|
Also sold using the "Craftsman" brand name by Sears, the Atlas Horizontal Miller was a heavily built but compact machine - and one that demonstrated the typical attention to detail and care in design that marked the products of the American Atlas Press Company. As the only miller in the Atlas range, it's surprising that the maker failed to list a complimentary vertical machine and, even more astounding, did not see fit to offer either vertical or slotting heads - despite such items being commonly available for other makes. However, during the late 1940s and early 1950s at least two third-party suppliers, the well-known Marvin Machine Products of Detroit, and an unknown maker, offered a neat (non-quill feed) vertical attachment and (from Marvin only) an effective slotting head.
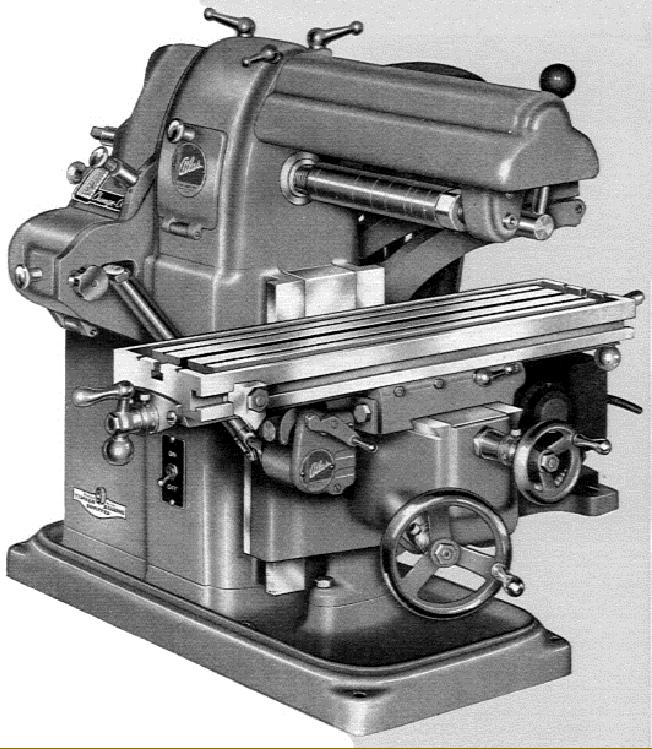
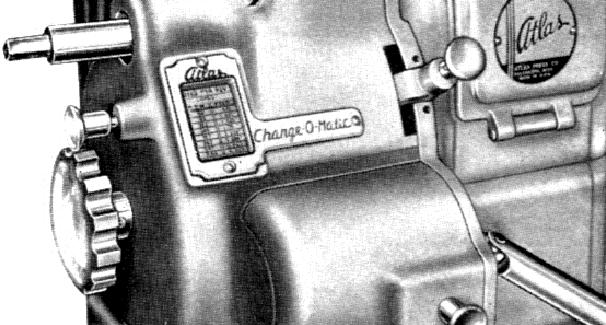
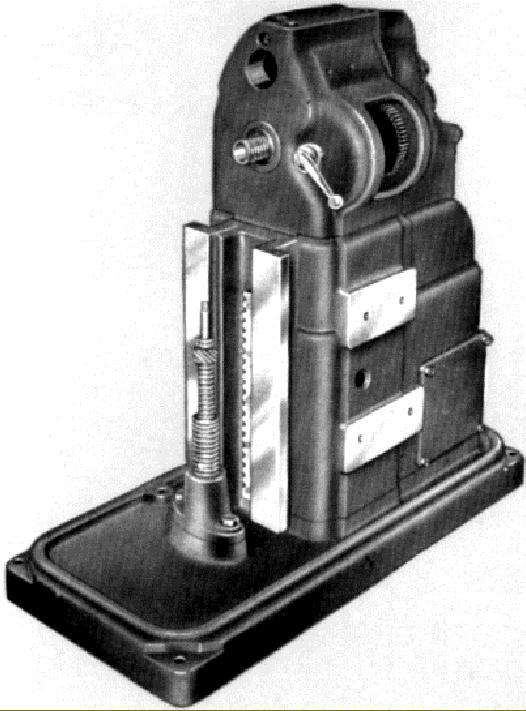
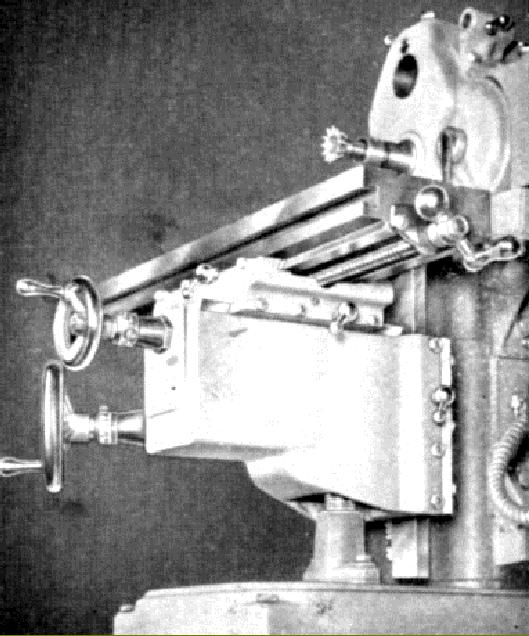
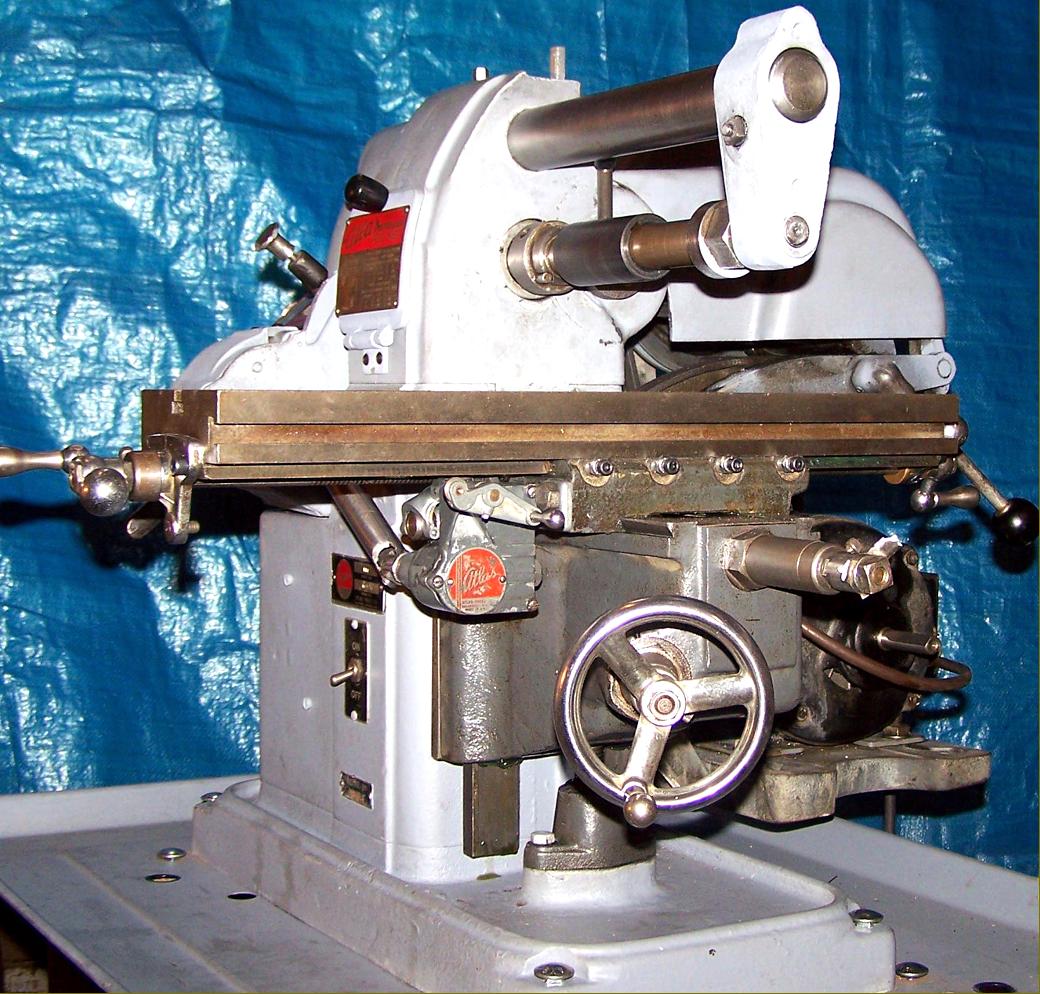
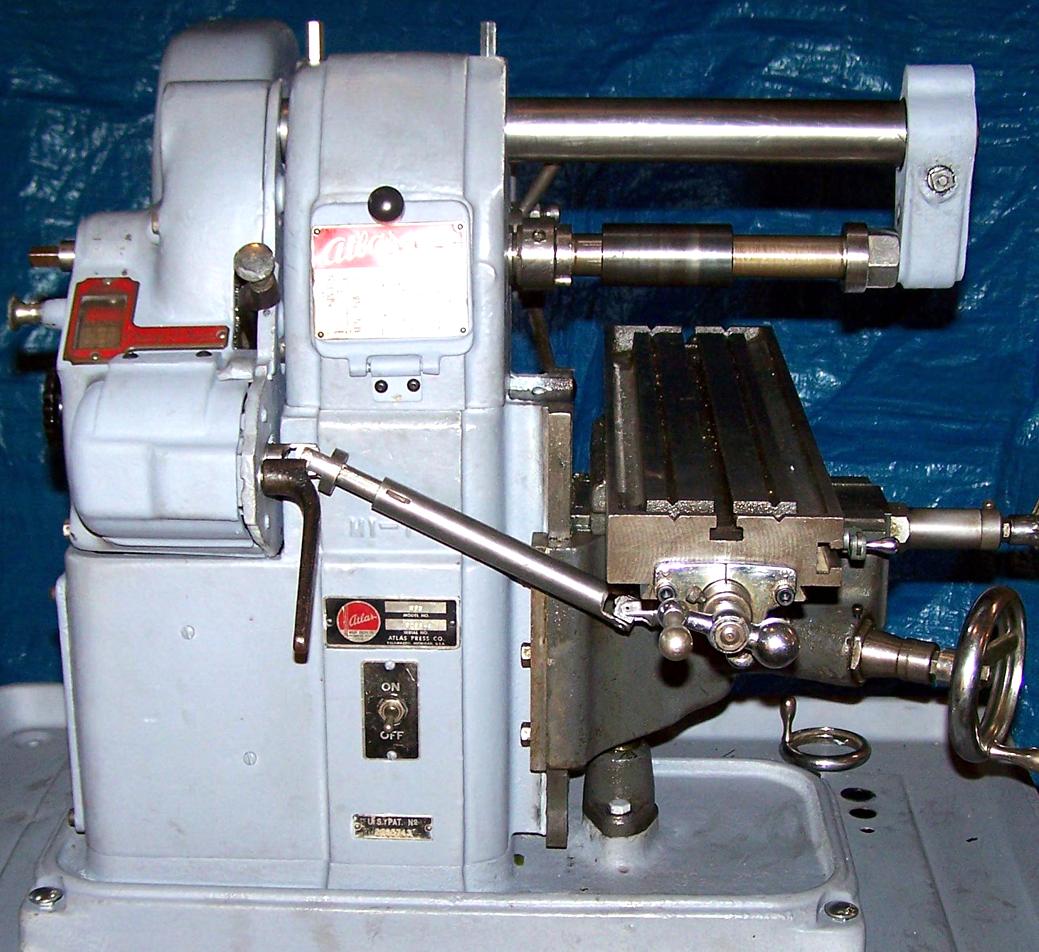
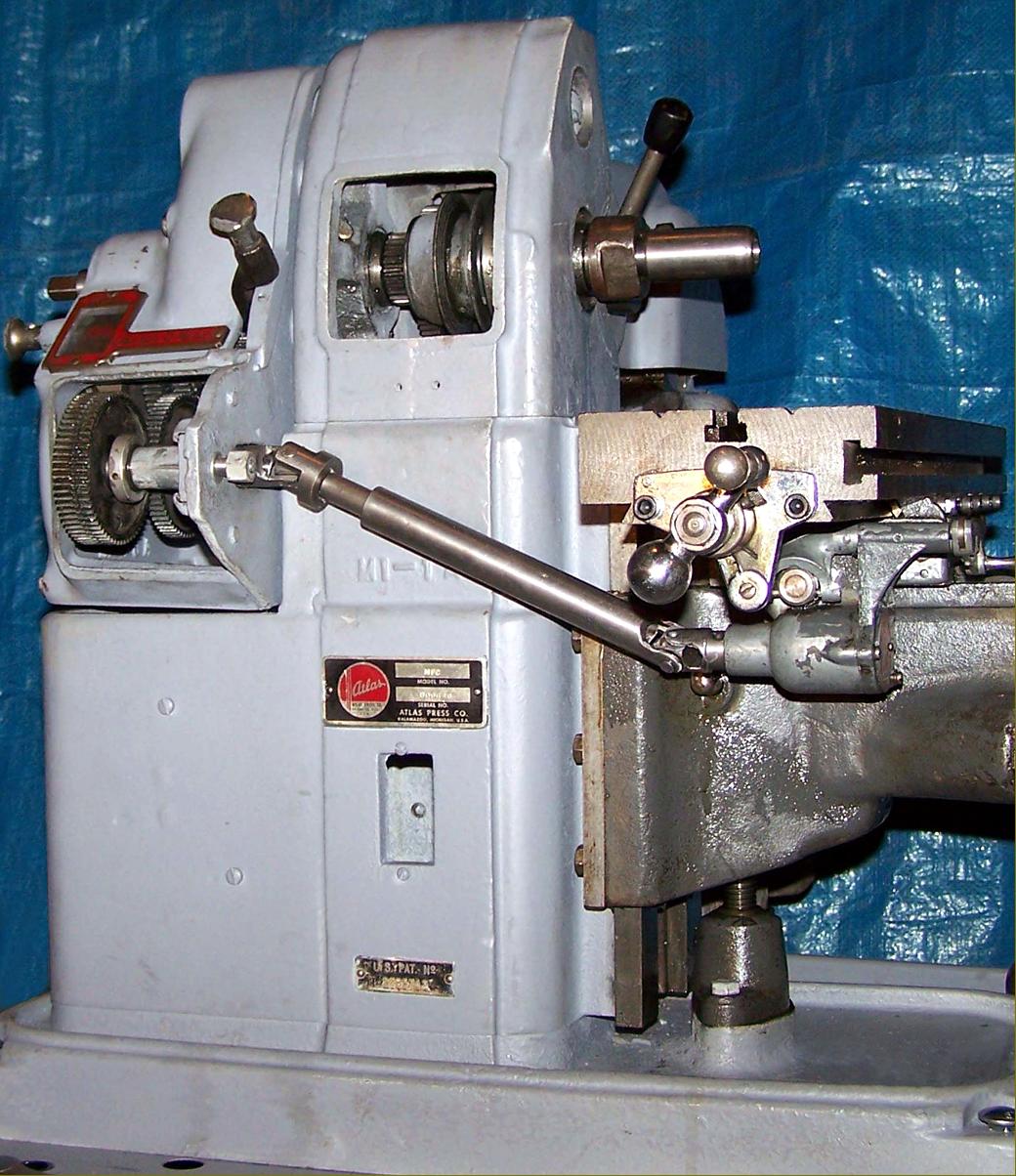
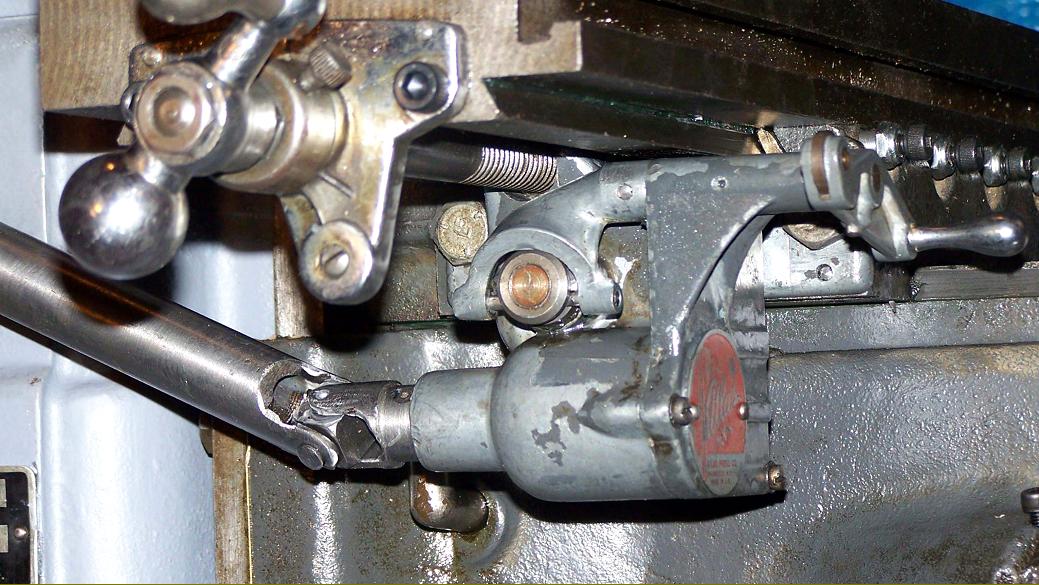
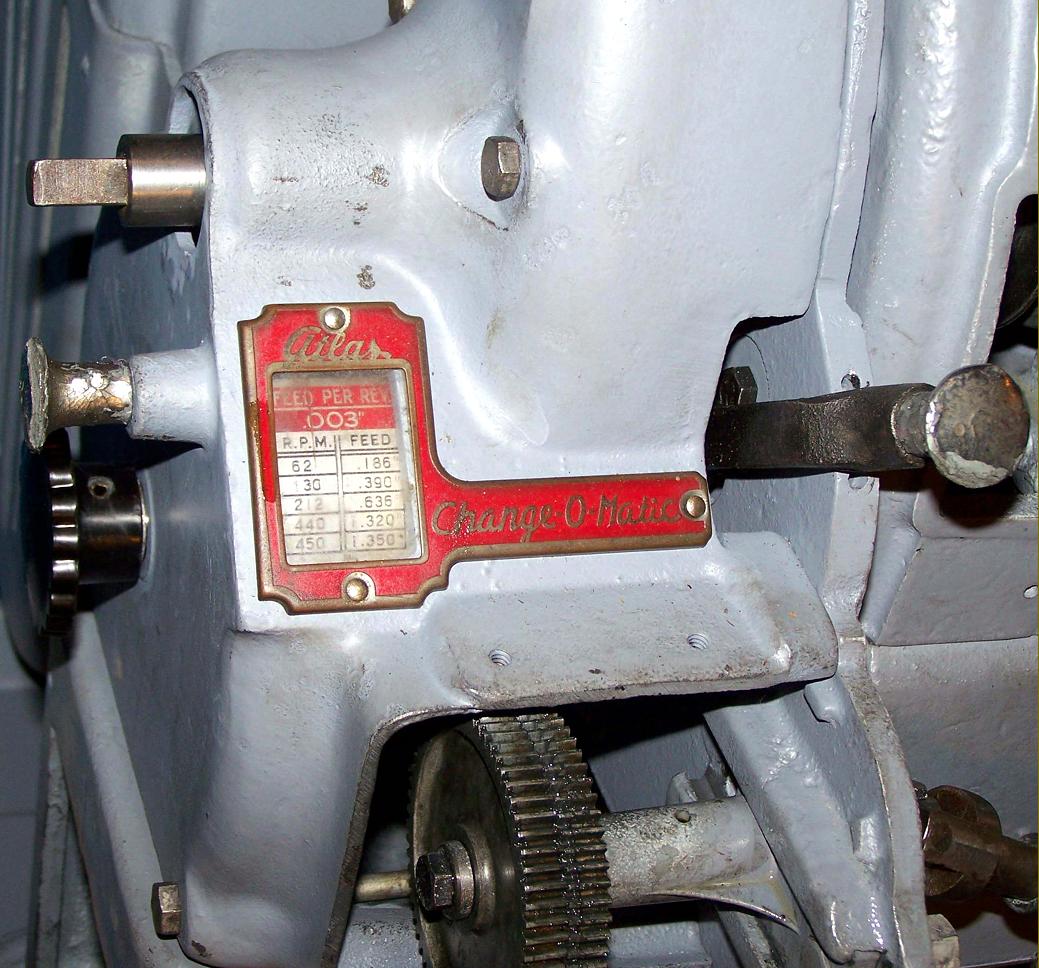
