|
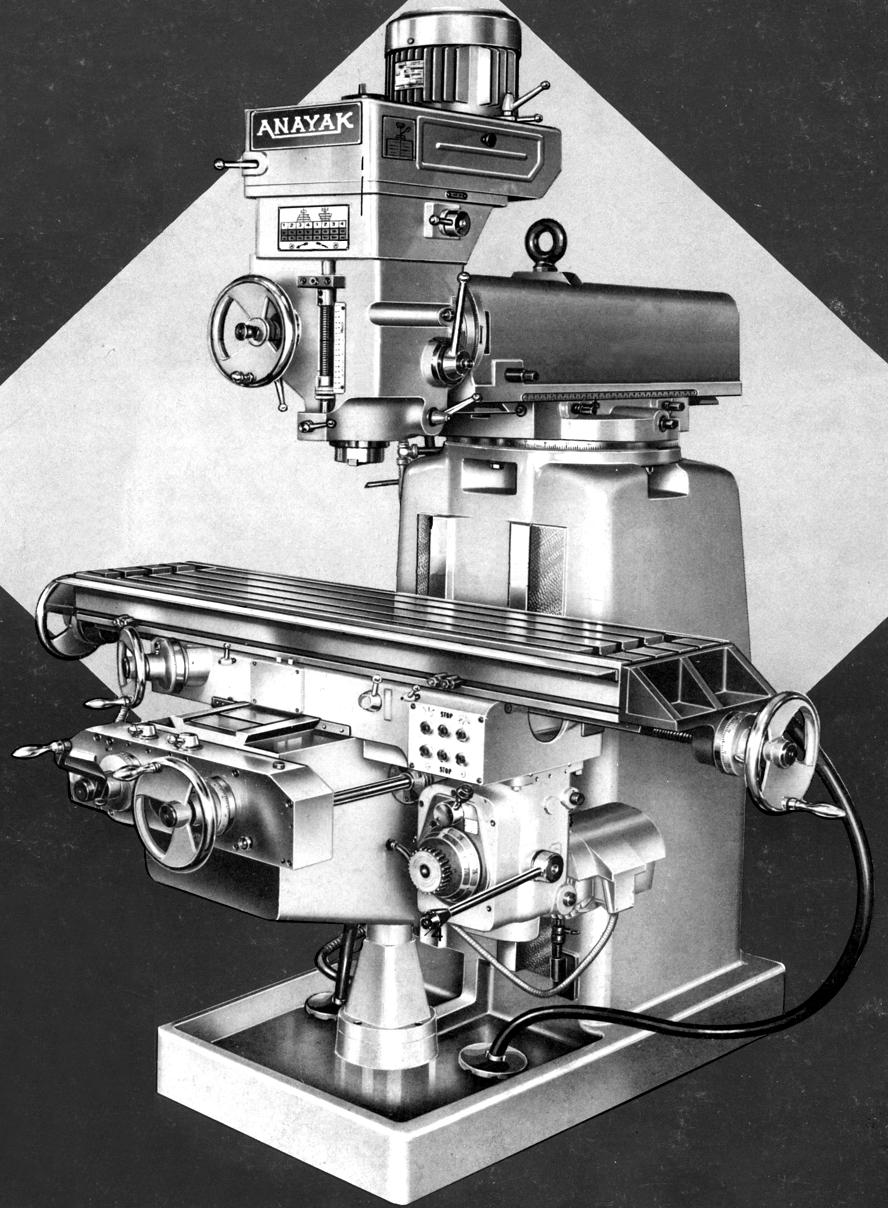
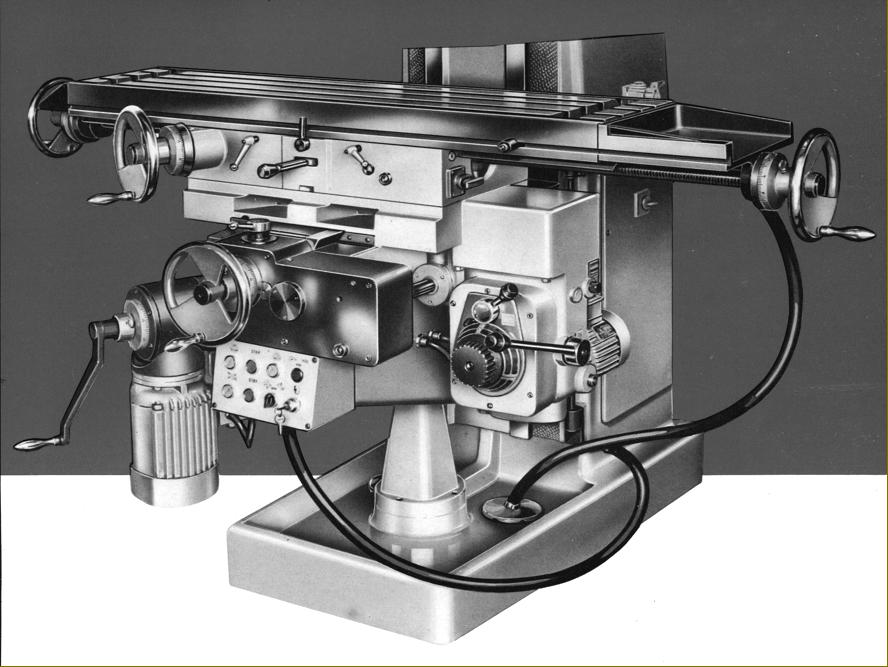
Mechanically identical in respect of their major components (except for the size of table - 12" wide on all versions and 49" (1245 mm) long on the F3 and 52.75" (1340 mm) on the F4) these millers were really just one model offered with different specifications and both able to carry a job weighing up to 1200 lbs (554 kg). Fitted with three T-slots 0.6" (15 mm) each wide on 2.5" (65 mm) spacing, the table on the FV-3 had a longitudinal travel of 37.5" (952 mm), in traverse of 15.75" (400 mm) and vertically of 19.75" (500 mm). When fitted with optional power longitudinal attachment (a 0.75 h.p. motor and gearbox unit fastened underneath the right-hand side of the saddle) the table travel on the FV-3 was reduced by 6" (150 mm) - a considerable