Manuals & Sales Literature for EX-CELL-O products is available
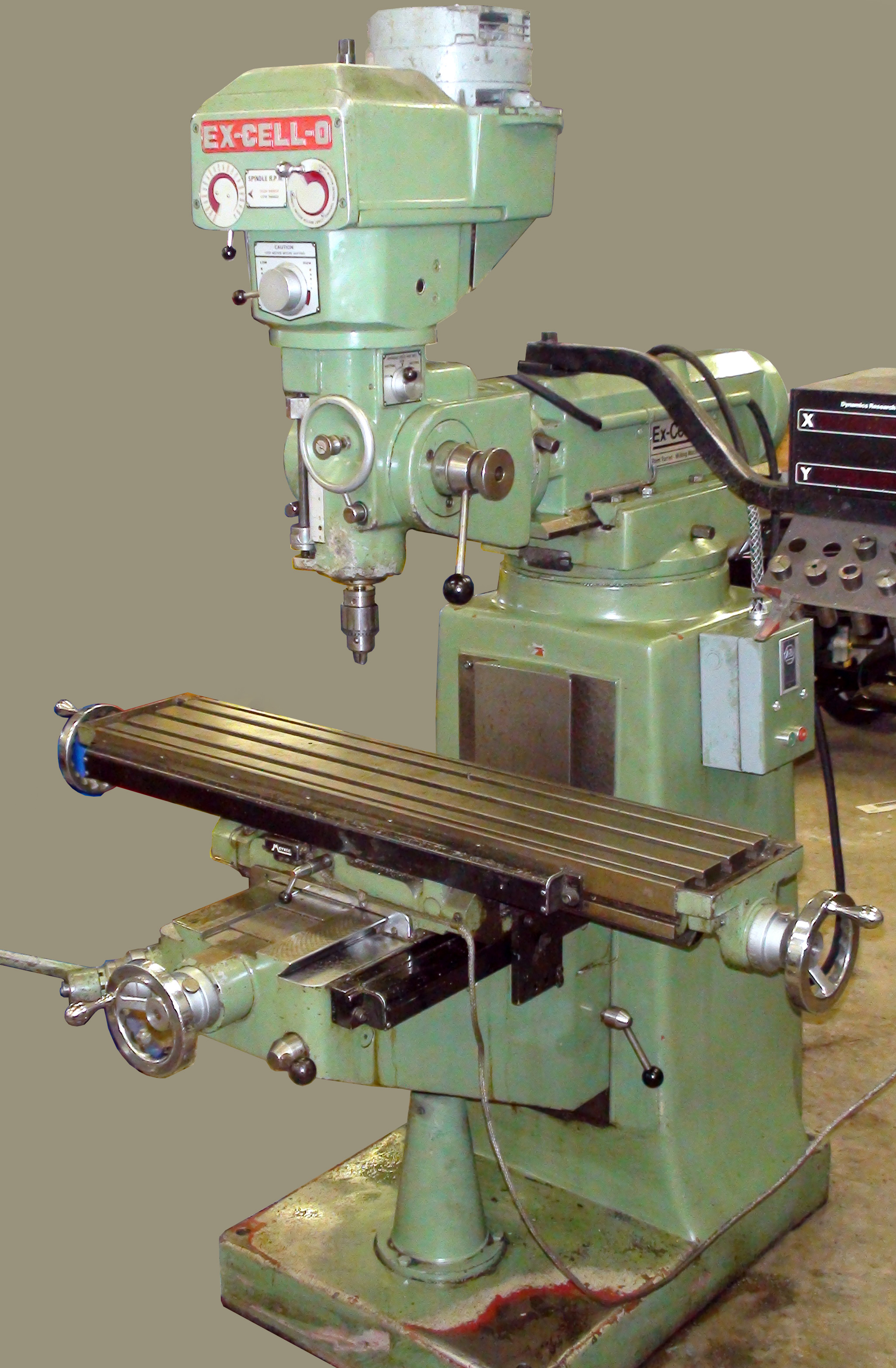
The XLO ram-turret milling machine Model 602 was built in Canada by the Ex-Cell-O Corporation of 120 Weston Street, London, Ontario; Excello was, at one time, a major manufacturer of machine tools and produced many specialised and advanced machines including lathes, horizontal double-spindle boring machines, form, thread and tool grinders, profiling machines, lapping machines, grinding spindles and a host of other ancillary precision engineering equipment. Unfortunately in November, 1985 manufacturing ceased and in 1986 the Company stopped trading.
