From the still prospering Abwood factory in Dartford, to the east of London, has come, over many decades, a range of limited-type, but high-quality machine tools and engineering accessories including automatic cycle, production horizontal surface grinders with auto sizing; surface grinders with round tables; precision tool and die vertical spindle grinders in manual and hydraulic forms; a universal circular dividing machine; universal compound-angle surface table in round and rectangular forms and a wide range of machine vices including hand-operated and magnetic plain, swivel-base and ones for use on shapers together with a variety of hydraulic and pneumatic power-driven types for production shops. In addition, they also made, and the subject of these pages, a number of carbide and tool-steel grinding and lapping machines including a stand-along chip-breaker type.
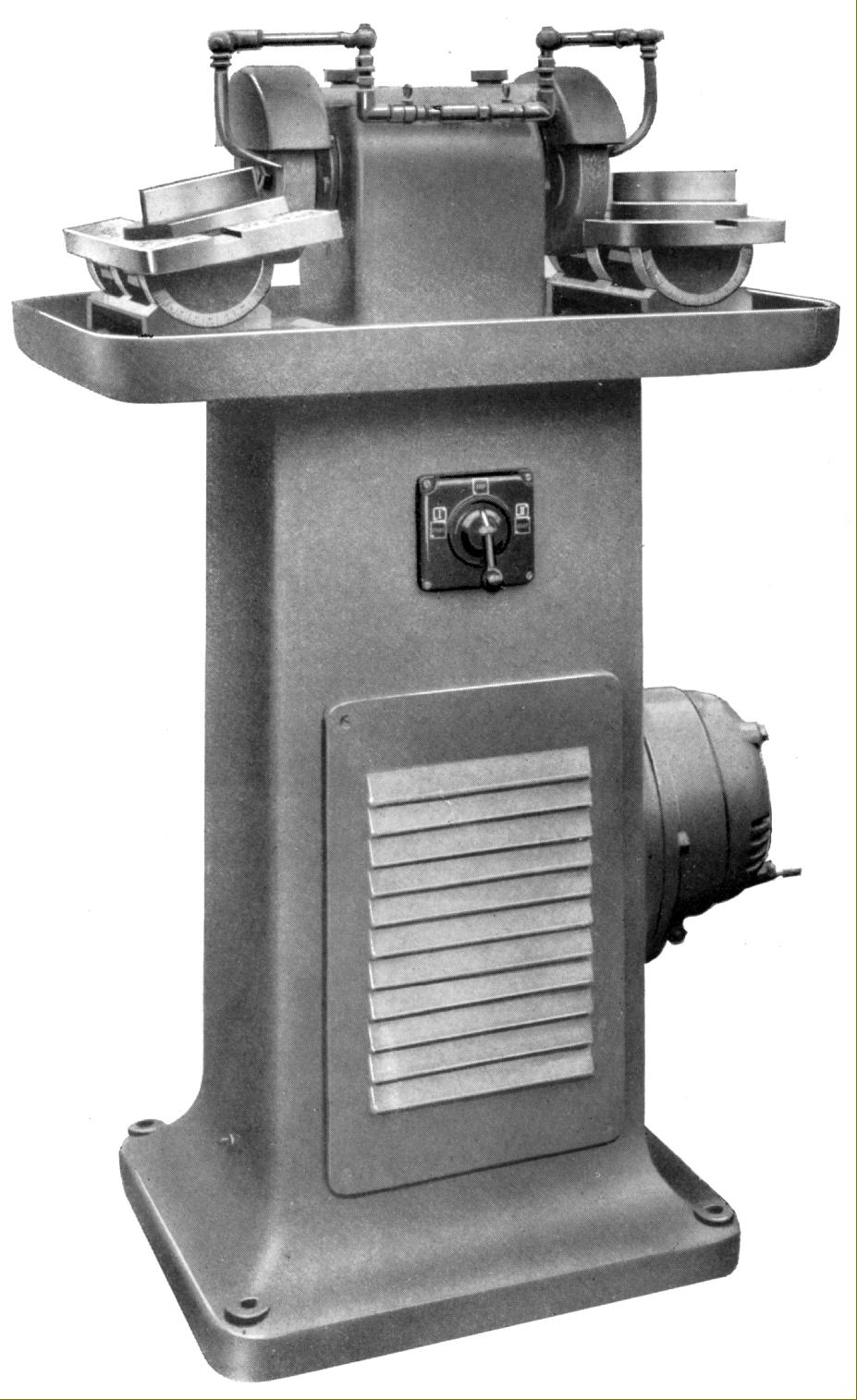
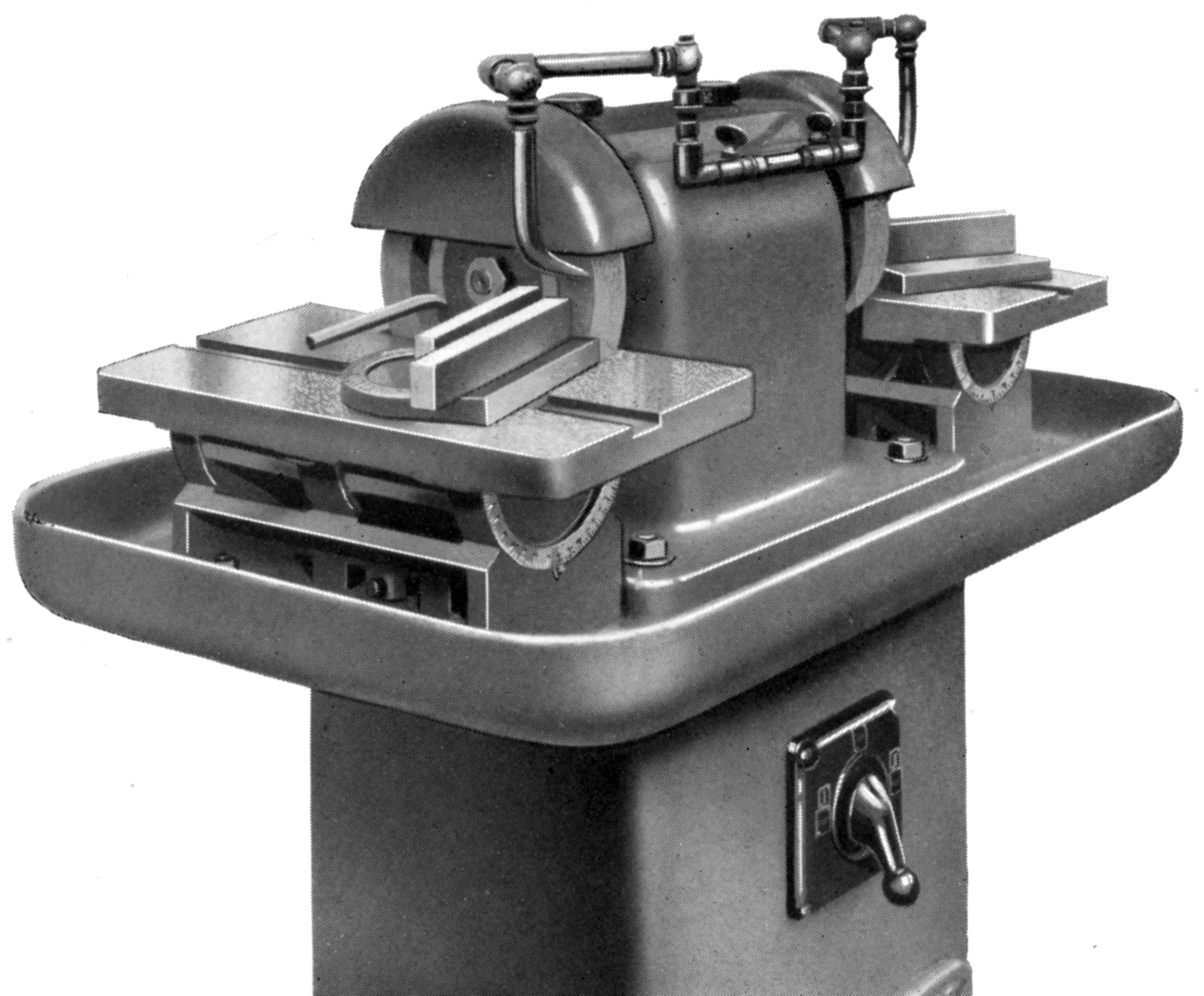
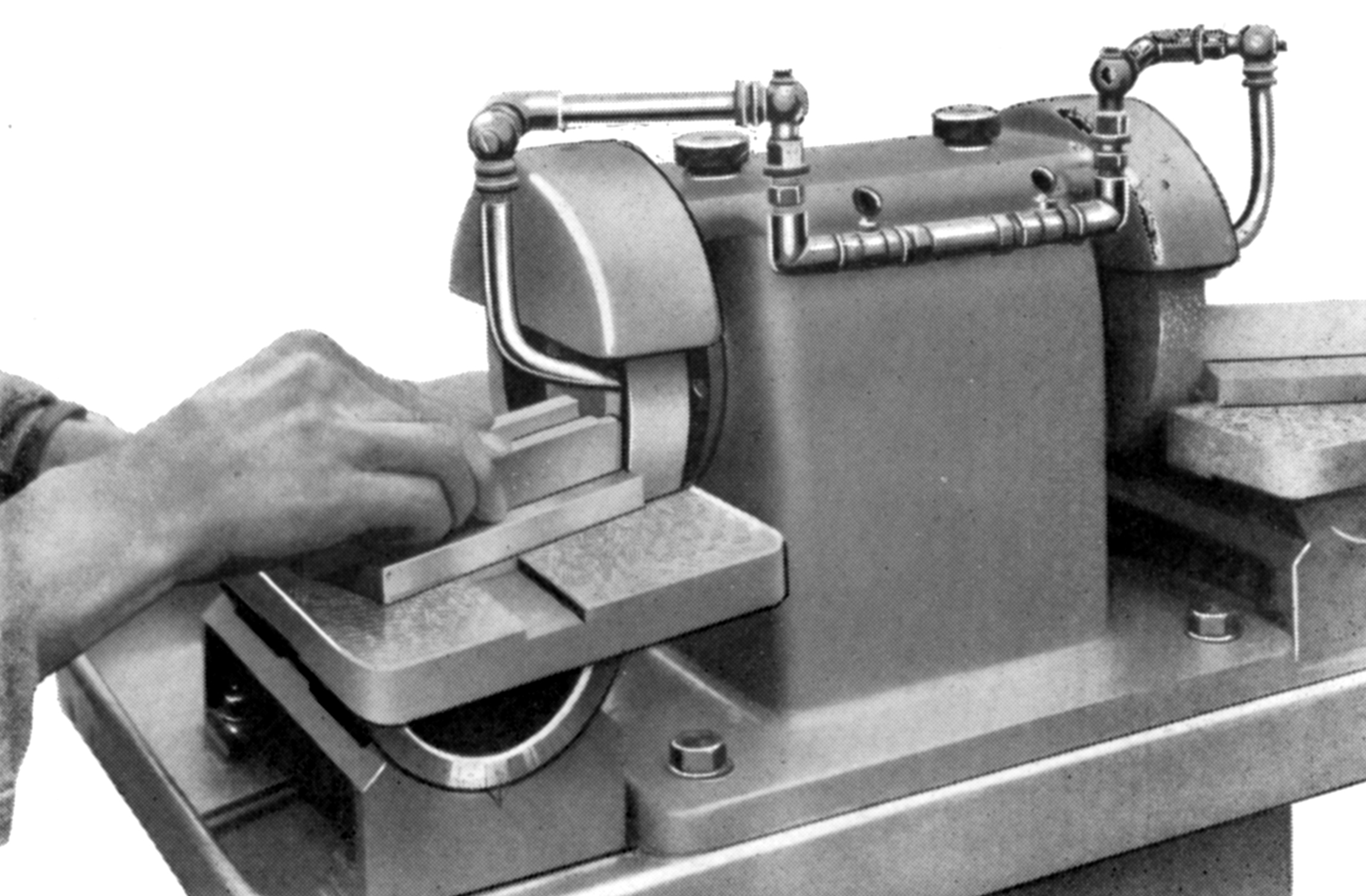
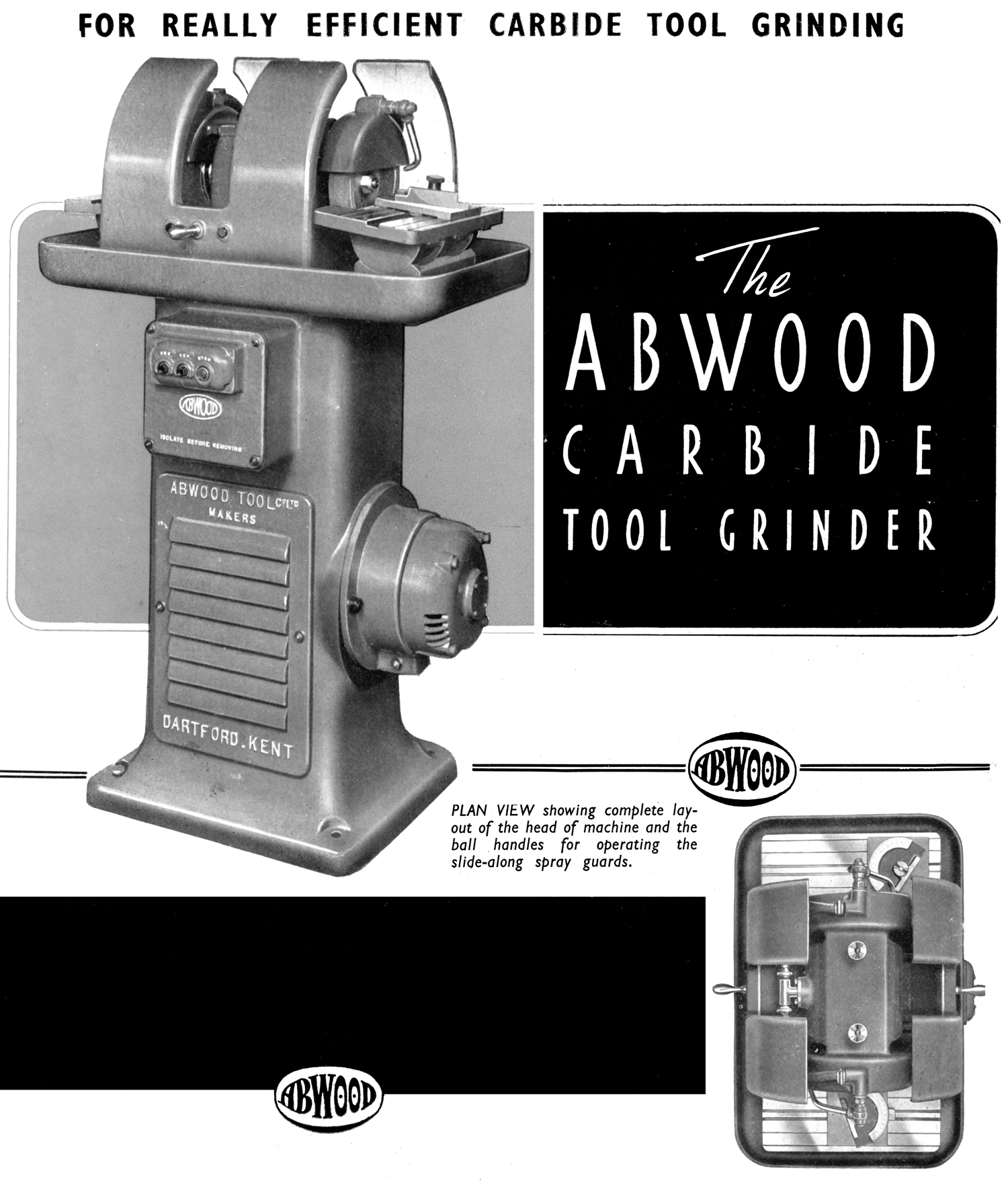
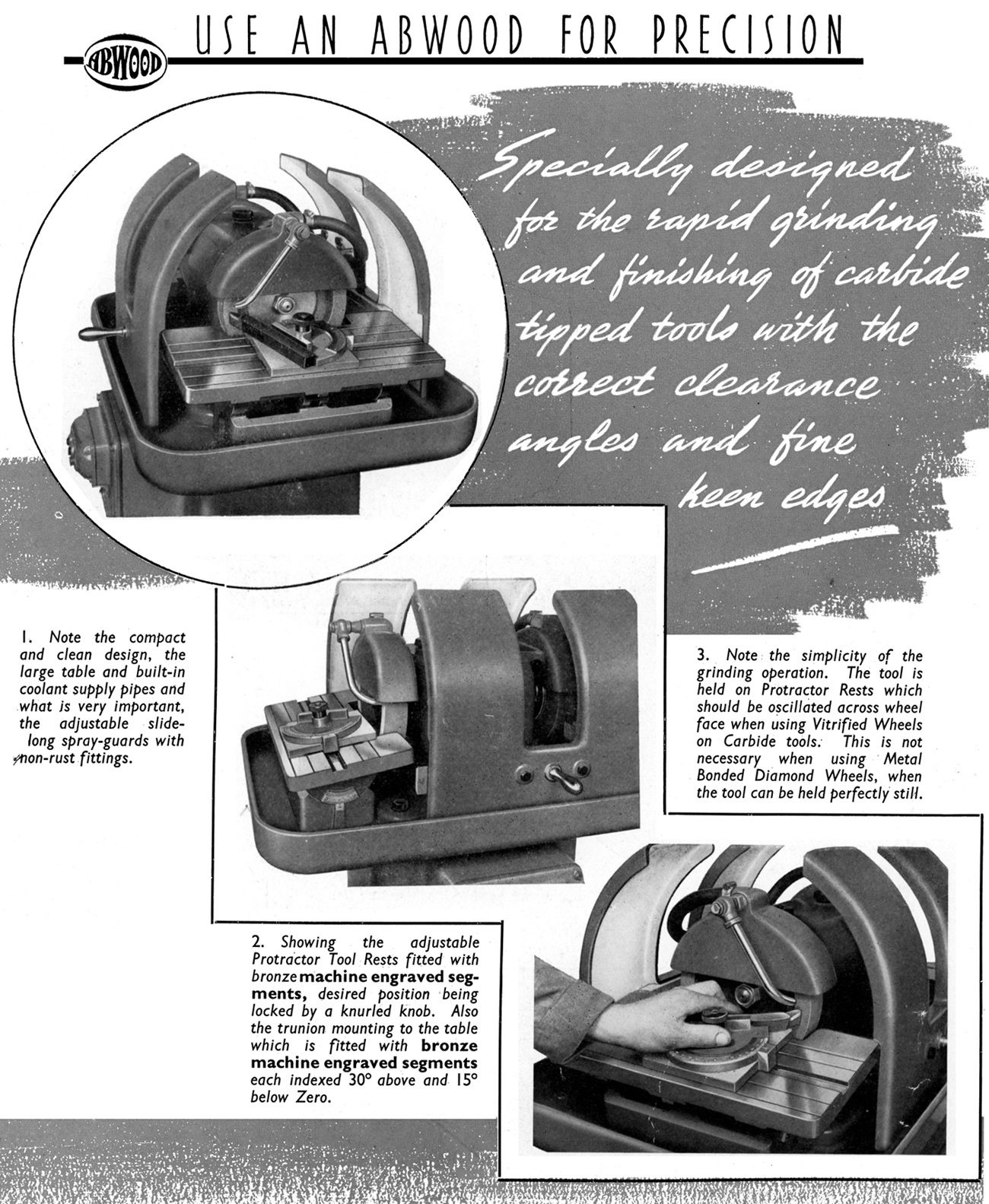