sacrifice. Fitted with the power-feed box as part of its standard equipment the FV-4 had (surprisingly, despite its longer table) the same 31.5" (800 mm) of longitudinal travel as the FV-3 and shared the same movements in traverse and vertically. Twelve rates of table feed were fitted that gave a good spread spanning 0.5" to 20.875" (12.5 to 530 mm) per minute both along and across, At extra cost (and driven by the same motor) a single rate of longitudinal rapid traverse of 84.625" (2150 mm) per minute could also be fitted. On the FV-3 vertical travel was by hand only but on the FV-4 a power feed was fitted as standard, the rate being set at between 0.25" and 10.875" (6 to 275 mm). On both machines rapids could be fitted to all directions of table feed (even to the FV-3 without a power vertical drive) with the rates set longitudinal and in traverse at 85" (2160 mm) per minute and vertically at half that rate. The engagement of rapids was controlled by the usual spring-loaded safety handles that required holding down to maintain the drive. Both models were fitted with handles at each end of the table together with a third, set an angle at the front and driving rack-and-pinion gearing - an arrangement that allowed the operator to move the table when standing at the front of the machine. While early models had unprotected cross and vertical ways, later versions were given simple sheet covers in plastic
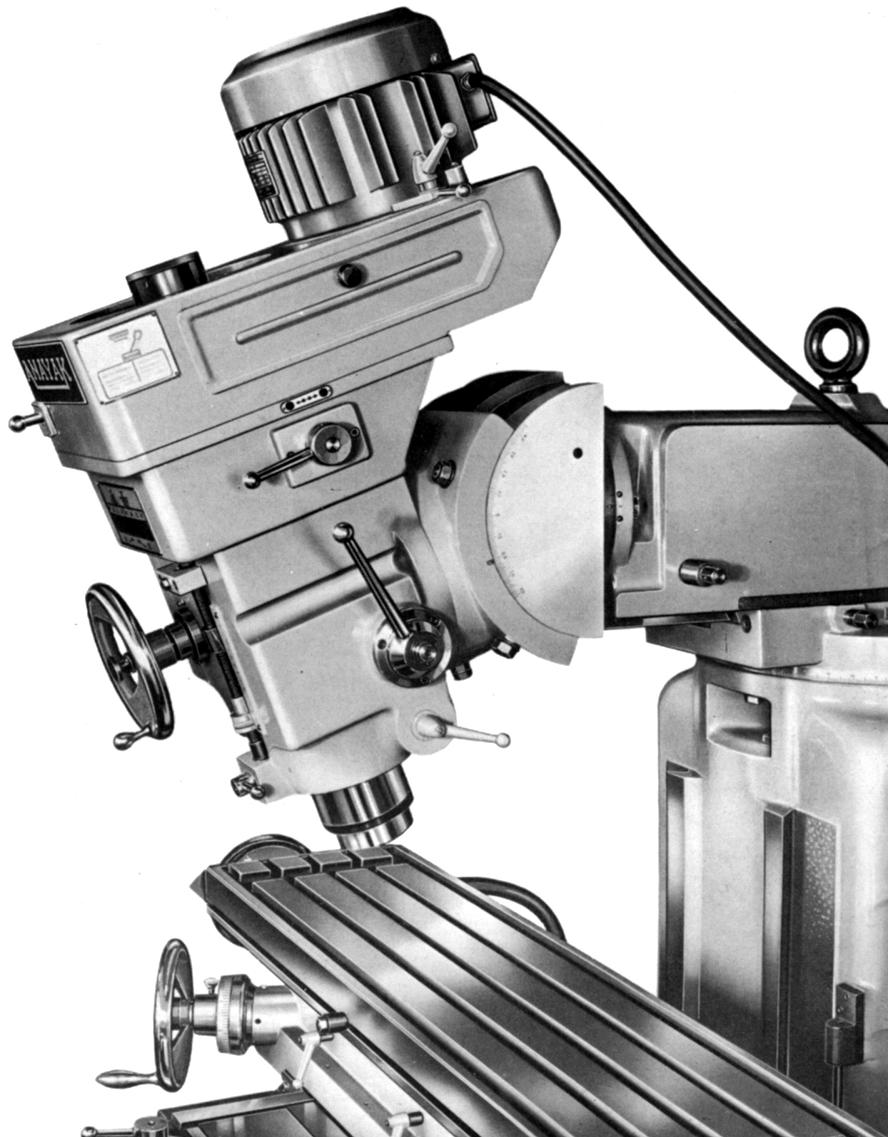
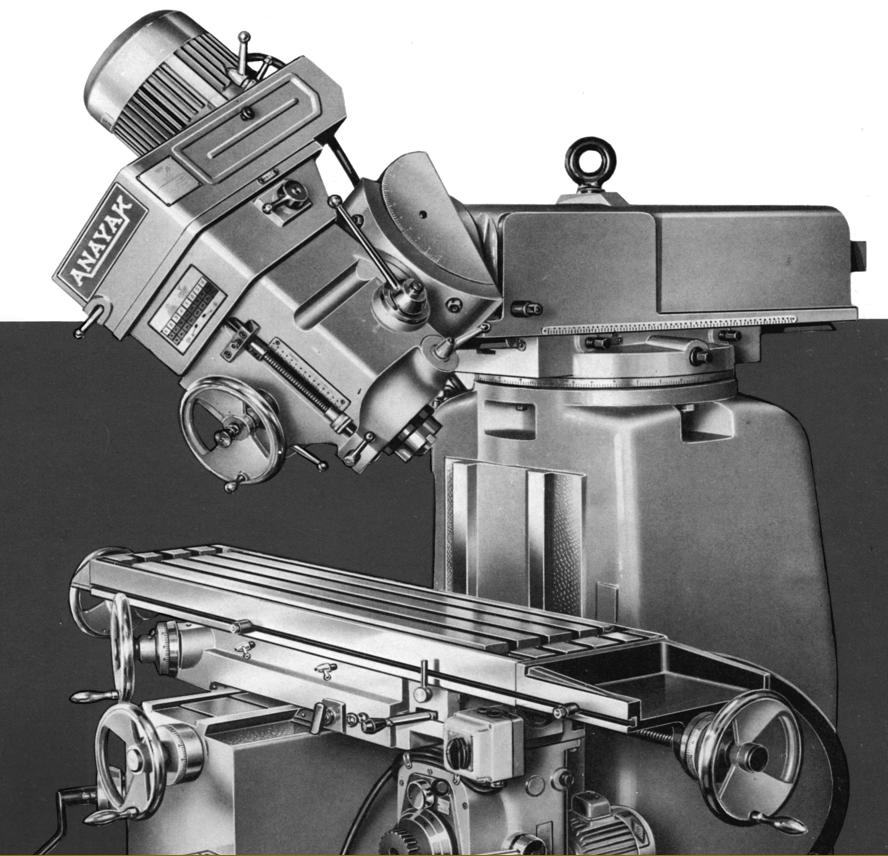
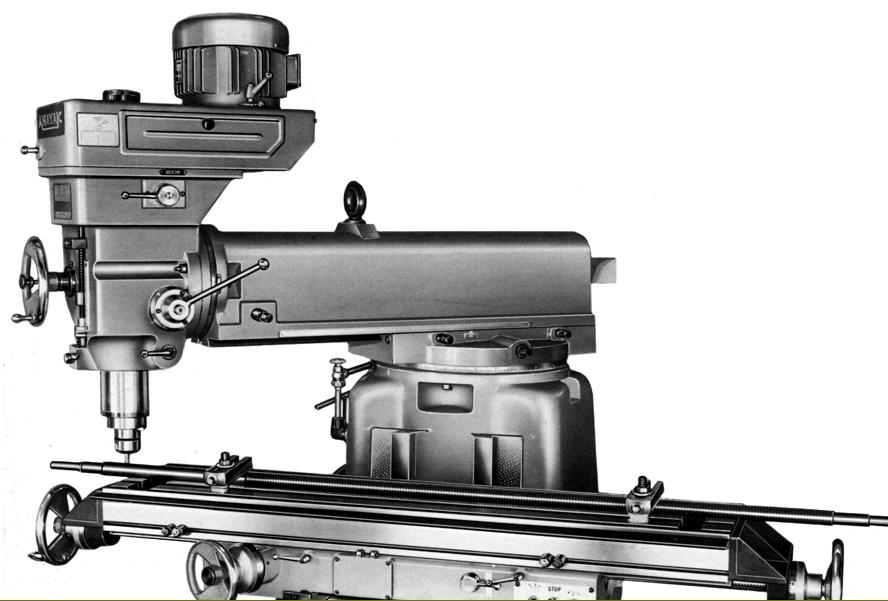
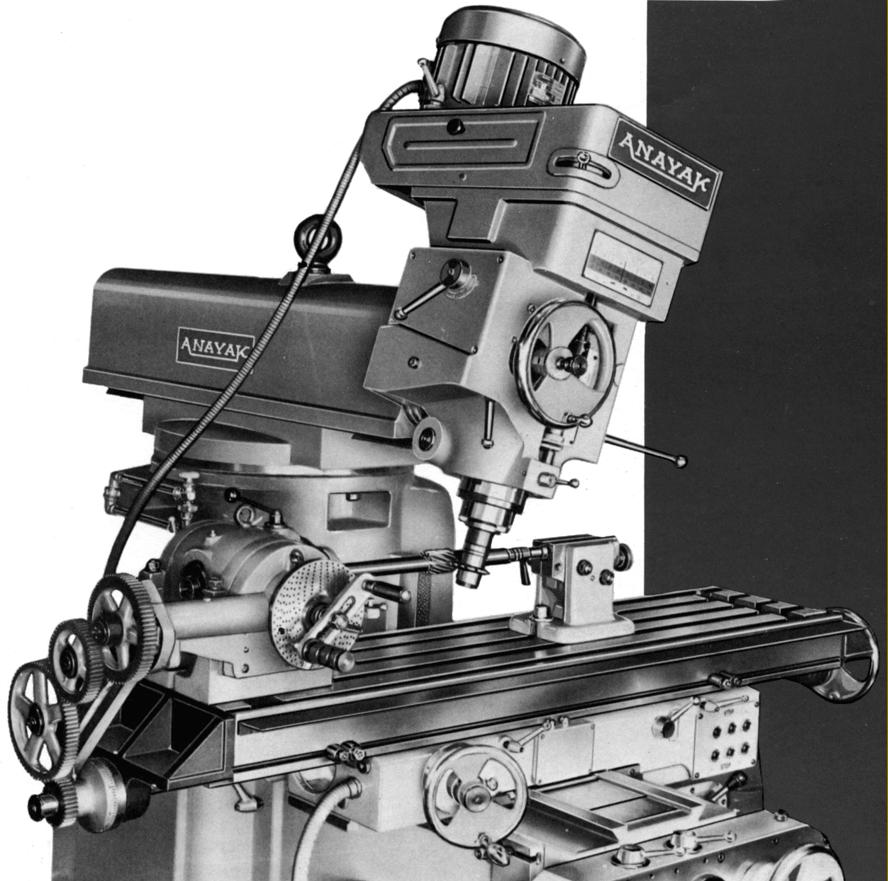
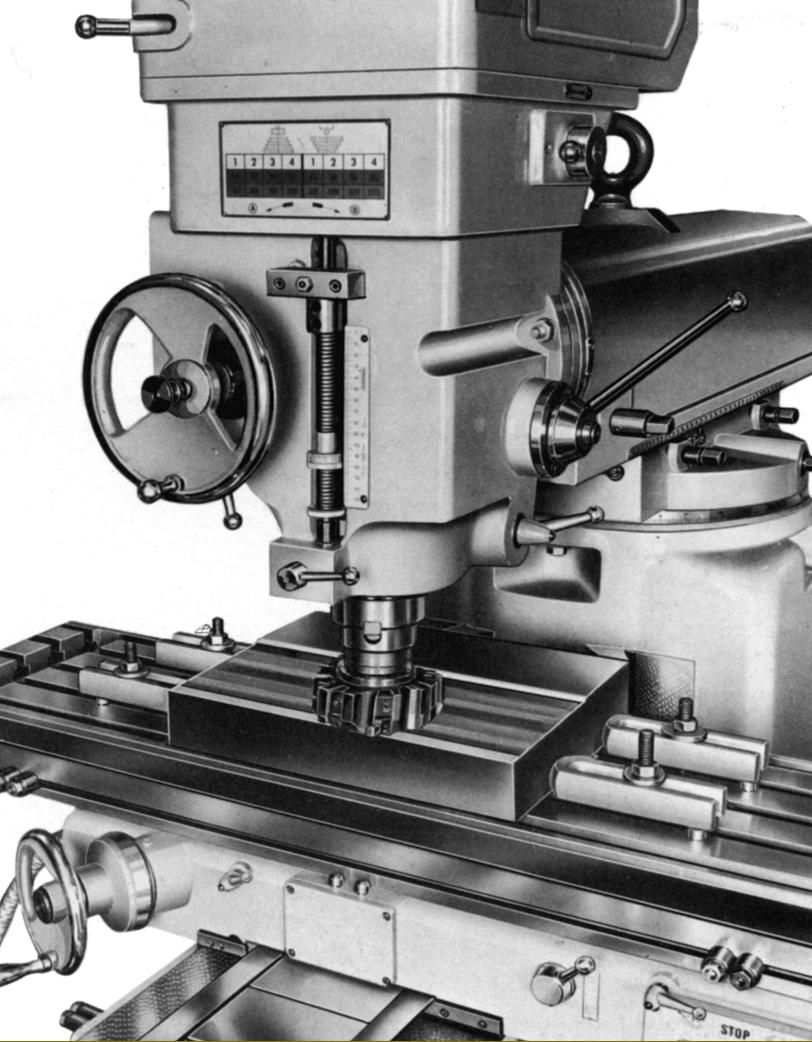
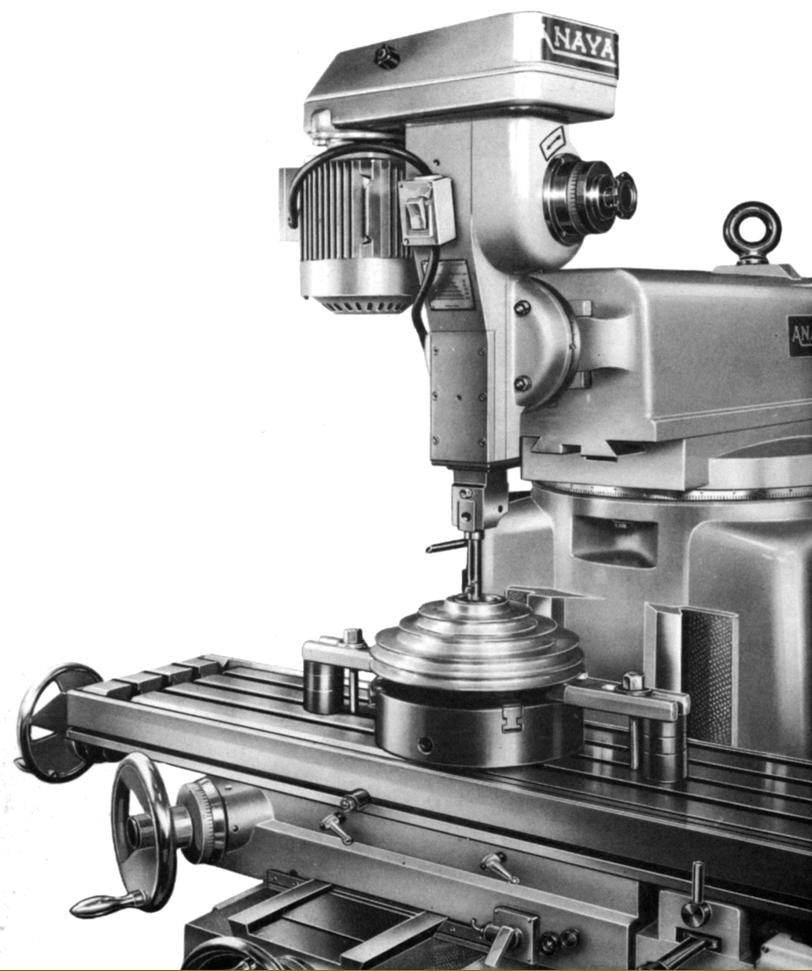
Able to be turned through 360° on the column, rotated by worm gears through 180° on the longitudinal line, the head on both the FV-3 and FV-4 had an in-and-out (ram) travel (operated by rack-and-pinion gearing) of 25.25" (640 mm). All heads used a simple-belt V-belt drive system (there appears to have been no variable-speed option) that required the operator to slacken a clamp, pull the motor forwards, move the belt from pulley to pulley and then re-tension the drive. As the height from floor to belt-cover was around 74 inches (1.8m) this would have been an awkward, standing-on-tip-toes job. Heads were as standard with a powerful 2-speed 3-4 h.p. motor that gave sixteen speeds spanning a range of 50 to 2550 r.p.m. For the slower speeds a backgear-like speed-reduction mechanism was fitted (as on the Bridgeport) that used hardened and ground gears.
