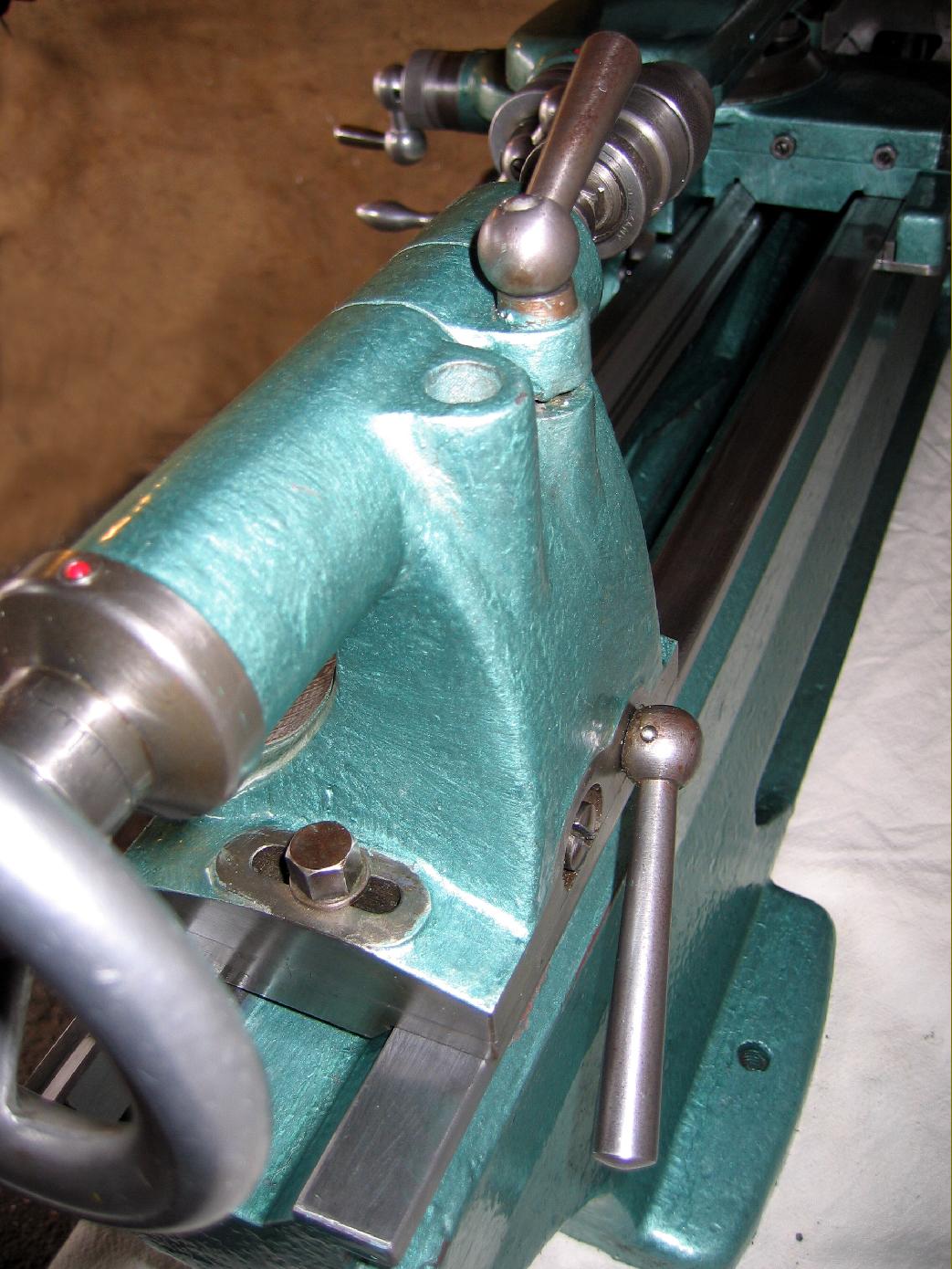
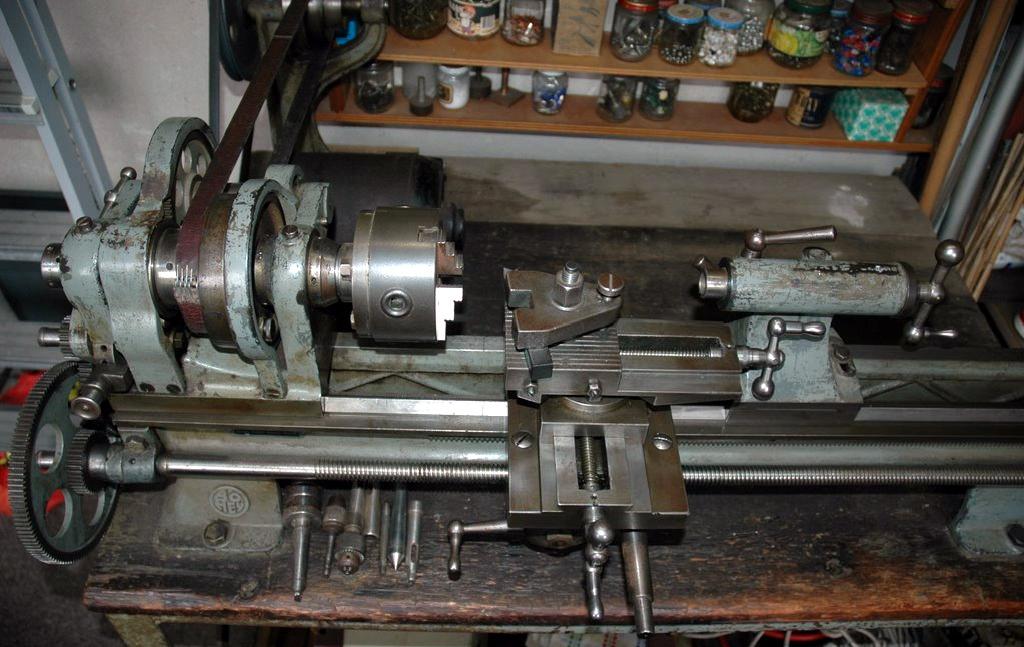
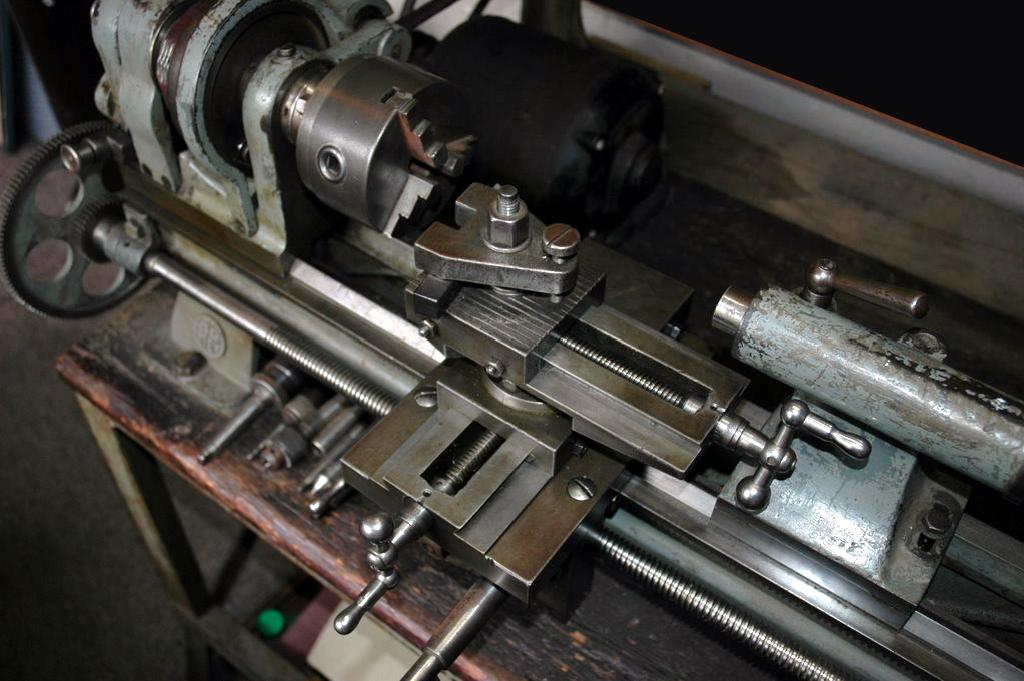
Although the headstock and screwcutting arrangements on both lathes was identical, the bed, carriage assembly, leadscrew support brackets and tailstock all differed and clearly reflected revised thinking about how rigid a small lathe needed to be. Although well constructed, the compound slide assembly on the earlier lathe (illustrated at the bottom of the page) was "open", with ways and feed screws left exposed to the wearing effect of swarf and dirt. The design also suggested the unit might have been adapted from a plain-turning version of the lathe of a type having a bolt-on compound slide and no carriage feed. The early apron was perfunctory, with just sufficient material to carry the leadscrew clasp nuts and carriage and direct-acting, high-geared rack-pinion gear; the leadscrew, though generously proportioned for the time, was supported in two small brackets with each secured to the bed with just a single bolt. The later apron reflected a complete rethink and realisation that, by making this structure box-like, it would add significant to the rigidity of the tool path from workpiece