|
|
|
|
|
email: tony@lathes.co.uk
Home Machine Tool Archive Machine-tools Sale & Wanted
Machine Tool Manuals Catalogues Belts Books Accessories
Alexander, Rapid-Lime, Robblak & Planos
Hand-operated Shaping Machine
- the first example being from the collection of Dr. Chris Woodcock, to
whom thanks are owed for the splendid pictures and background information -
Continued on Page 2 Alexander Patents Notes on the Inventor Rapidlime Shaper
If you have an Alexander shaper, please do contact the writer
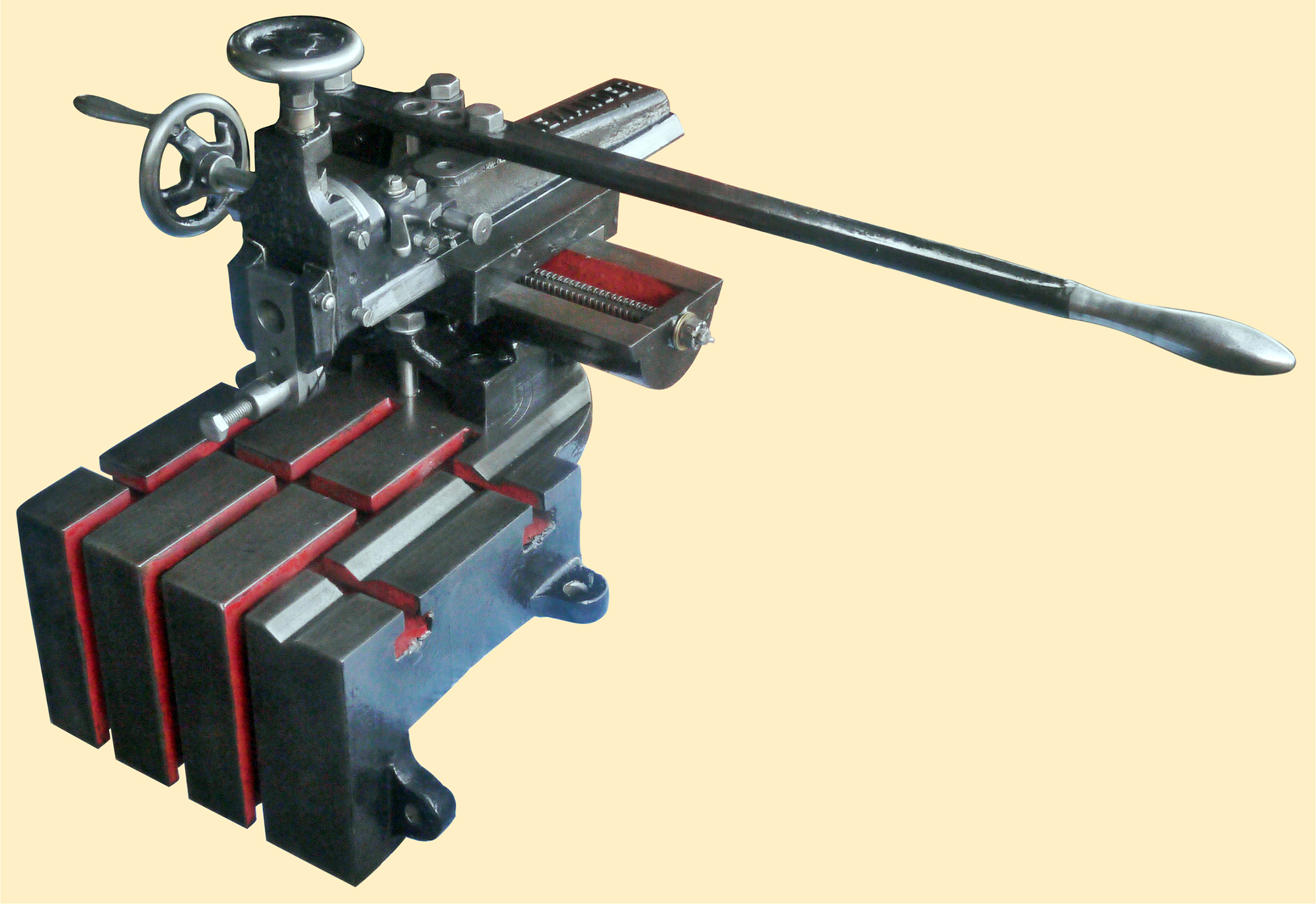
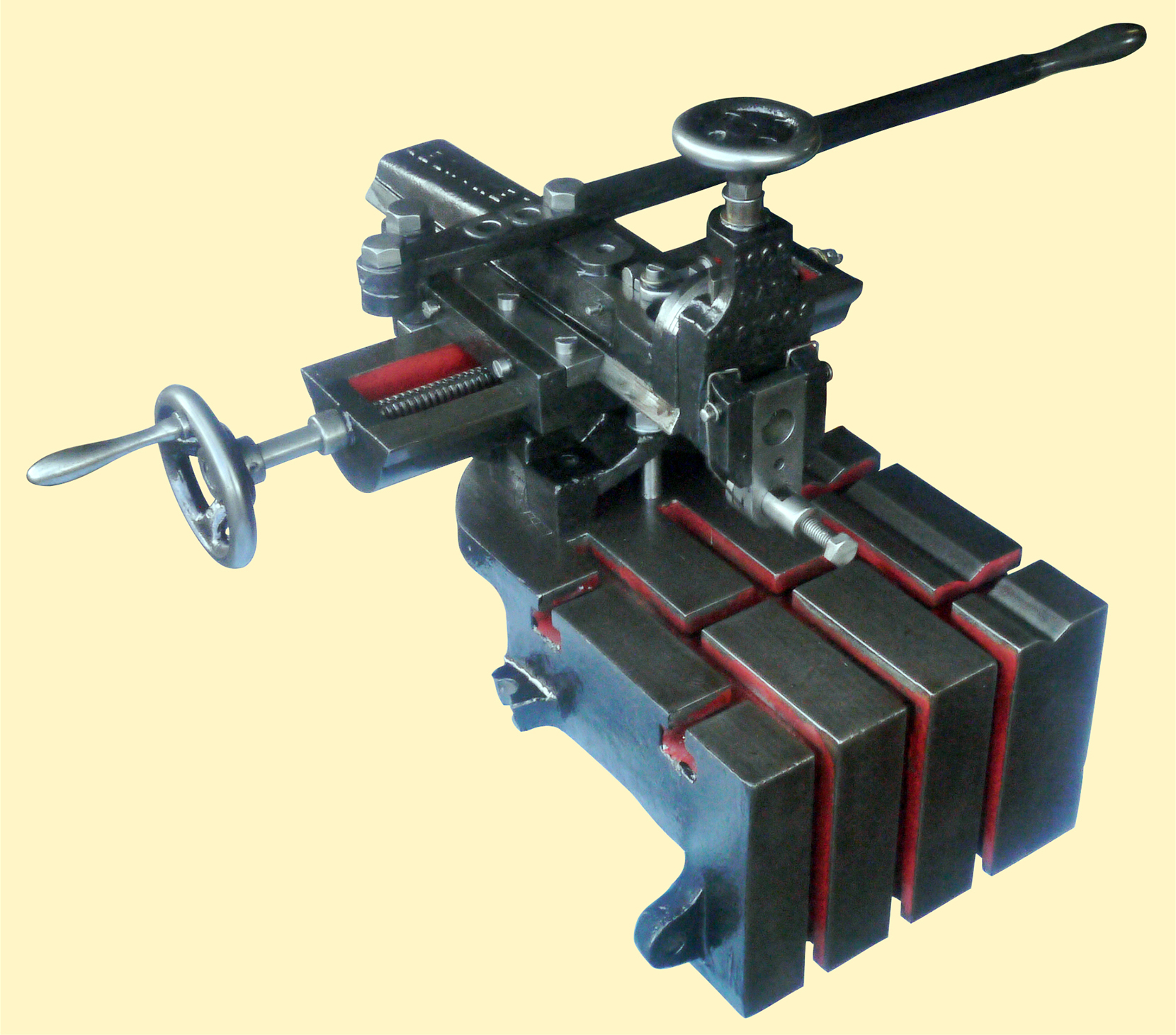
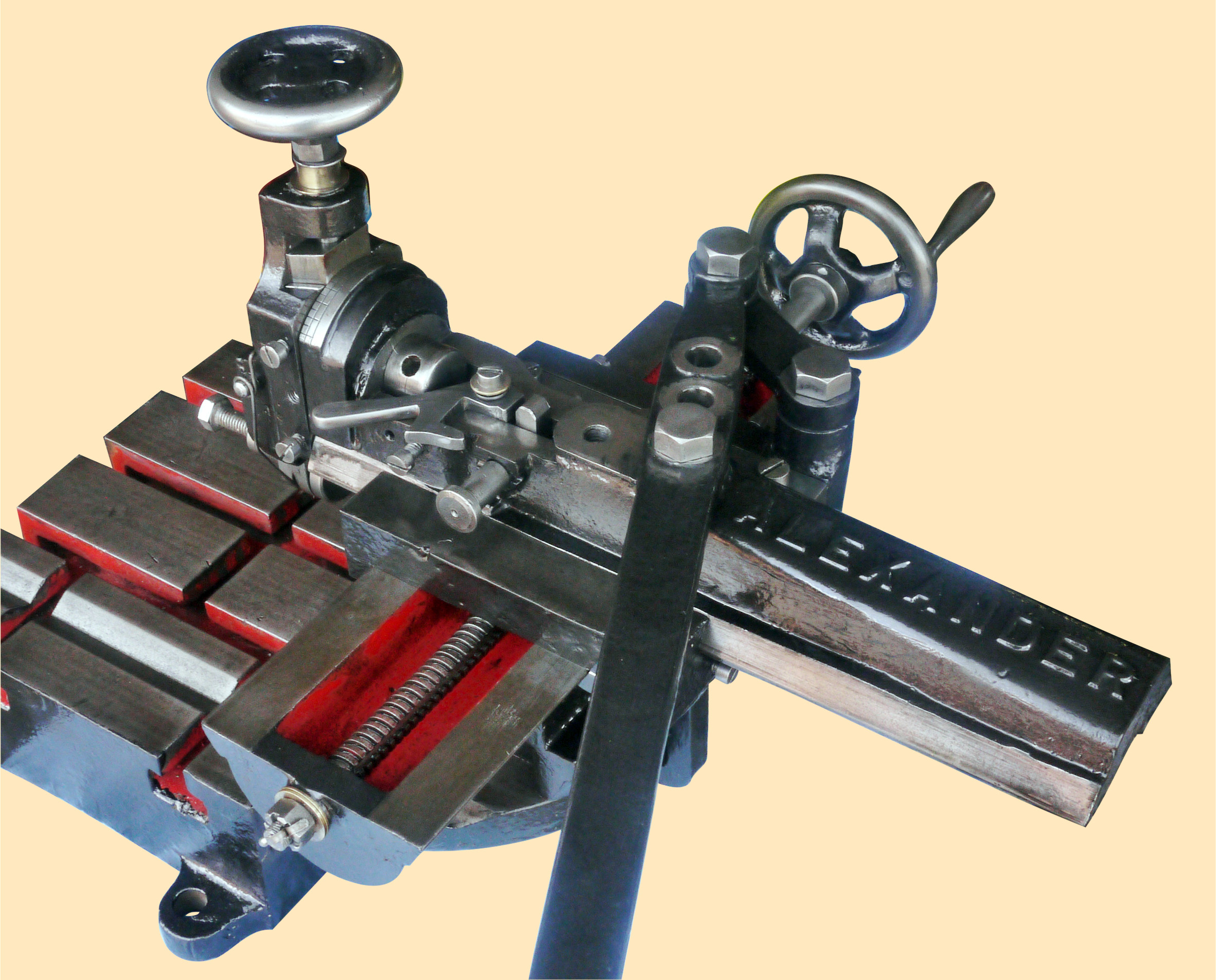
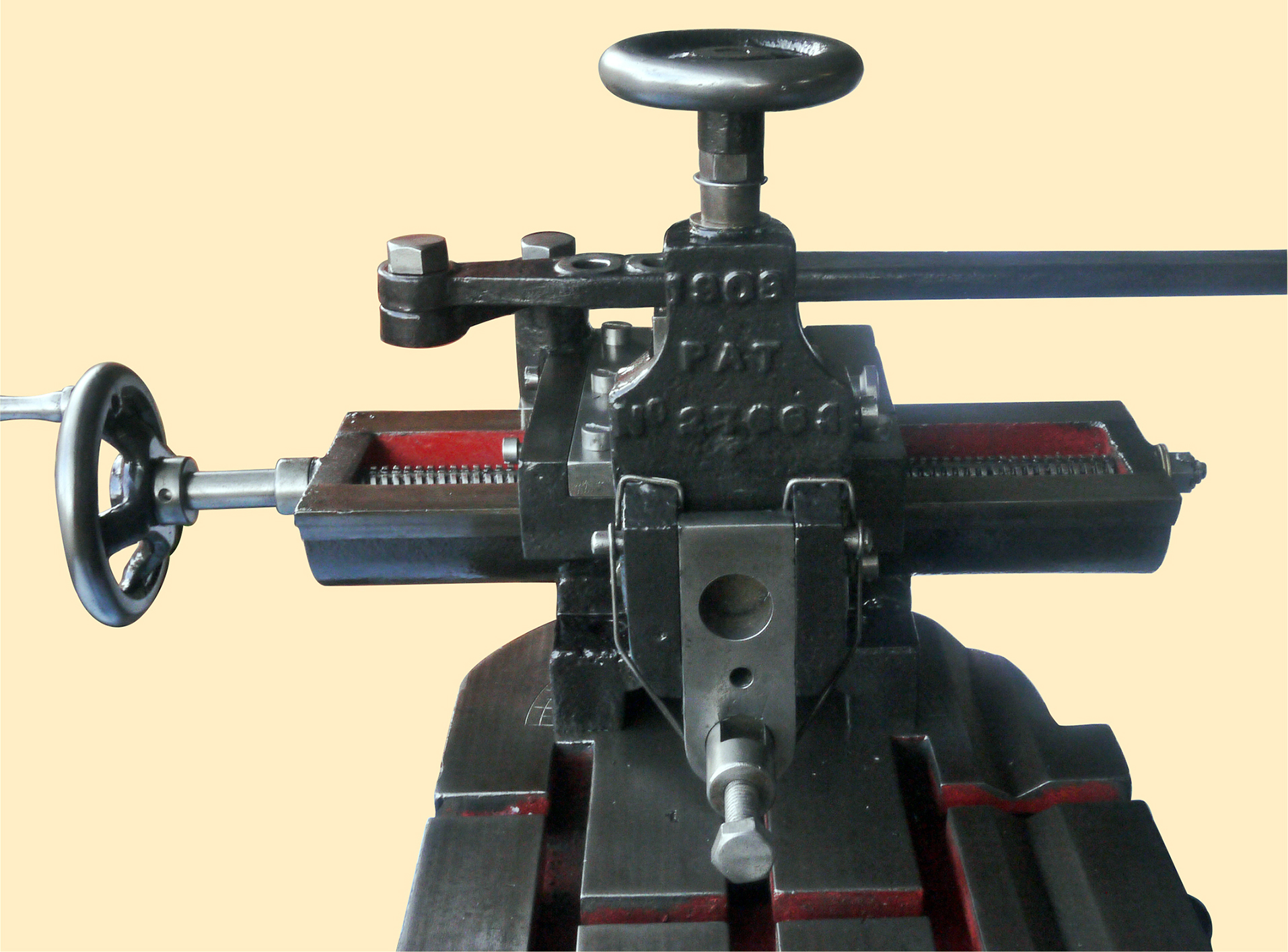
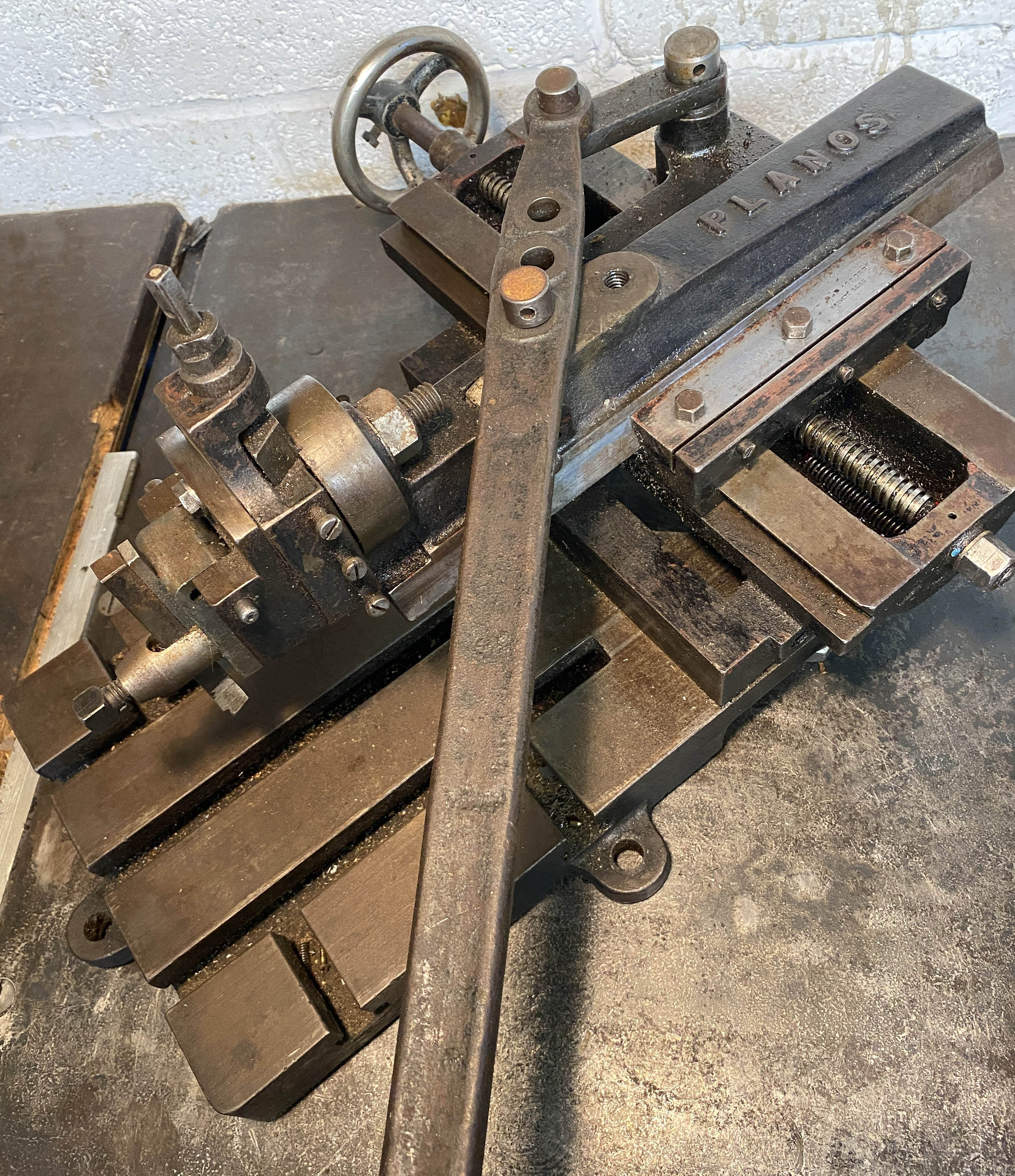
With just six known surviving example known (though one has no maker's marks) all are identical in concept to the French "Rapide-Lime" and the British Robblak. Made in UK, the Alexander was patented, under the reference No. 27633, the application being on the 19th December, 1908 and confirmed on the 27th May, 1909 to the inventor, Mr. Alfred Hindley Alexander. Oddly, the French version (manufactured by de'Armes et de Cycles de Saint-Etienne) was also patented - No. 2304500 Brevette SGDG - and had won awards in London during 1908, Brussels in 1910, and Turin in 1911. However, the Alexander was the more sophisticated of the two, with the entire ram assembly able to be rotated on its base plate and with an ingenious power cross-feed mechanism that mirrored, but improved upon, the French original. In addition, another version has been found, this being labelled as the Brevete S.G.DG with a different patent number and the name Planos into the ram (shown at the bottom of the page).