First manufactured in the 1930s - it stayed in production until just after WW2 - the original Mk. 1 tool grinder was of simple, straightforward design and lacked any form of coolant splash guarding, only basic top-mounted wheel guards being fitted with electrical control by a single lever switch on the right-hand side face of the stand. Nevertheless, this was a very sturdy (8 cwt), accurate and well thought-out machine and allowed two operators to work simultaneously grinding either carbide and high-speed turning tools. The two grinding heads were mounted on a robust, cast-iron stand that held the 2800 r.p.m. 1 h.p. 3-phase motor with drive to the 1.5-inch diameter, Timken taper-roller bearing supported spindle by a single V-belt. Also powered from the motor was a centrifugal coolant pump, the supply being held in an integrally-cast tank in the machine base and the pipework built in - there being no external tubing apart from the top-mounted, twin distribution unit. The tool to be ground was held against an accurate protractor, this being guided by a tenon registering in a left-to-right slot machined into the face of the table. Thus held, the tool could be set at a lateral angle of between 0 and 45° on the first version to be produced, and from 0 and 75° on the second. The table, a heavy cast-iron 15" x 7.5" affair, was held in a particularly rigid mounting that allowed it be set at an angle, relative to the front face of the wheel, of up to 15° above zero and 30° below. The table was also arranged so that it ran across the periphery of the wheel, so allowing a quick, rough grind to be taken before finishing against the face. By the simple means of combining table tilt and protractor setting, the required clearances on the tool could be quickly and accurately achieved.