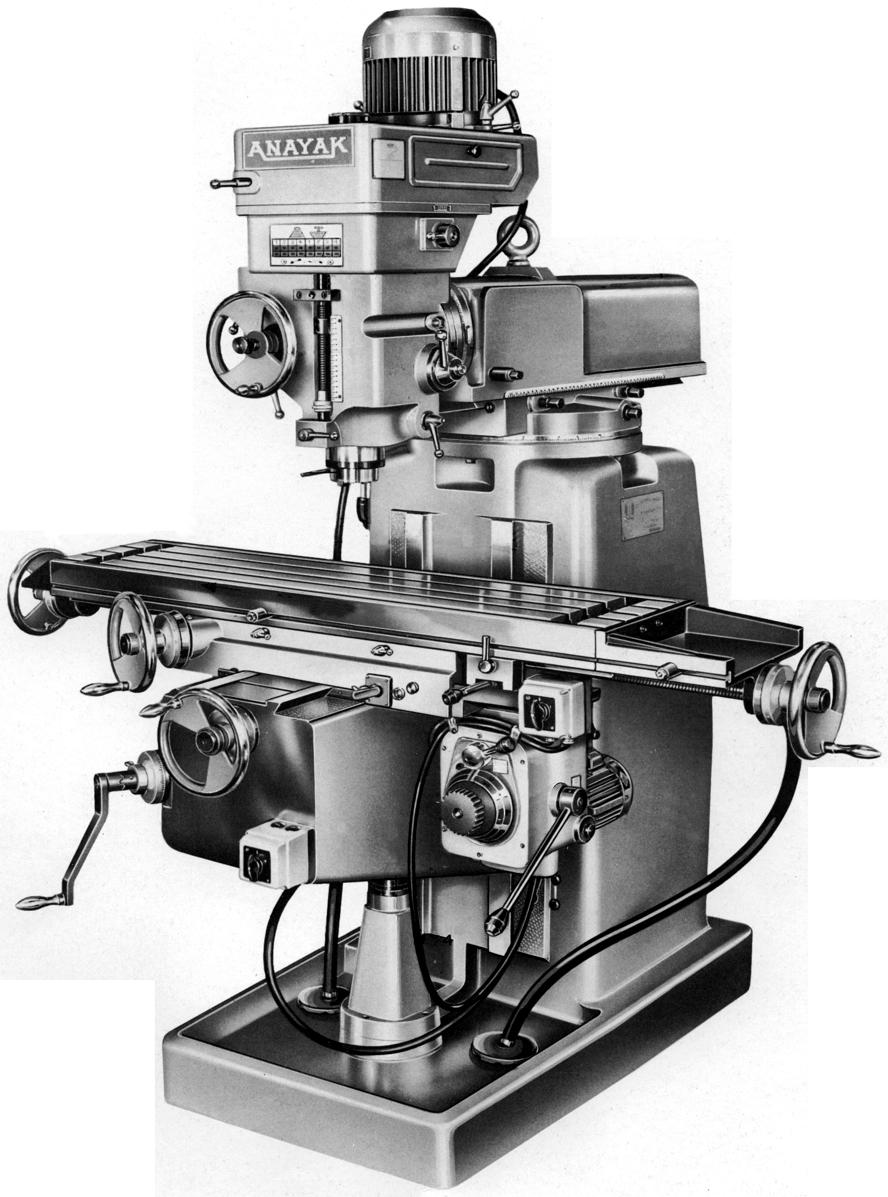
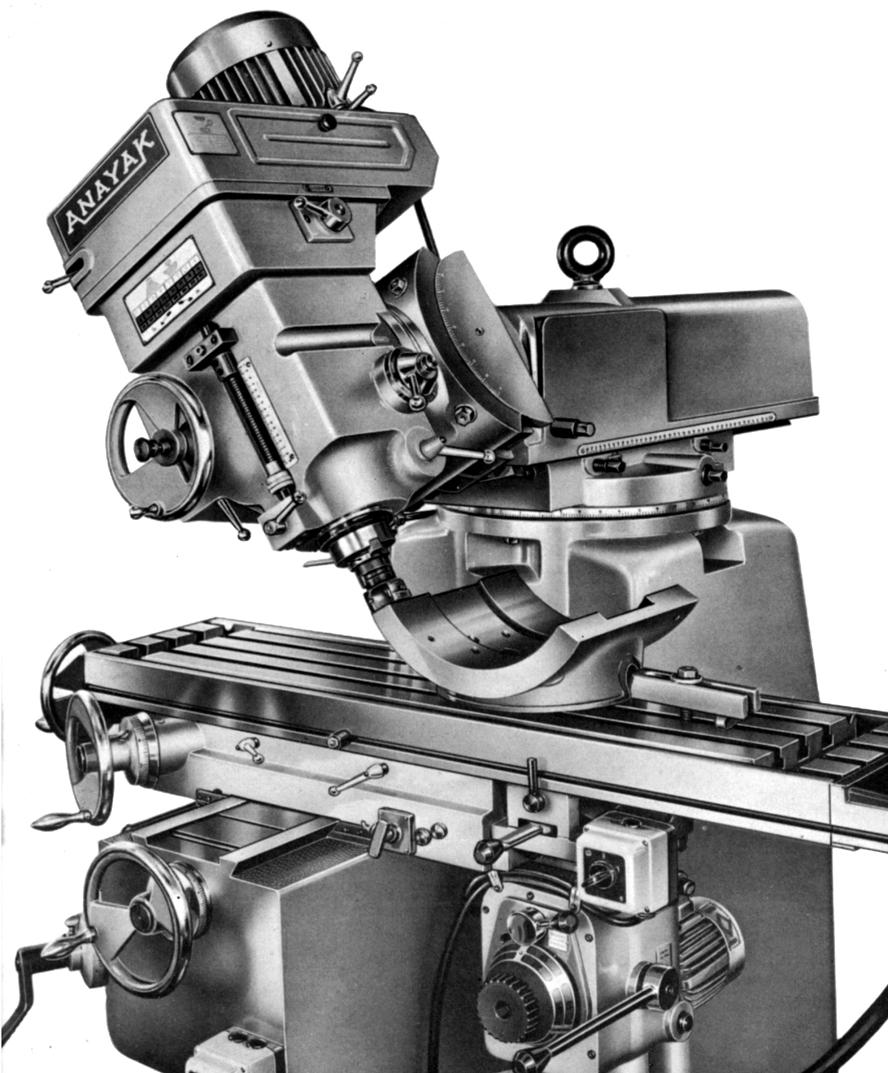
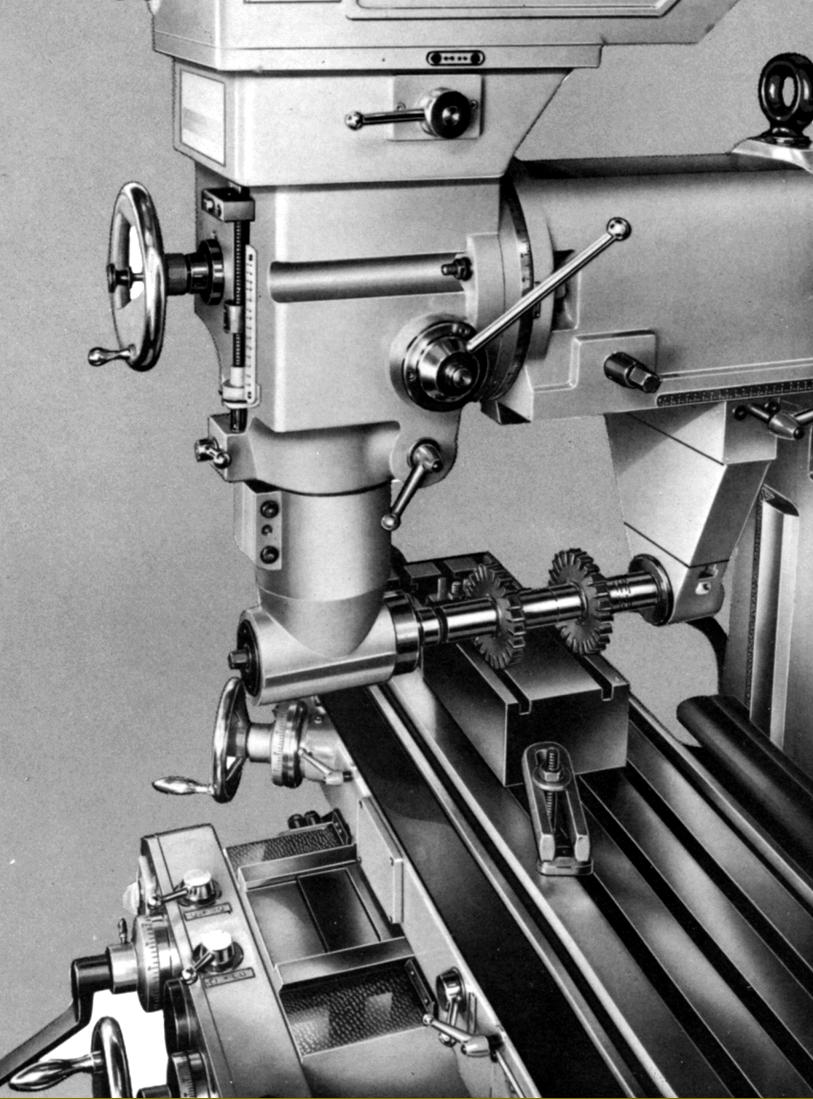
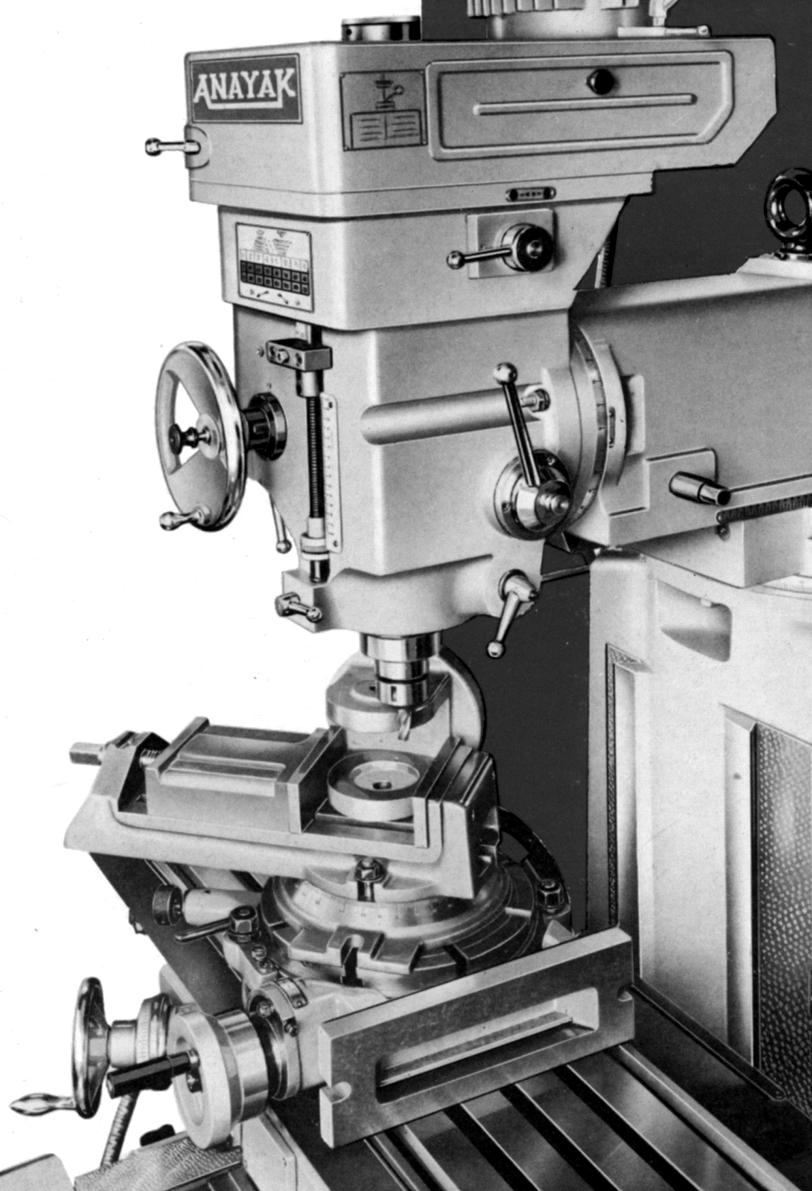
Unlike the smaller Anayak millers, the FV-1 and FV-2, the two larger models were not fitted as standard with a "nodding" head. Instead, this facility was offered as an option and (in place of the usual less rigid clevis joint) used a ram-end adapter formed with a convex semi-circle of its front face to which the standard head (fitted with a similar concave unit on its mounting face) was bolted. With huge contact faces spread over 180°, the rigidity was much improved and head held firmly despite its considerable weight (though it did incur the disadvantage of increasing the distance from spindle line to the inside face of the column by 7.25" (184 mm)). Equipped with this fitting the head could be swivelled 90° (45° forwards or backwards) across the table as well as 180° in the table's longitudinal direction (see the illustrations below for details).