However, all four versions suffered from the same intractable problem - the table was an extension of the machine's bed plate. While most contemporary machines of the same class were arranged with their table formed as a simple angle bracket that could be slid up and down a machined surface on the front of the bed to provide a coarse height setting (Leyland & Barlow being a good example), on the Rapid-Lime, Robblack and Alexander this function was not available.
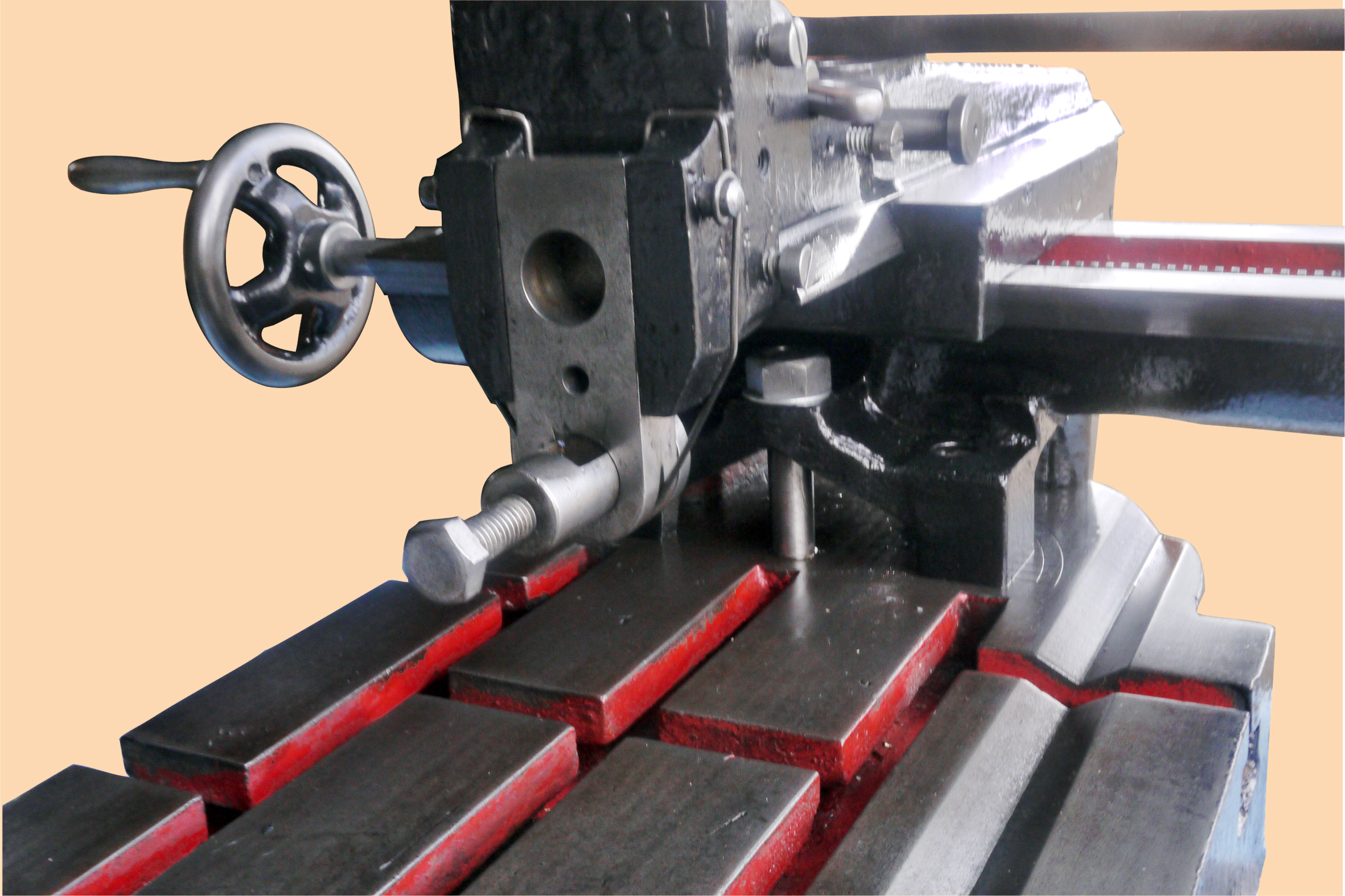
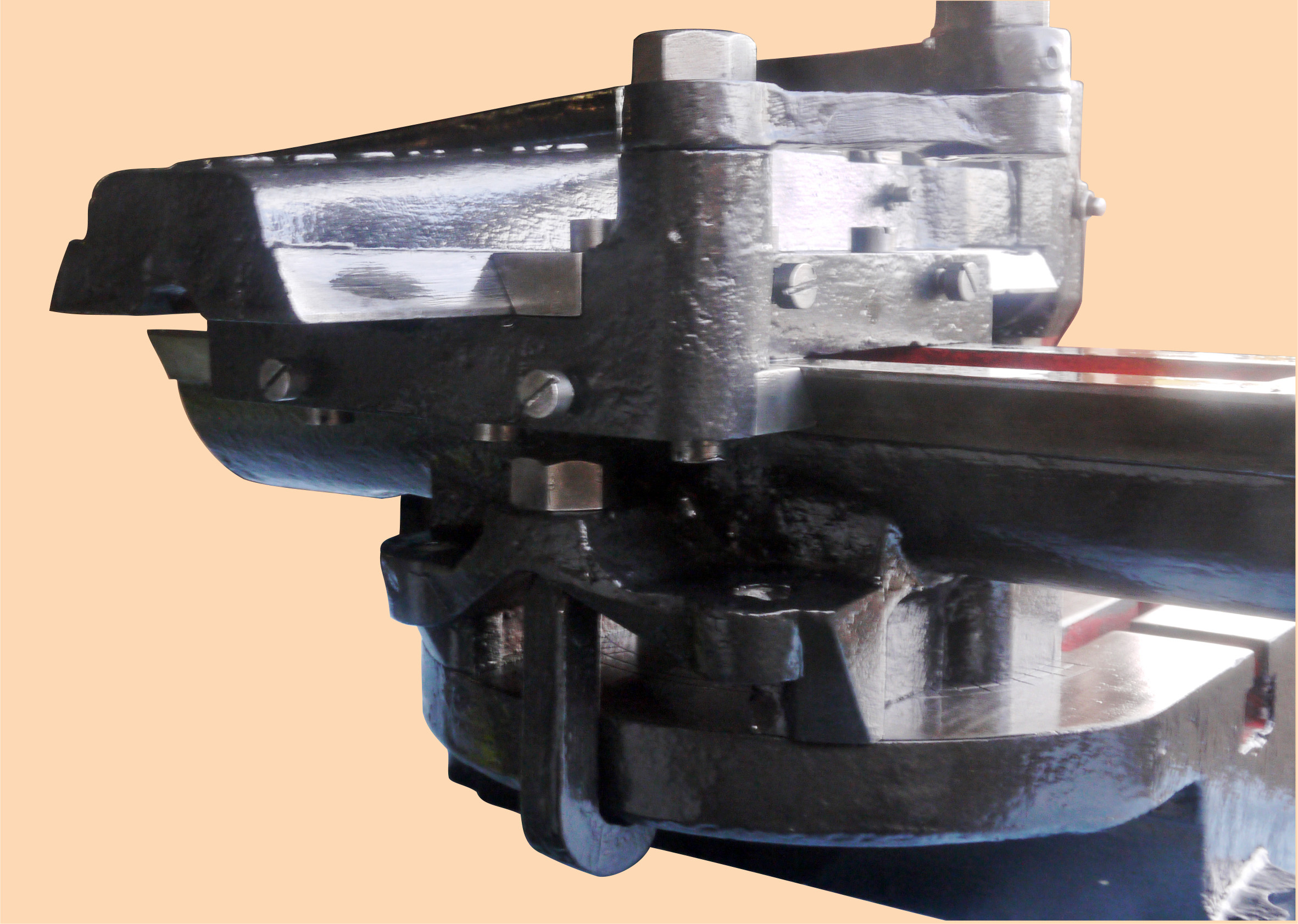
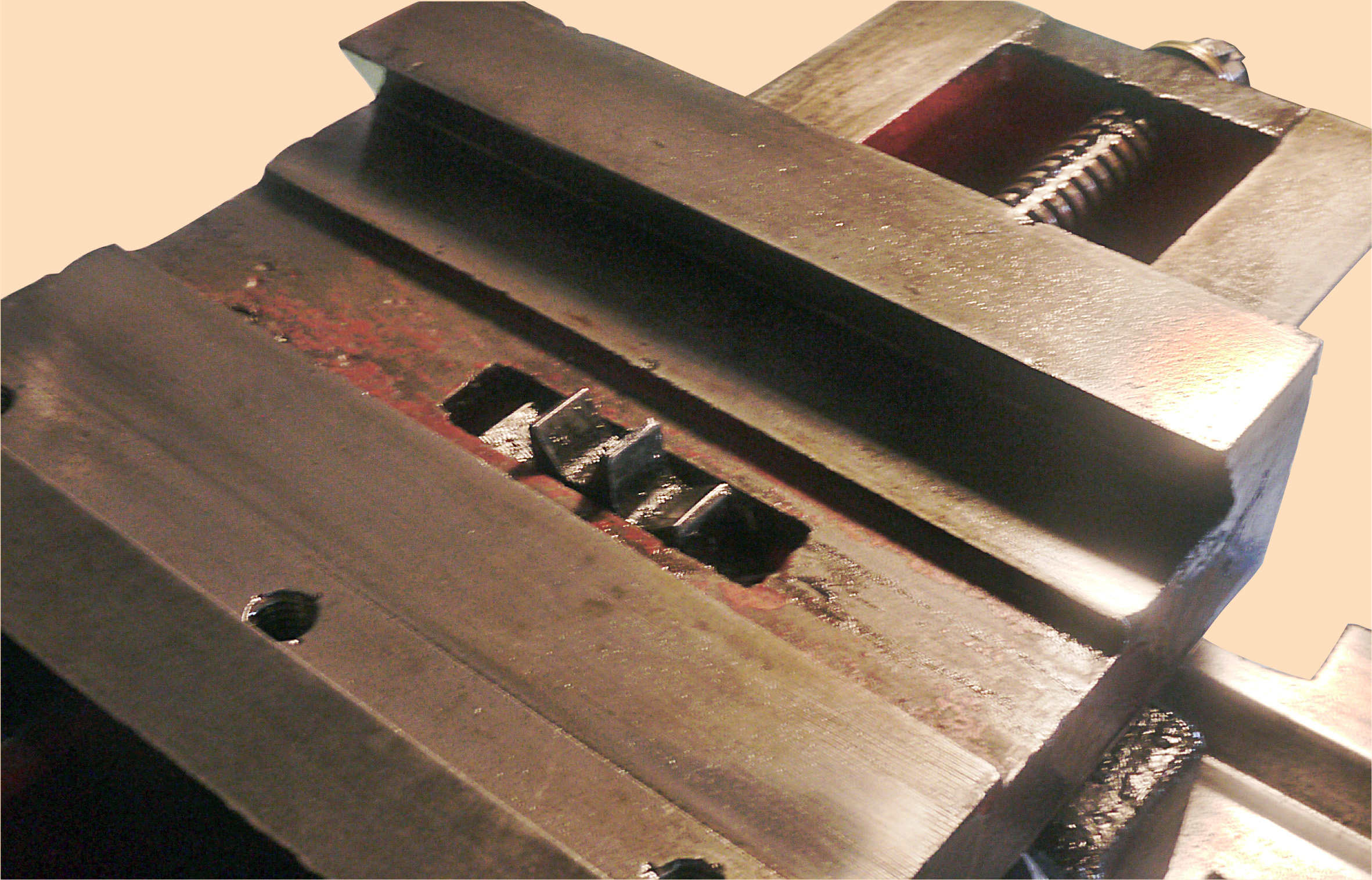
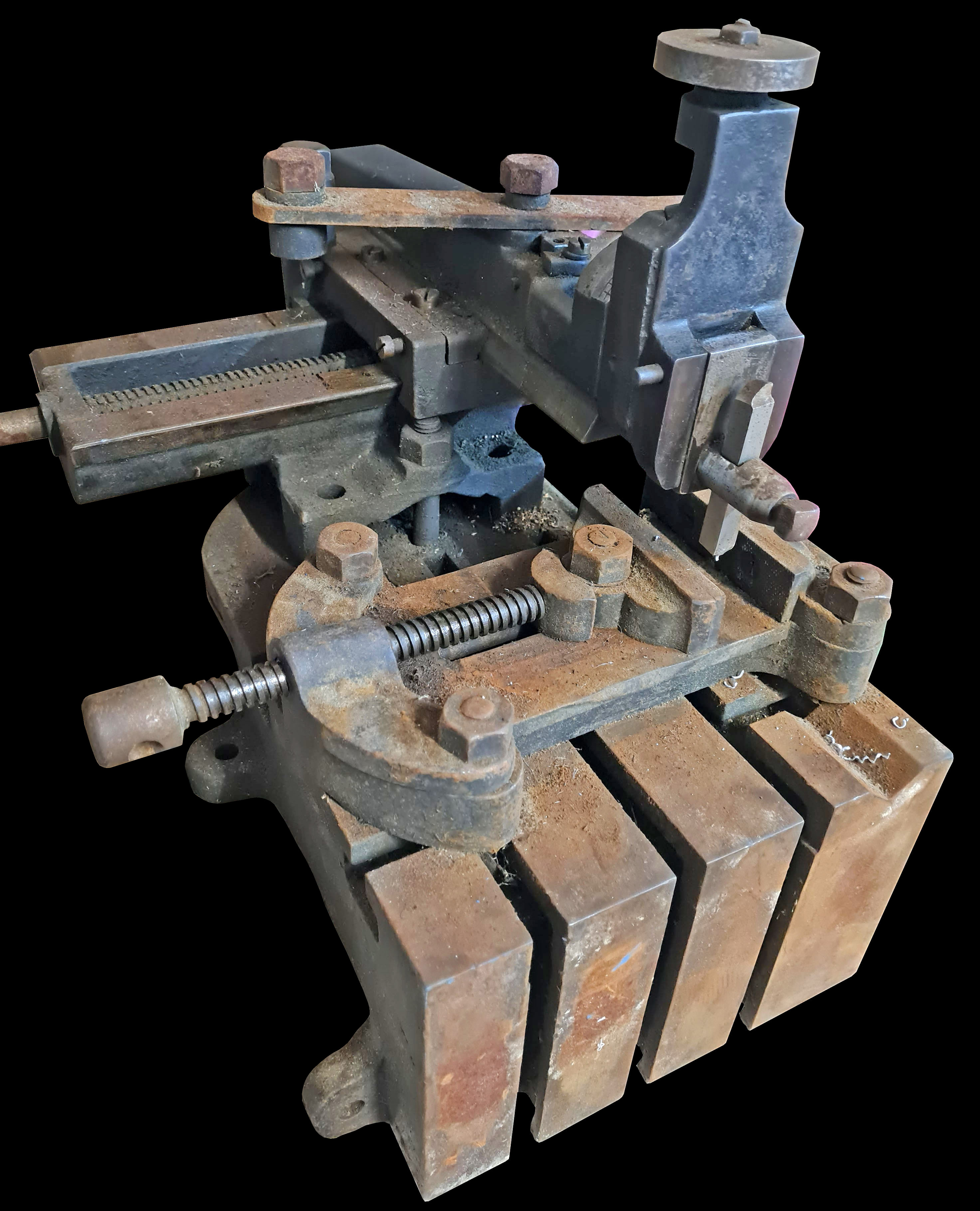
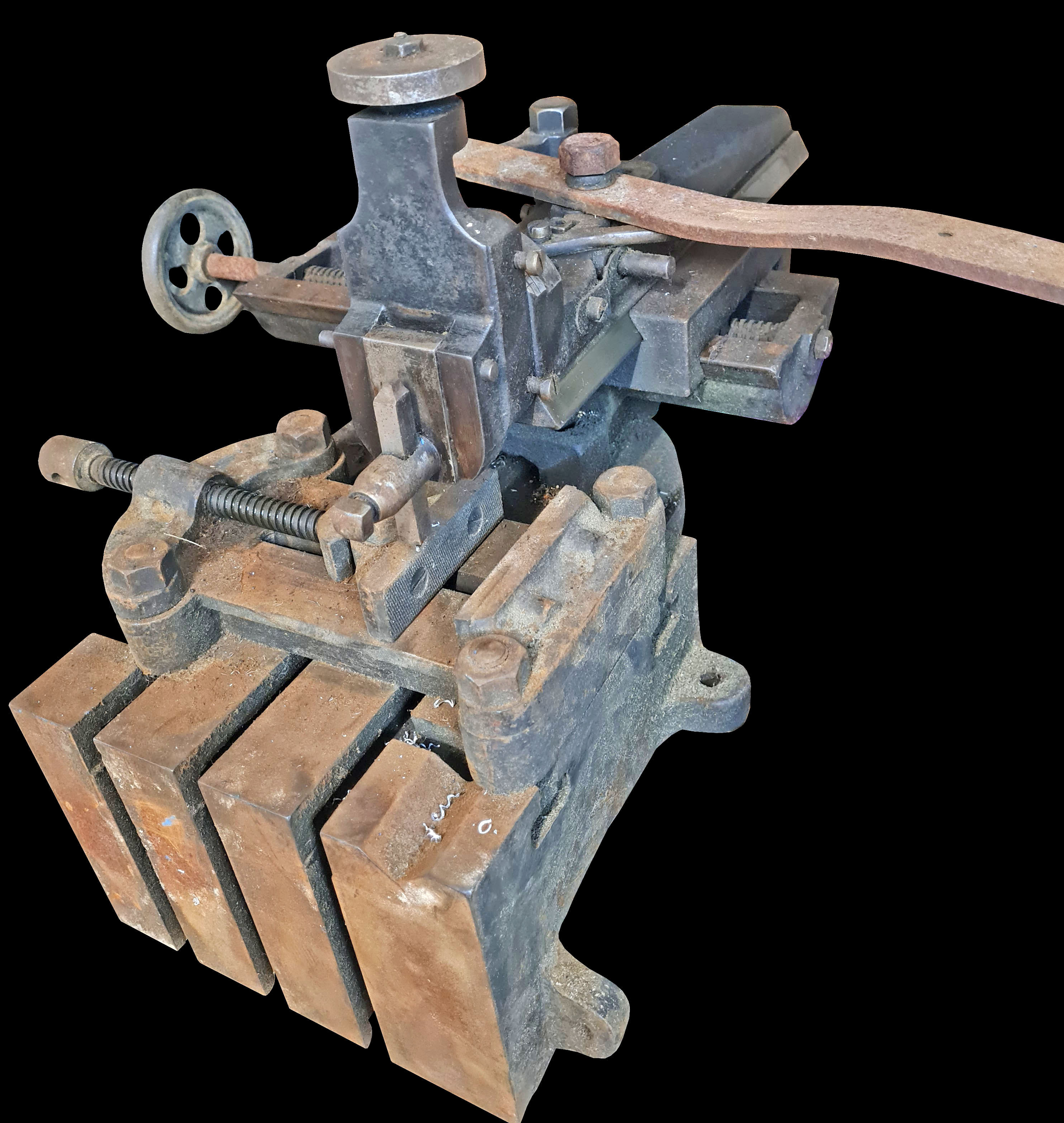