By around 1944, the original machine had been replaced by a somewhat improved and slightly heavier (9 cwt) Mk. 2 model - still, however, with the same size table but now fitted with quickly-removable splash guards and push-button electrical control. The next version, in effect a Mk. 3 and current from 1949, was finally given a name and a type designation - the "Concentre", this being available as two models, the C.G.2 and C.G.3, the former with 8-inch wheels and the latter with 12-inch. Apart from the C.G.3 being two inches wider across the stand, the two models were identical in construction, though the motors used were differed, the C.G.2 having a 1 h.p. and drive by a single V-belt, the C.G.3 a 2 h.p. and twin V-belts.
Of the same general arrangement as the Mk. 1 and Mk. 2, the new versions had a larger, box-section cast-iron cabinet with the motor totally enclosed along with an electric coolant pump and its tank. A star handle on the end face of the table was used to unlock it, an accurate machine-engraved scale in bronze being fitted to show the angle set. A significant improvement concerted the mounting of the tables, these now being carried on a V-slide carriage with gib-strip adjustment. As a result, the tables could be adjusted, under the control of a handwheel and screw, through a small distance for both initial setting and to compensate for wheel wear. Adjusting the table angle was also improved (being set by another handwheel and screw that ran through a bronze nut), and the inclination scale given a dull-chrome plated finish making it easier to read. Although their mounting was improved, the first tables fitted were only slightly larger than those on the previous model, being just 16.75" x 7.5"; however, later versions, sold as the C.G.2A and C.G.3A, had, at 20.5" x 11", very much larger ones. Safety was improved by the wheels being fitted with a swing-over guard that allowed only one side and the periphery to be exposed at a time. The splash shielding was also updated, being made in Perspex to improve visibility. Sometime after the announcement of the C.G.2A and C.G3A a smaller model was introduced, the C.G.1A. This had a 17" x 9" table, a 1 h.p. motor and took 8-inch diameter wheels - and was to become available, in 1966, with the option of a "reciprocating" table, the motion controlled by what the makers called "spring-steel plates". The method of operation now changed and, instead of the tool being held by hand pressure against the protractor, it was clamped in place, the action of doing so also simultaneously locking the whole assembly to the table. Once the angles had been set - the table could be inclined through ±15° each side of level - the reciprocating motion could be used, by a hand lever, to grind the tool. It is likely, but unconfirmed, that the C.G.2A and C.G.3A were also available with this option - but the next (and final) Abwood tool grinders, the T.G.170, T.G.170CB and C.G. 3A/CB all had it fitted as standard.