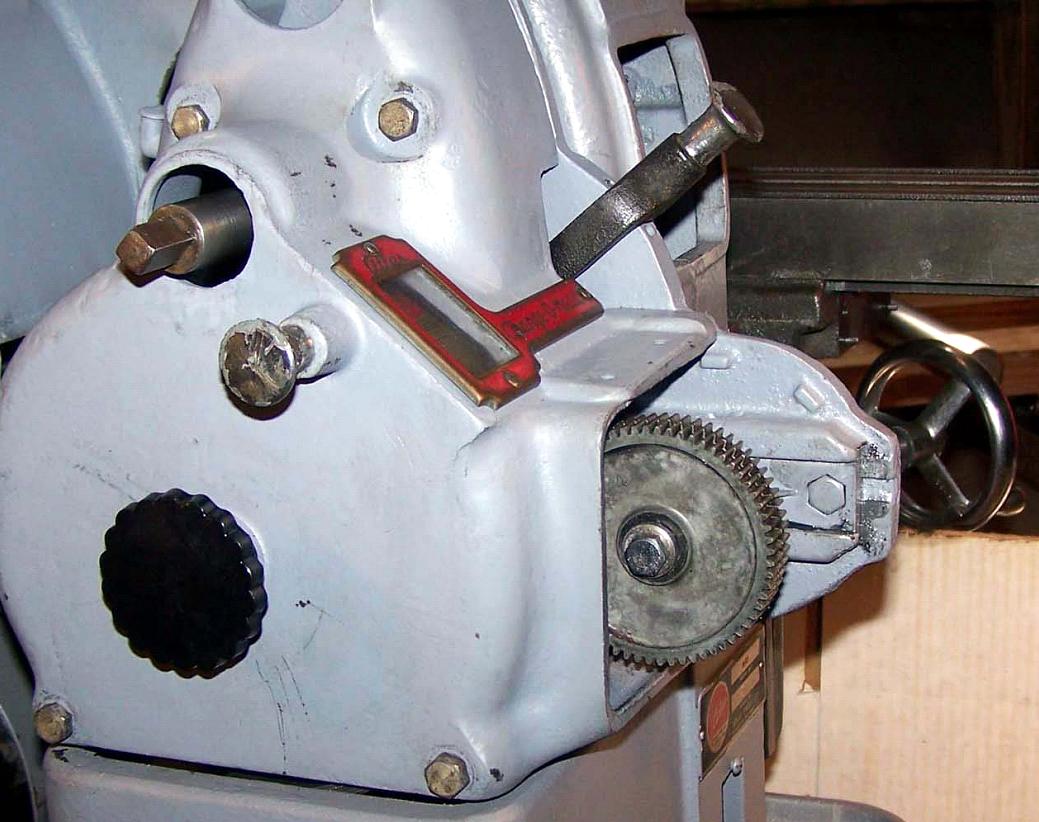
The first picture below shows the miller as introduced in 1941; in later years the tough but cosmetic and (unnecessary) cover above the overarm and spindle was dropped - it's original aim perhaps being to make the miller look more up-to-date than it was and hint at a dovetail located arbor support. With the cover gone (the basic model designation changing as it did so from "MFB" to "MFC") it was possible to mount a bracing bar between the knee and arbor end (at the same time the rear cover was altered). The miller could be purchased