In addition, with limited room under the cutter, there was only just enough space to fit a small vice. Even so, on all machines, the table was of a generous size and provided with numerous heavy-duty T-slots - though the base on the Alexander was much superior having over three times the depth and a machined vertical surface at the front that allowed the operator much greater scope for inventive mounting.
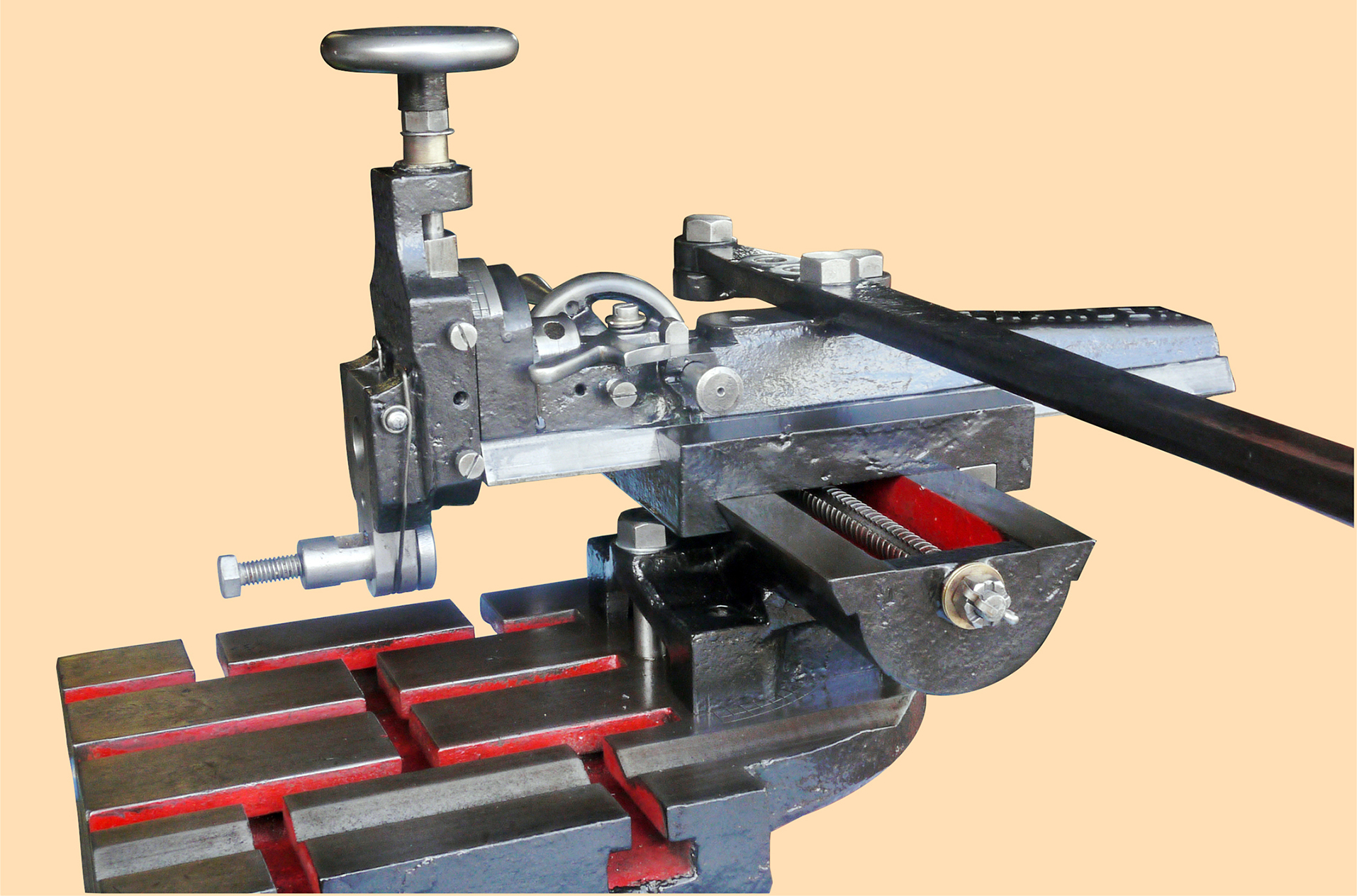
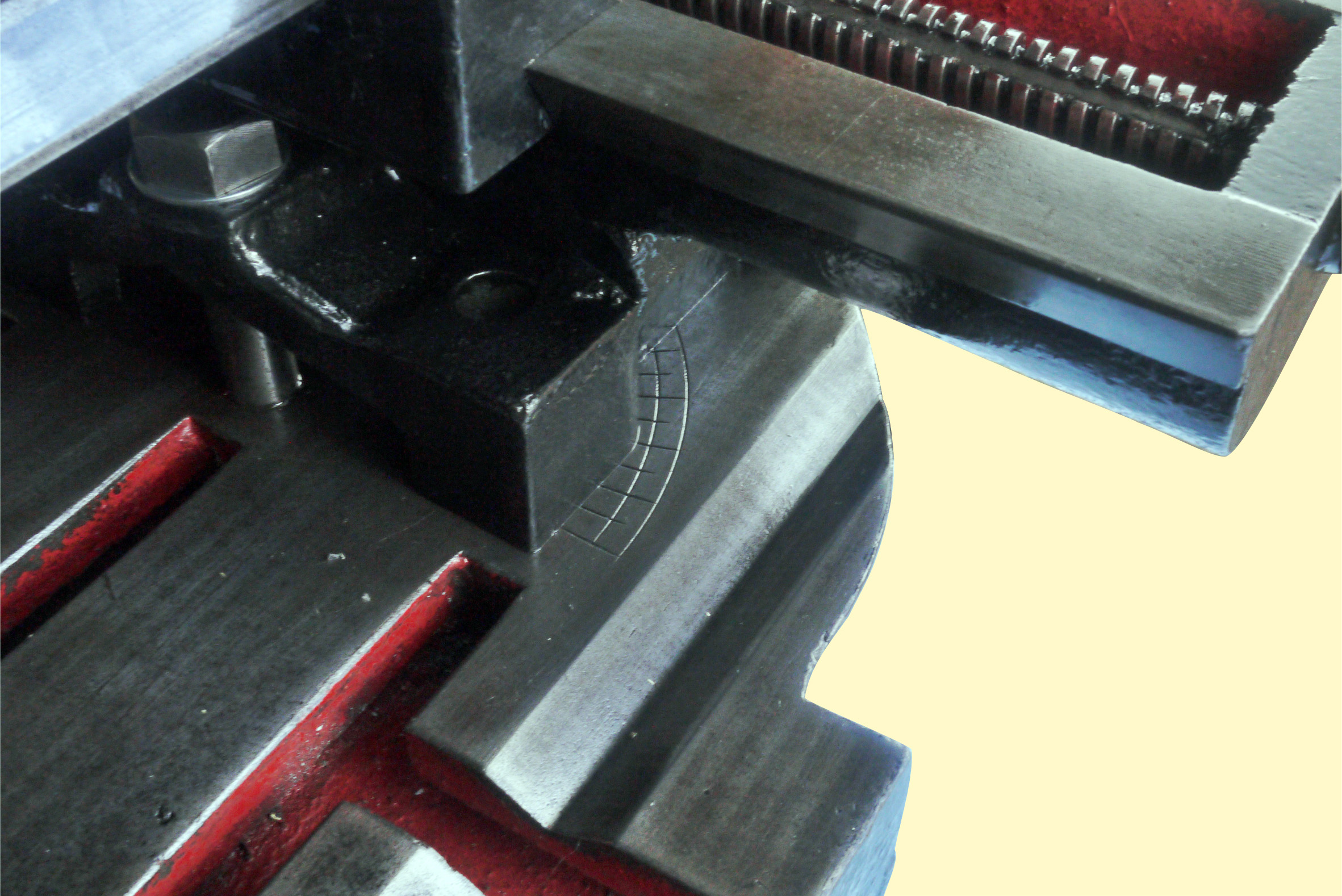
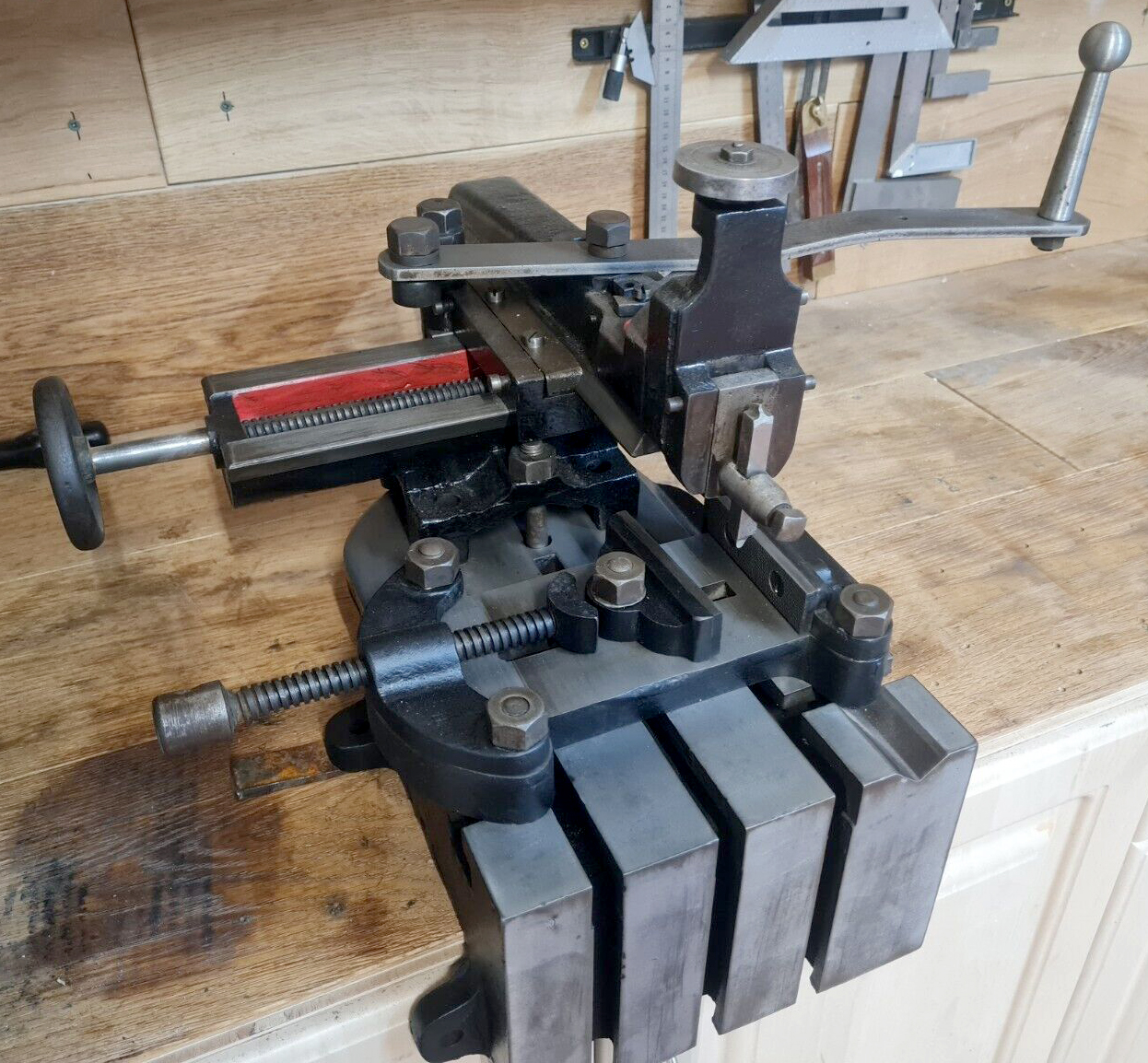
Fixed on the Rapid-Lime and Robblak, on the Alexander the complete upper assembly, consisting of a 6-inch travel ram and 8-inch travel cross slide, could be slackened from the base and rotated through any desired angle, an engraved scale on the base showing the