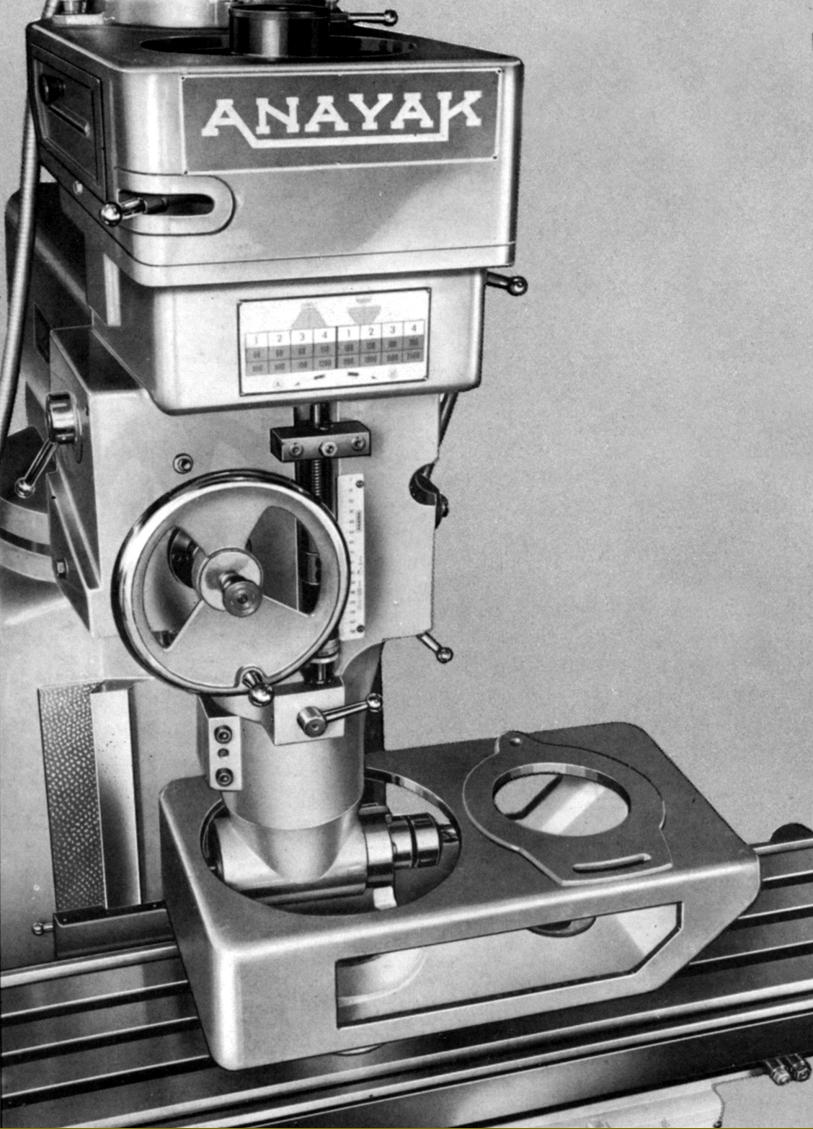
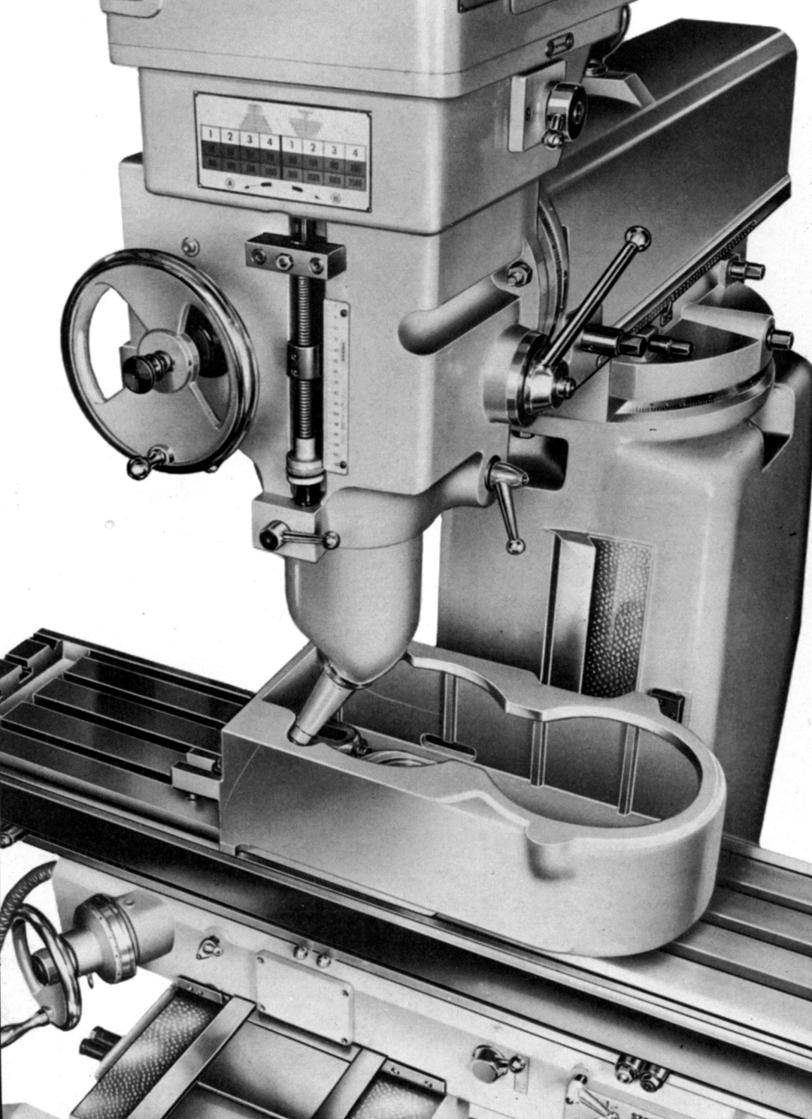
With a quick-action hand-lever for drilling and a handwheel for fine feeds, the spindle had 6" (150 mm) of travel under hand or power feed - the latter with three rates set at 0.0015", 0.003" and 0.006" (0.038, 0.76 and 0.152 mm) per revolution and fitted with automatic, pre-set disengage. Late models had, for some markets, an electronic infinitely-variable speed drive on the power downfeed - though what the rates were is not known. Just one spindle nose fitting was listed - an ISO-40 - but it is likely that others would have been available to special order.