in various forms (at varying prices) with or without an integral motor and countershaft unit and with a choice of screw or lever feeds to the table. In the first catalog (later ones were altered) the different types were listed follows: "MI" - a plain miller with all-screw feeds by hand and less belt safety guards and without a motor; if guarding was required the MI-G could be ordered. Models for production work included the belt-guarded MH-G with rack-and-pinion lever feeds to the longitudinal and vertical movements and screw to the lateral. If belt guards were not needed, the model MH was available. Power feed to the table was also offered and worked through an ingenious 32-speed drive known as the "Change-O-Matic" - a device similar to the "Pick-O-Matic" carriage-feed assembly offered as an extra on 10-inch Atlas lathes for a short time just after WW2. The unit was covered by a large cast-iron housing that doubled as the carrier for the gear train and provided rates of feed between 0.186" and 11.25" per minute - a window on the face of the Pick-O-Matic cover showing the table feeds available whilst a large knurled knob, protruding from the left-hand face, selected the desired feed speed. Models with power table feed included the MF-G with belt guards and the MF without. As a further adoption of lathe practice the direction of table travel could be quickly changed by a neat, lathe-like tumble reverse mechanism. All feed screws had Acme-form threads with that for the knee elevation being a telescope type that saved space and allowed the machine to be bench mounted without the need for the screw to drop down into the cabinet. Table travel was 9.1875" longitudinally, 3.375" in traverse and 6" vertically.