setting. At the front a pivot bolt located the unit while at the back a cast-iron "hook" anchored it in place, the rear of the baseplate being curved and cast with a groove into which the hook engaged.
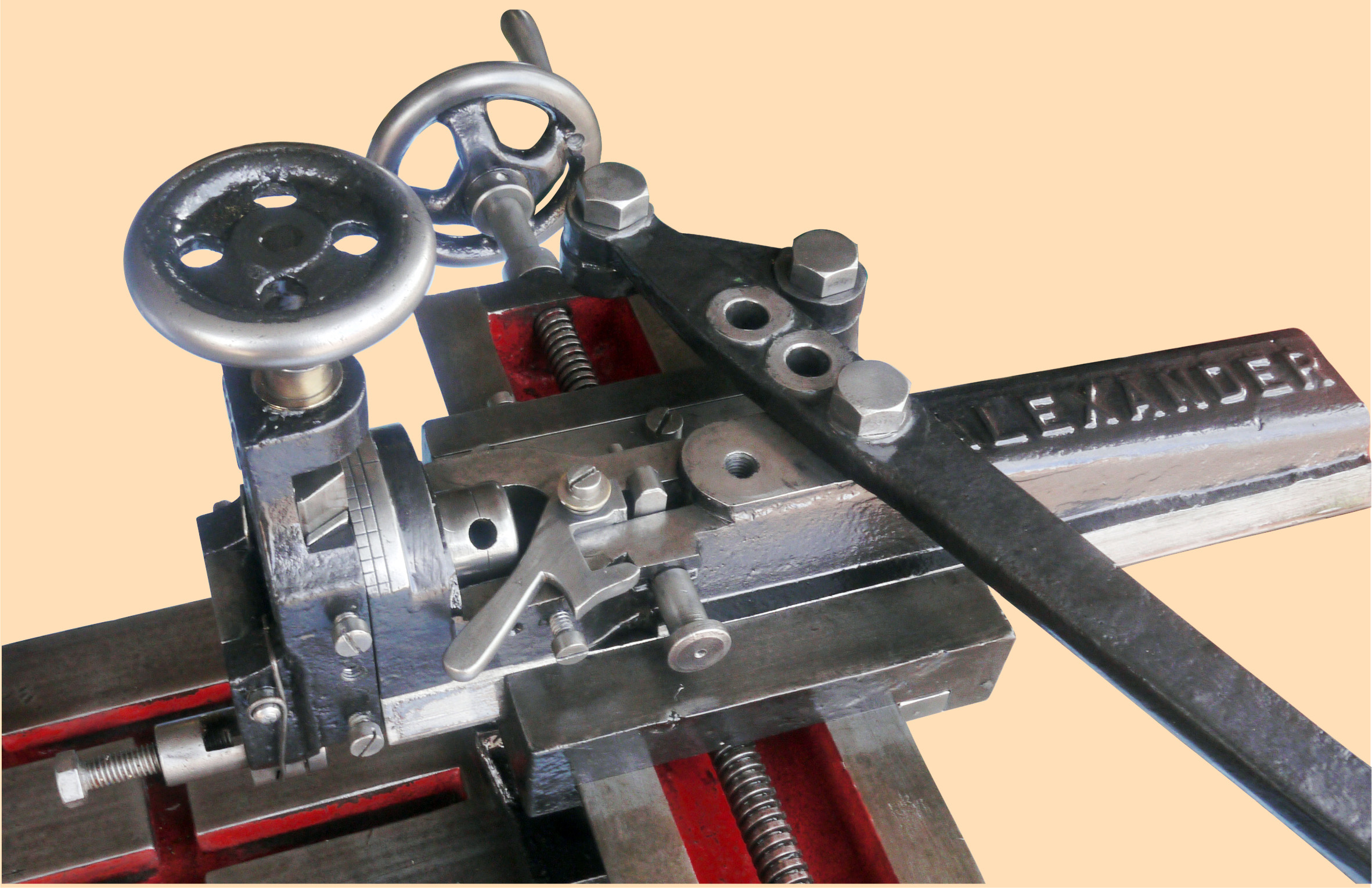
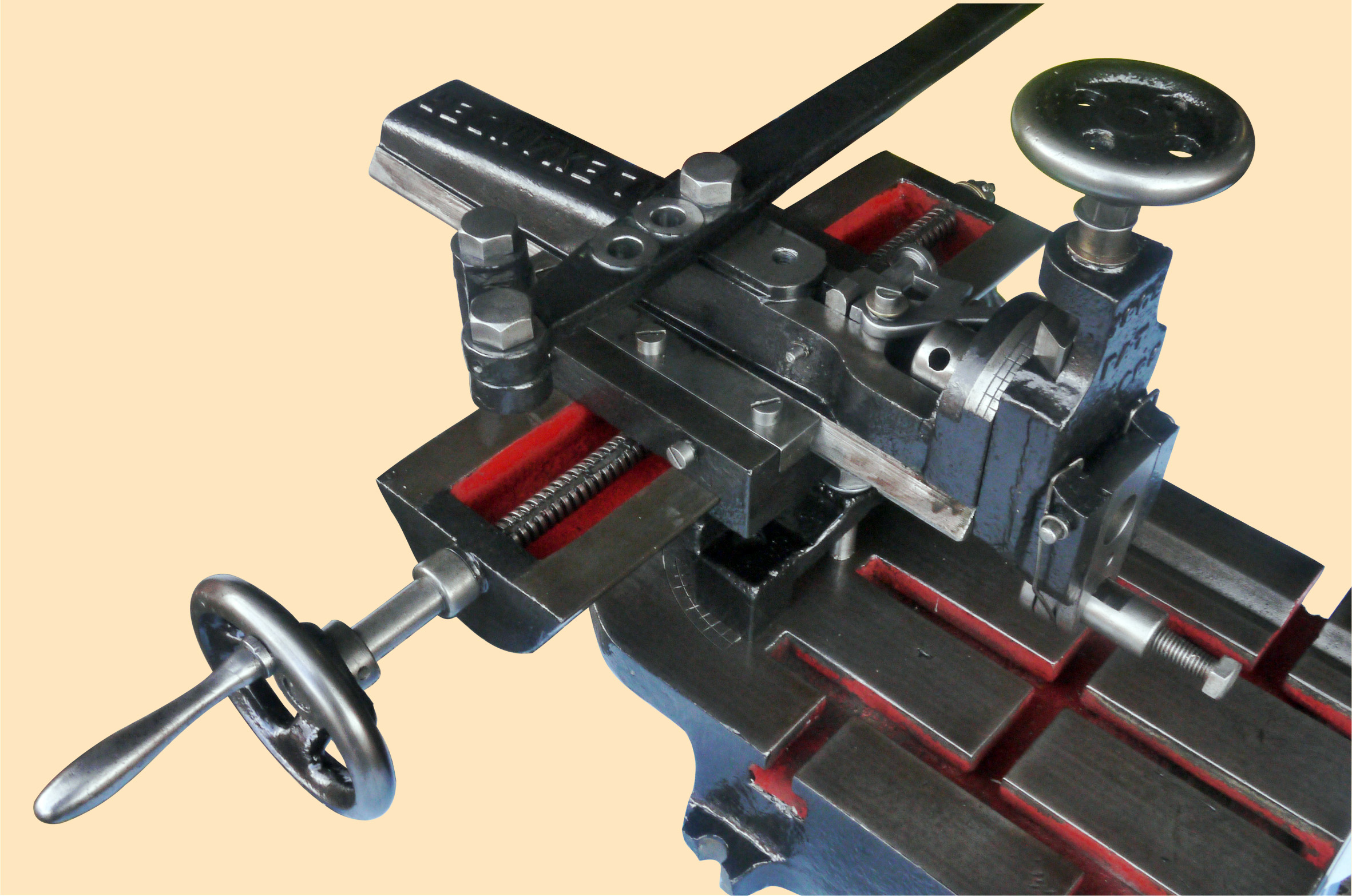
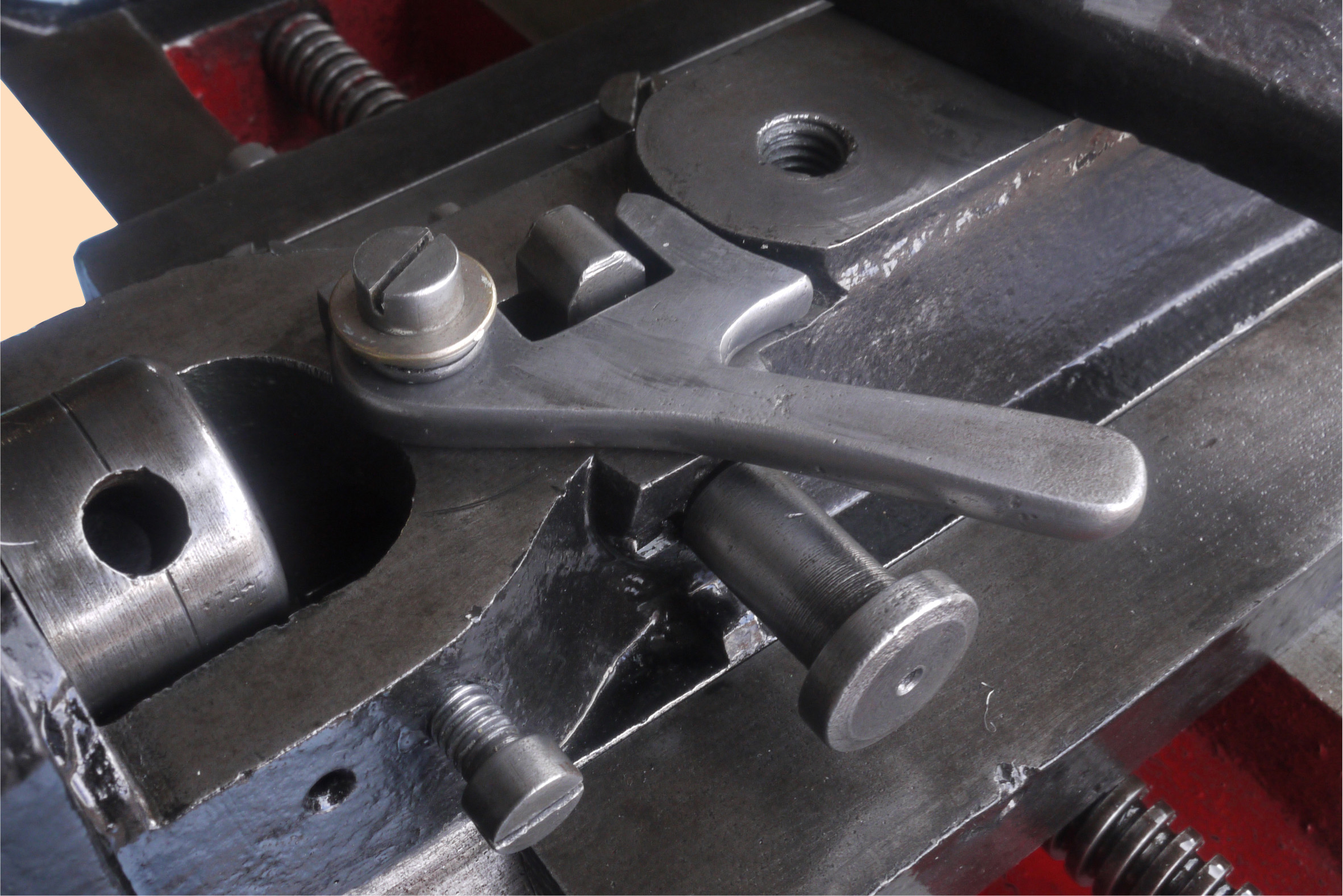
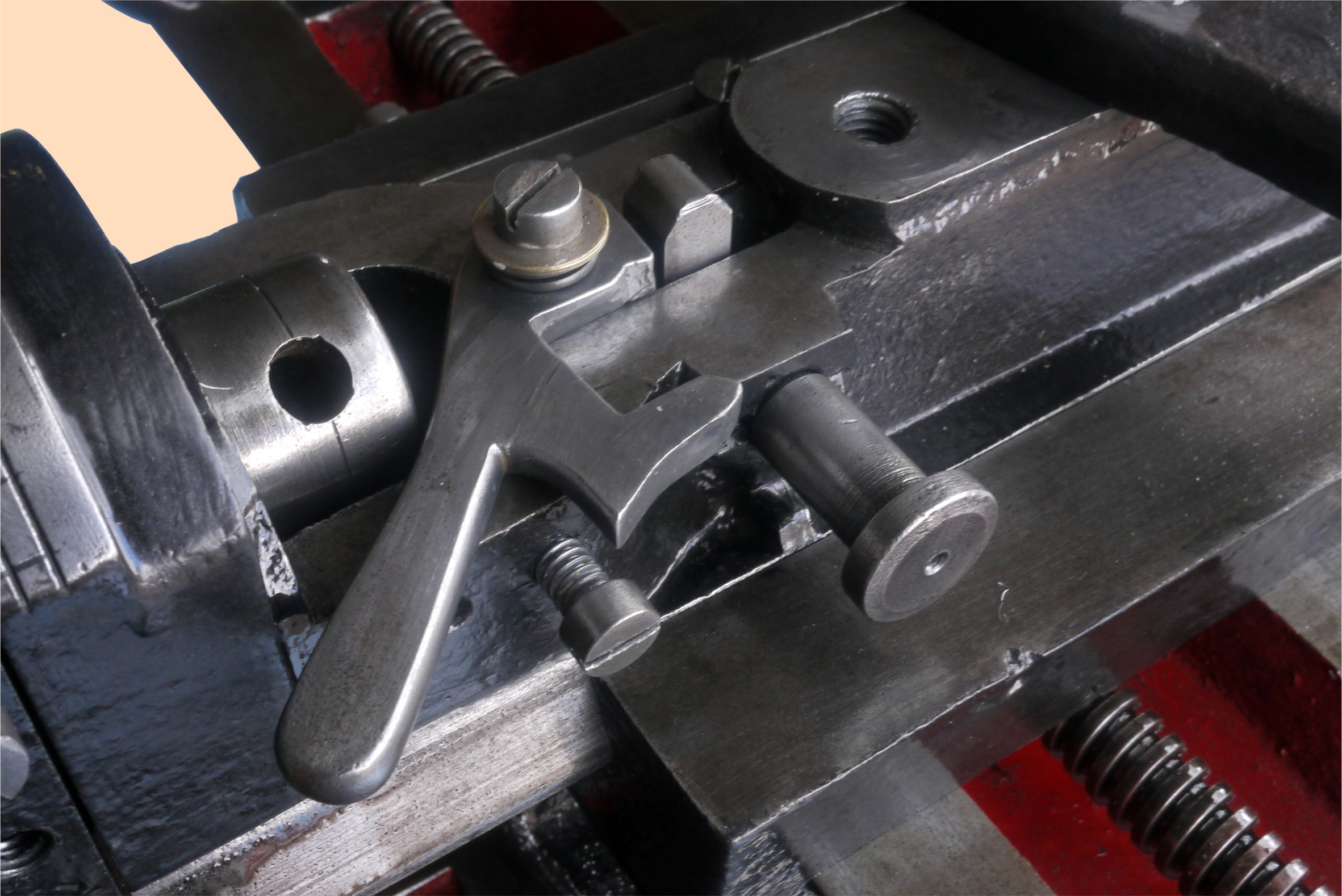
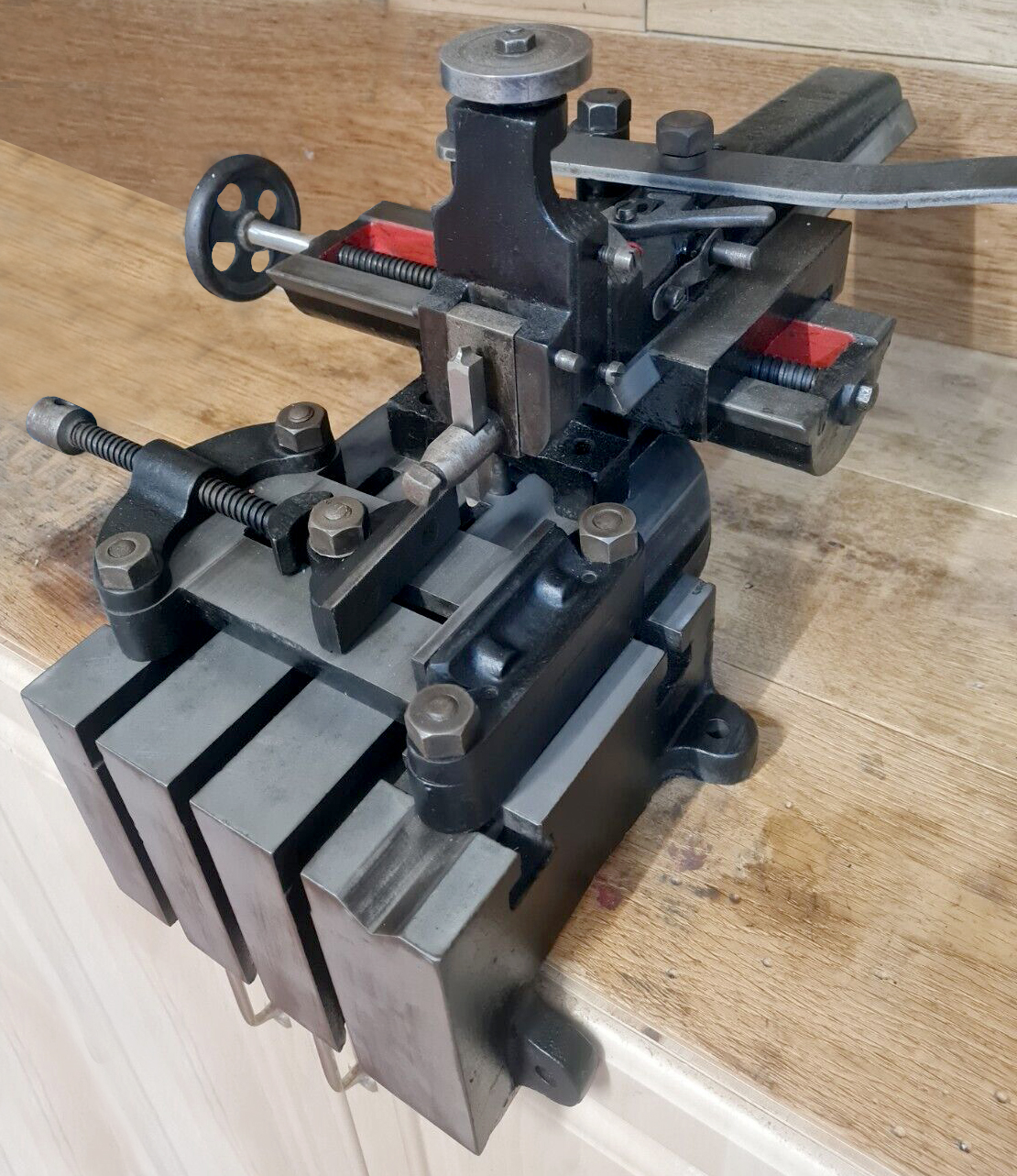
One featured shared by all makes - and patented on the Alexander - was an automatic, reversible table feed. This mechanism consisted of a star wheel (mounted on, keyed to and so able to slide along the hand-feed screw) that engaged with a pawl that turned it tooth by tooth. On the Rapid-Lime and Robblack a simple stop was