By the late 1950s, and so some years after the introduction of the C.G.2 and C.G.3, the C.G.0 was announced, this being a smaller model with 6-inch wheels, a built-in 1 h.p. motor, a gravity coolant tank and a 11.75 x 6" table. It was available for either bench mounting or complete on a cast-iron pedestal.
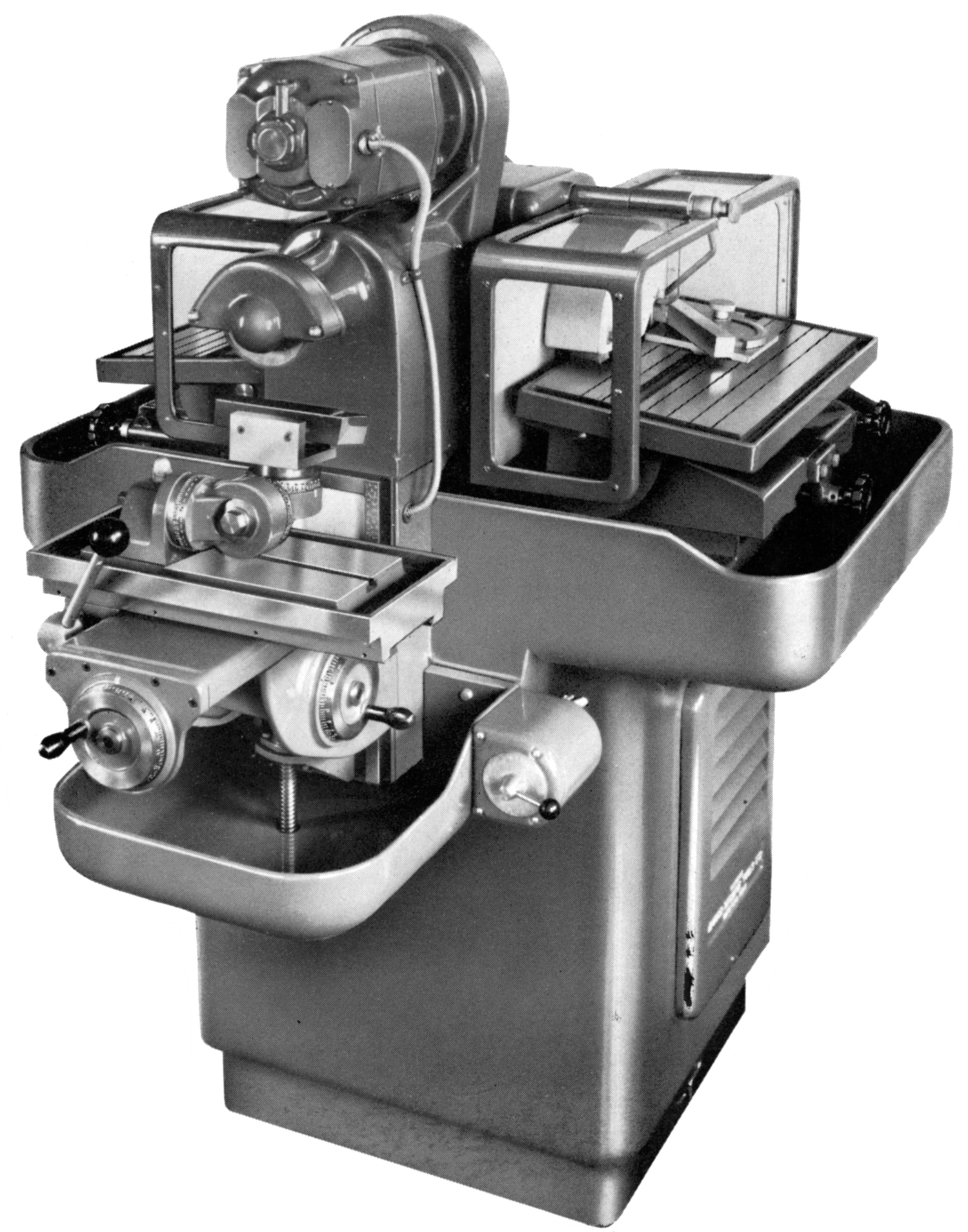
Grinding a chip-breaking groove into a tool was also possible, at first this being in the form of an attachment that bolted to the tilting table. However, from around 1960, a much more complex arrangement was also available in the form of a beautifully made, self-contained external unit built onto the side face of the stand with its own 3000 r.p.m., 1/4 h.p. Newman drive motor and coolant supply. Drive from the motor passed to the spindle, which ran in angular-contact ball races at 4500 r.p.m., by a V-belt. The attachment was really in the form of a very accurate, miniature surface grinder, but specially designed to allow the formation of a chip-breaking groove across the end of a turning tool. The work table could be moved in the horizontal direction by a quick action laver and across and vertical by screws fitted with very large diameter micrometer dials. A three-axis universal toolholder was fitted, the setting of the required groove being using the scales engraved around the edge of each of the swivelling components. The unit was made in at least three versions and, while the drive system remaining unchanged the table and tool holding arrangements differed: one type had a short motor-supporting column, small control handles and micrometer dials, a tilting table with one central T-slot together with one across each end and fitted with a non-swivel toolholder; another had a motor column of increased height, huge micrometer dials and a longer, non-tilting table with a single, central T-slot and a swivelling toolholder and a rotating base; the third type had a table machined away at its left-hand end to below the level of the base of the T-slot where was permanently mounted a fixed base but three-axis swivelling toolholder.
In summary, the complete range of Abwood tool grinders and lappers - apart from a number of specials built to order - is thought to have comprised the two "external-motor" Mk. 1 and Mk. 2 models of the 1930s and 1940s followed by the Mk. 3 as the "Concentre" in C.G.2, C.G.3 forms and then the C.G.2A, C.G.3A, C.G.1A, C.G.0, C.G.2/CB (CB standing for a chip breaker attachment), C.G.3A/CB, C.G.2A/CB, C.B.2P, TG-170, TG-170CB and CG-3A/CB.
Some pictures are high-resolution and may take time to load