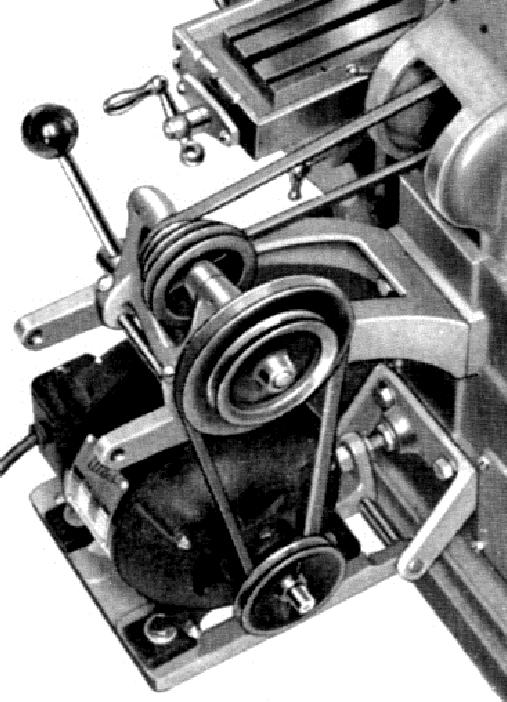
Unusually, the machine incorporated a 6.5 : 1 ratio "backgear" (3/8-inch wide, 20 pitch gears) with the shaft spinning in Oilte bushes) that gave, on machines made from 1941 to 1944, a total of 16 speeds from 54 to 3225 r.p.m. - a very useful range, especially the slow speeds which, being gear-driven, could transmit lots of torque and enabled remarkably heavy cuts to be taken. To obtain 16 speeds the first countershafts used a motor with a 2-step pulley driving a shaft that ended in a 4-step drive to the spindle. However, the high top speed must have been considered unnecessary for, by 1945, a number of changes in specification had been made including reducing the number of speeds first to 12 and then to 8 (by substituting a 2-step pulley for the 4-step) and the range compressed to 62 to 2879 r.p.m. With belt guards now standard across the range the new model designations (per the catalog) became: MFB when fitted with a motor and all-screw feeds to the table and M1B if less motor and arbor. When fitted with lever table feeds the label was MHB -though this version did not, as standard, have a motor or arbor supplied as part of its regular equipment.
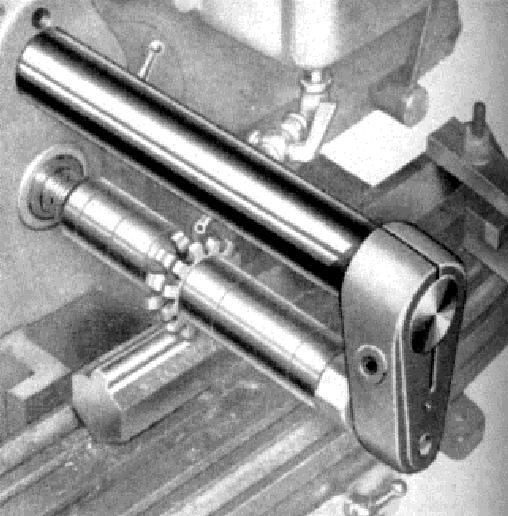
An 18.5" x 20.5" cast-iron foot plate was used beneath the column and the machine stood 22" high, 32.5" wide and 25.5" deep. The 1" diameter No. 2 Morse taper spindle carried a 10-pitch NF thread, ran in Timken tapered roller bearings and was driven by a side-mounted, 0.3 hp motor held on a neat, self-contained all-V-belt-drive countershaft unit running in Oilite bushes. The arbour could be supplied in either a 1" or 0.875" diameter. The drive belt was an unusual size of steel-band reinforced V belt - which has caused some replacement problems in recent years; one solution is to use a "Wedge belt", a deep-sided, heavy-duty version of the standard V belt. Unfortunately the 2-step motor pulley was also a non-standard Atlas item: the two diameters on this motor pulley have been measure as 3.35" and 1.75" and also 3.2" and 1.85". Only one set of figures for the driven pulley is available: 4.45" on the larger diameter and 3.20" on the smaller.