to bed. The previous quick-feed, direct-gear drive to the bed rack was replaced by reduction gearing and the detachable crank handle (a fitting notoriously difficult to turn with any finesse) replaced by an ordinary handwheel. The result of these modifications would have been significant, with the operator now able to move the carriage along the bed in a steady, controlled manner. The leadscrew was also given better support, being retained in longer bearing each held to the bed by two bolts. On the later machine some evidence of further stiffening (and clever cost-cutting) can be seen with the cross and top slides having their feed-screw support plates cast as an integral part of the slide. The cross slide was also made noticeably longer - giving better support and more even slide wear - and was clearly at variance with some of the very short slides fitted to many competing models as late as the 1930s. A distinctive feature of Bomey lathes was the grooved surface against which cutting tools were clamped. Early feed-screw micrometer dials were hopelessly small and difficult to read on every make of lathe (operators had to become a dab hand at reading calipers to a "thou") but on Bomey's revised design they were made larger, able to be zeroed and with clear engravings and wide, knurled sections for oily fingers to grip. The the top-slide feed-screw handle was unusual, being cast as one with the finger grip bent over instead of being assembled from individually-machined parts. As on early Adcock and Shipley millers, the attachment of handles was by a slot on the back engaging with a flat milled on the end of the screw. .
Of unusual design, with (on the later model) a long section cut out between top and bottom faces (presumably to allow clearance of chips though it can have done little for rigidity) the bed used a large single V at the front and a flat at the rear. Unfortunately, as both saddle and tailstock shared the same surfaces years of wear would have seen the tailstock dipping as it was brought over the most used section of the ways near the chuck.
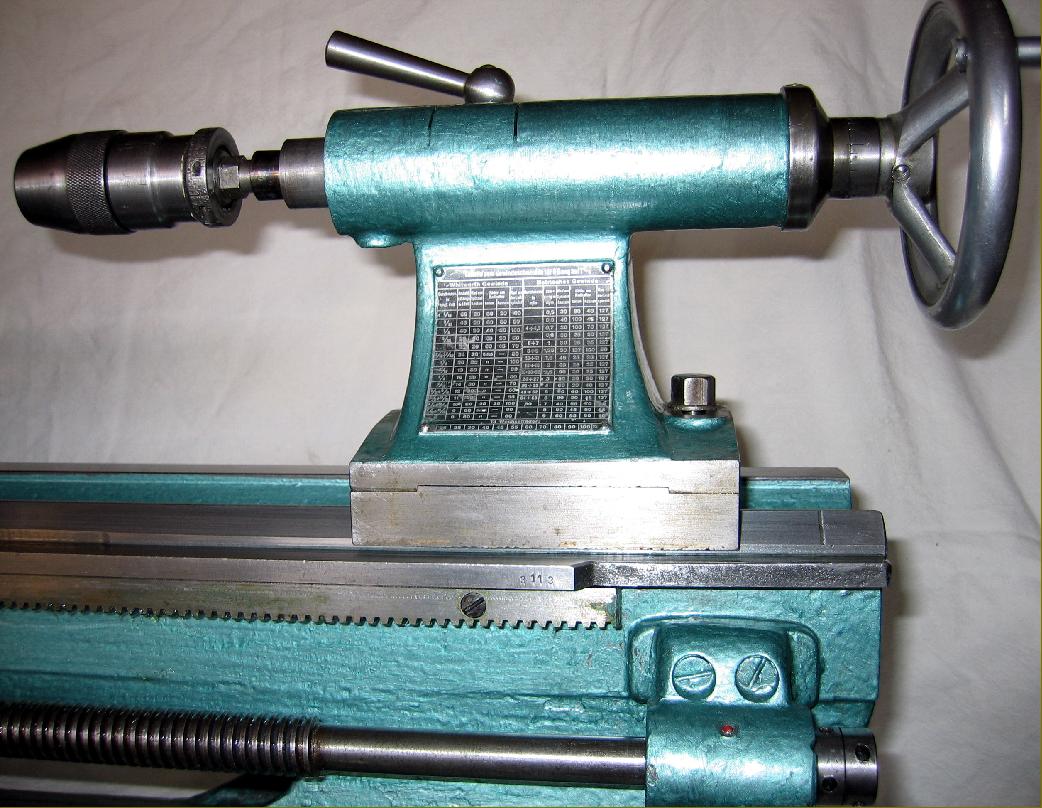
Able to be set over for taper turning, the tailstock was fitted with a 3-inch travel spindle, with a No. 1 Morse taper, locked by a split in the main casting. Although such an arrangement is usually hopeless when the spindle wears, in this case arranging two slots over the top produced an improved clamping effect cleverly mitigated the effect. Later versions of the tailstock were fitted with a small-diameter micrometer dial.