Special features fitted as part of the standard specification of the FV-4 included spring-loaded handles that disengaged and freewheeled under power, hardened and ground feed screws and a one-shot lubrication system that fed oil to the ways and feed screws.
FV-3u "Universal"
Otherwise identical to the standard machine, the saddle on the FV-3u was made much thicker and so engineered that the table could be swung through 45° each side of central - the arrangement reducing the vertical travel by 3.2"(80 mm).
FV-3T2
Identical in mechanical specification to the standard FV-3, the FV-3T2 was fitted with a wide plate on the end of the ram carrying three T-slots that could accept two vertical heads side by side - these being either the standard 2-speed, 3-4 h.p. type of a special high-speed 4 h.p. version that, while it lacked power down feed, that gave 6 speeds from 290 to 4500 r.p.m. The miller was intended for the machining of simple components in batches, an identical job being set-up under each head.
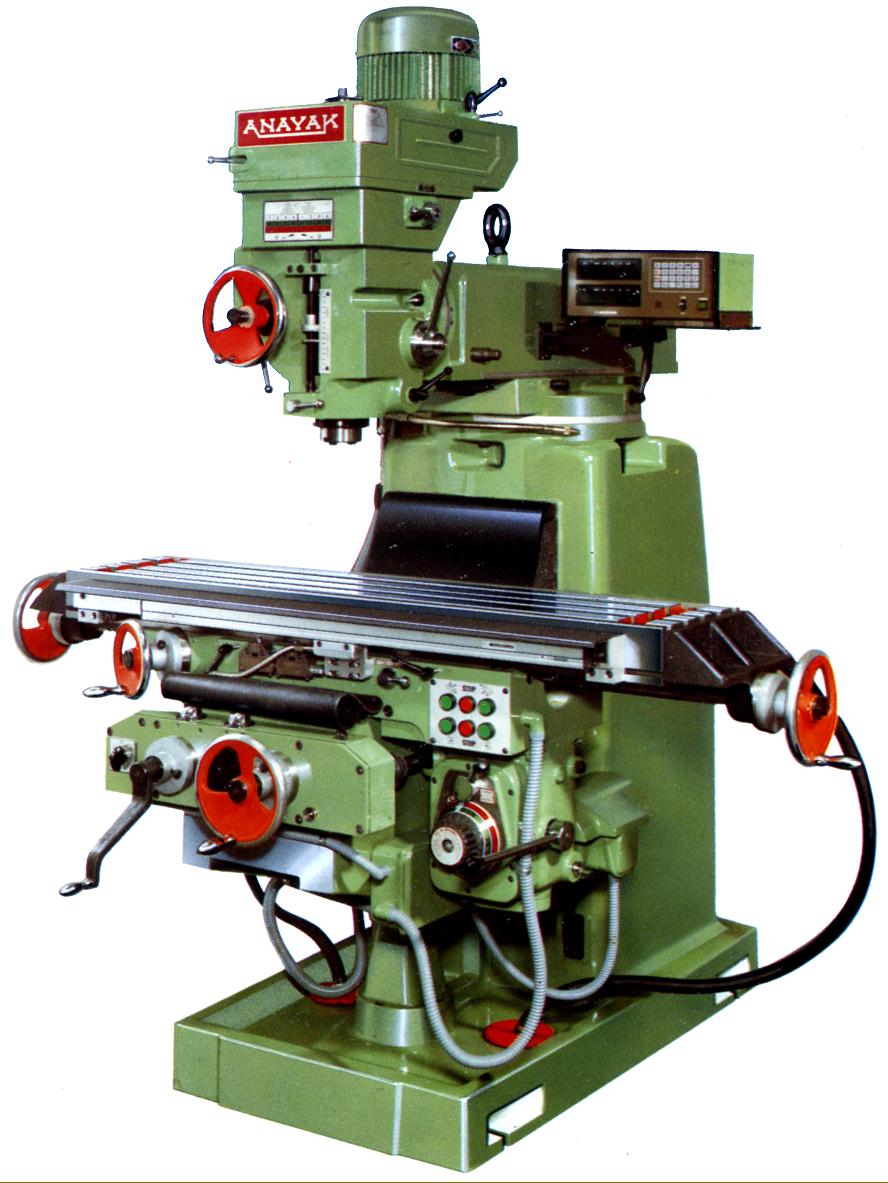
A number of accessories and options (where not fitted as standard) were offered for both types including a self-contained 0.75 h.p. slotting attachment, a cherrying head, a single 8" (200 mm) head raiser block, right-angle, multi-angle and horizontal milling attachments, a universal dividing head (with an optional gear train driven from the table feed screw to allow spiral milling), horizontal and vertical rotary tables, fixed and swivel-base machine vices, optical table-travel readers by O.P.L., an early type of numerical (DRO) positioning system, length-rod and DTI holders, centering microscope, collet chucks and collet sets to fit the various spindle noses, True-Trace hydraulic copying attachments, single and three dimensional SLO-SYN numerical controls, ball feed screws (but only on the FV-3), chrome-plated screws, hardened or chromed-plated ways and a one-shot table and feed-screw lubrication system.
A development of the FV-4 was also manufactured, the FU-205, a more powerful dual-purpose vertical and horizontal type..
|
|