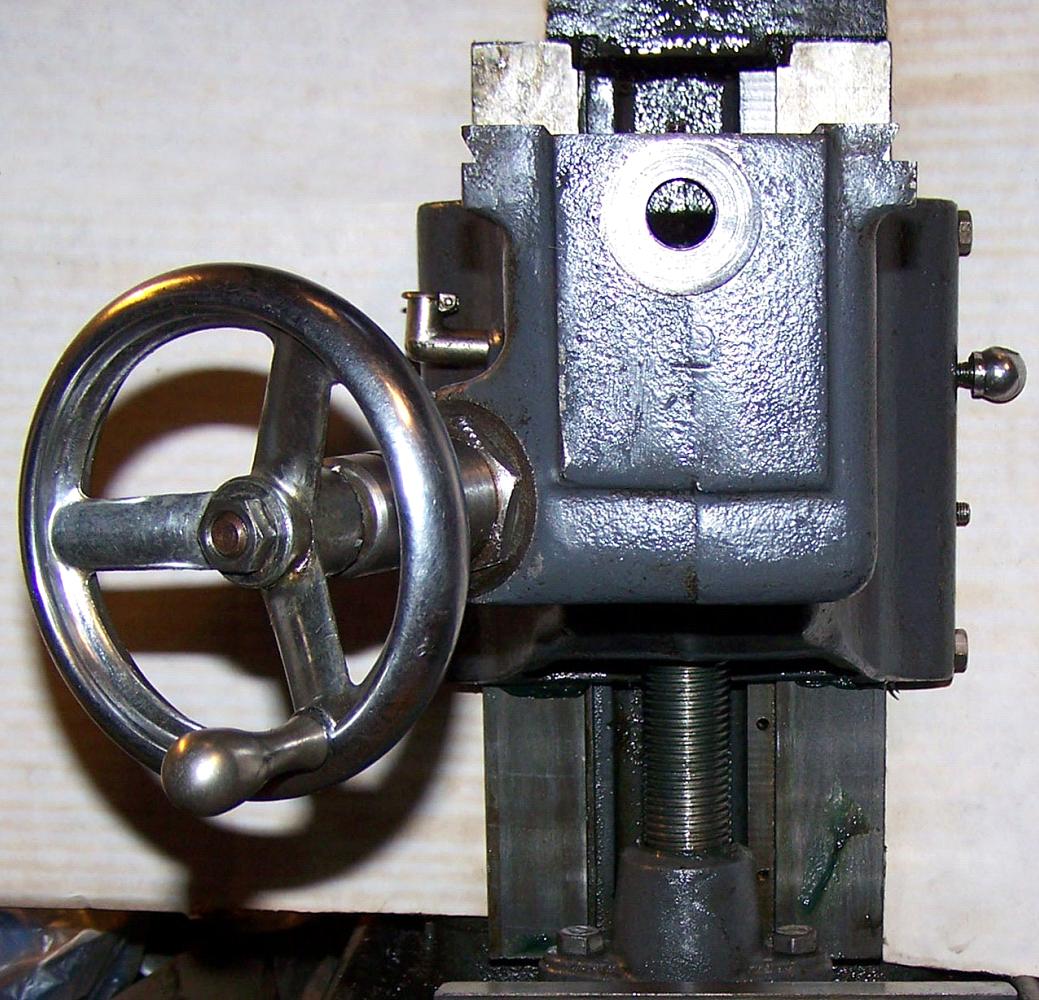
A solid steel 11/2-inch diameter bar 14.5-inches long formed the overarm, supported at its outer end by cast-iron bracket fitted with an "Oilite" bronze bearing. Made from a heavy grey-iron casting the 4.5" x 18" table was 13/8" thick and finish ground with three slots - the central one being a conventional type whilst at either side V-slots were provided for holding bar stock. A range of bolt-on accessories was available including a swivel-base machine vice; a 51/2" diameter rotary table (that shared a base casting similar with that used on the Atlas four-bolt shaper vice); automatic (pumped) and gravity-fed coolant systems; index centres with 9 index gears of: 36, 40, 44, 46, 48, 52, 54 and 64 teeth; an outboard arbor support; light unit; both wooden and metal cabinet stands - and the usual selection of bought-in side-and-face cutters and slitting saws.
If any reader is able to provide a set of high-definition pictures of an original Atlas or Craftsman milling machine the writer would be pleased to hear from you..
|
|