Of substantial construction, the Ex-Cello-O weighed over 2400 lbs and found favour with many jobbing engineering shops that might otherwise have chosen the splendid but ubiquitous American Bridgeport. Three table sizes were available: 36", 42" and 48" with, respectively, travels of 25", 31" and 37"; the table cross travel was a useful 13" and the vertical 16". The table and knee ways were all hand-scraped and fitted with tapered gib strips; the table was not fitted with power feed as standard, but an optional kit was available--for either factory or retro-fitting--which, using a 0.25 hp motor, provided 12 speeds in two settings: low range from 1 to 3 inches per minute and high range from 3 to 9.75 inches per minute. Interestingly, although the fitting of the power-feed conversion reduced the table travel by 3.75 inches, the unit was not mounted on the table itself - where its weight might have caused the table to be deflected at the extreme end of its travel - but was hung from the edge of the cross slide.
The Universal Head (available with both 1.5 and 2 hp motors) was able to be swung forwards and backwards (across the table) through 45 degrees from its central point and also rotated through a complete circle on the end of the ram; thankfully, with the weight of the motor and drive system above the ram, both these movements were controlled by handles controlling worm gear mechanisms.
With a mechanism that included a brake, the head-drive system consisted of a pair of mutually expanding and contracting pulleys and a lathe-like backgear system to give an infinitely-variable range of speeds spanning 100 to 3800 r.p.m. The high/low range gear selector was operated by a dial in the middle of the front face of the head - the machine had to be stopped to do this - whilst the variable-speed control handle was to the top right-hand side, with a matching speed-indicator dial to the left. The quill, with 6 inches of travel, had a hand-lever operated quick feed, a wheel-operated fine feed and a power up-and-down feed - which worked at three rates of 0.0015", 0.003" and 0.006" per revolution of the spindle. To prevent accidental or careless overloading of the power feed the drive was taken through a torque-limiting, spring-loaded cone clutch; this could be engaged either through a knurled wheel for light cuts, or by a lever for heavy work - which also doubled as a device for quickly engaging and disengaging the drive. Manufactured from hardened and ground alloy steel, the spindle, with a standard Bridgeport-type R8 taper (though a 40 mm fitting was optional) ran in two pairs of high-precision, angular-contact bearings of the sealed-for-life type.
For very sensitive, high-speed work involving smaller end mills - or for use with a tracer arm to do duplicate work and contour milling - an alternative 0.5 hp head was available. The quill had 3.5 inches of travel, an R8 taper, and was provided with 6 fixed spindle speeds of 275, 475, 825, 1435, 2485 and 4300 r.p.m. - though at an extra cost the unit could be requested with a more powerful motor and even higher speeds. The ram, machined at both ends so that two heads could be mounted at once, was propelled along its 16 inches of travel by a rack-and-pinion arrangement
Extra available included: a centralised lubrication unit (which supplied the table, saddle and knee ways and dovetails and both the table and saddle screw nuts) an optical measuring system and a choice of either 3.5" or 6" raiser blocks to lift the height of the turret head and increase the standard 19 inches of clearance between the spindle nose and table; another option was a set of hydraulic controls to convert the machine for use as a die sinker with either semi or fully-automatic operation.
In conclusion, a reader with insight into the company writes:
From 1975 to 1986, I was involved in machine tool sales in British Columbia, Canada. The company I worked for will remain unidentified, as I really did not enjoy the function of sales as the management group were only interested in "Cadillacs", "Mercedes Benzes", and "Rolls Royces". Very few shops could afford an Ex-Cell-0, so I watched helplessly as the "competitors" put their machines into my customers' shops. I became very disillusioned with the company and their failure to adapt.....and made sure they know it.....so I was out.
I would like to point out something about the Excello turret mill's head positioning design. It was far superior to the Bridgeport and it doesn't take a rocket scientist to look at both machines and pick up on this right away, the Excello is a far more rigid design. This was one of the machines that I represented. I discovered that once a shop had an Excello, and used it, they were immediately convinced of the machining superiority. A tool and die shop usually only had either Bridgeport or Excello. It's too bad that Excello is no more.
Also something of interest, once upon a time in Canada, MILK, in the form of one quart and half-gallon, was sold in wax-coated cardboard containers. As you should imagine, these containers and the filling of these containers was a 24/7-365 operation ...with every container date-marked etc. All these containers were fully processed by a very high-speed system designed and built by the Excello Corporation..