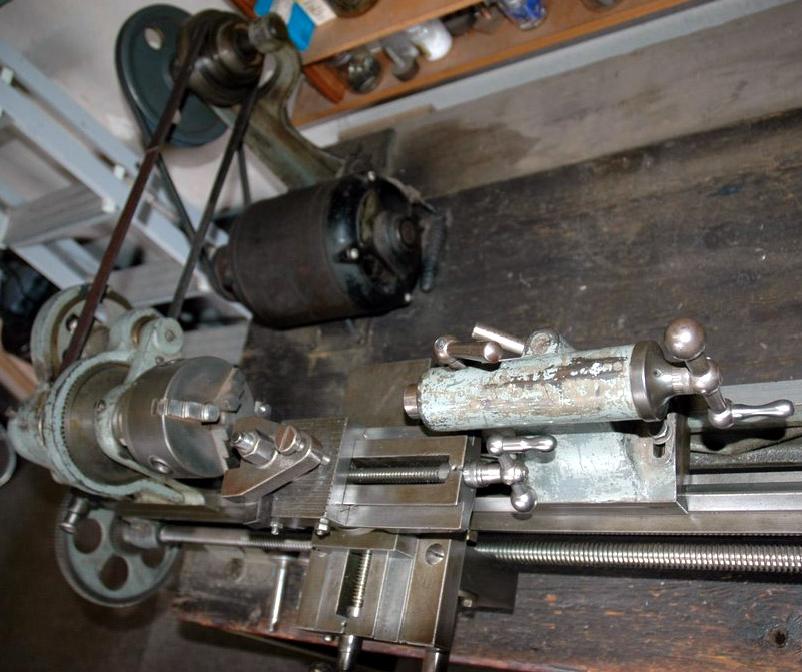
On the example shown below the countershaft was a simple affair that lacked both an integral motor mount and any means of adjusting the tension of the final drive flat belt. The countershaft speed was approximately 405 rpm and spindle speeds, in open drive, 225, 405 and 730 rpm and in backgear approximately 37, 68 and 122 rpm. On this page is shown a rather more ingenious countershaft, as supplied for use on the Model MEL. This consisted on a cast-iron base section into which was socketed a large diameter steel tube carrying a clamp-on, height-adjustable bracket to which was attached the motor platform. Into the larger tube - and also able to be adjusted vertically - was a steel bar that carried, at its upper end, the pulley assembly. Although the arrangement allowed both belts to be adjusted independently there was no means of quickly slackening and re-tensioning the final drive belt - though as this was flat it could be rolled from pulley to pulley easily enough.
More on Bomey here.
If you have a Bomey machine tool, the writer would be interested to hear from you.
|
|