provided, in the form of a pin that could be inserted at either side of the pawl, and so reverse the feed direction. However, the Alexander had a more developed system that was not only reversible but able to vary the rate of feed. A cross-pin, occupying a single hole, was made eccentric so that, when turned, its point of engaging the pawl varied from tight to slack. At the highest setting the pawl was disengaged completely and the operator could apply the feed by hand; as the pin was turned and the pawl lowered, a point was reached where every other tooth was picked up (so giving a slow feed) and, upon lowering further, drive took place on every tooth. Instead of the two-hole reversing pin, the Alexander used a pivoting latch plate, formed with a handle, that "has two projections either of which may engage beside the top of the pawl so preventing it turning from one side to another." The photographs below make the arrangement clear and details are also included in the patent documents. Unfortunately, although details of the variable-speed mechanism appear in the patent, the system is not fitted to the machine below.
One might imagine that using a hand-operated shaper is hard work, but this is not the case - though there are three basic points to get right: the first is tool sharpness, the closer to razor-sharp the better, with frequent attention to the top edge by an oil stone to maintain it; the second is to resist the temptation to move the handle too quickly while also taking time taken to establish the best rate for the job in hand. For example, fifty to sixty strokes a minute by hand on a 5 to 6-inch stroke machine might feel comfortable but, allowing for lost time at the end of each half stroke, this gives at tool speed of over 60 feet/minute - which is 30% greater than that recommended for high speed steel on cast iron. Experimenting with slower strokes will, surprisingly, often produce better results. Finally, two considerations rolled into one, cutting depth and feed rate: it is possible, if you have the patience, to obtain an almost mirror finish with a very fine cut and the slowest possible feed. But it does take time…..
|
|
|
|
|
|
|
|
|
|
|
|
|
|