www.lathes.co.uk
The Adept Lathe
© Andrew Webster a.webster@sympatico.ca
Introduction
This document
provides an introduction to the little Sheffield-made Adept modeller’s lathe,
built in large numbers[1]
and, while constructed down to the lowest price, many thousands survive in use
or awaiting restoration. This document,
therefore, is primarily meant to assist restorers and users of this attractive,
crude, and definitive “cheap lathe”. An updated PDF version of this article –
with additional background data - can
be downloaded here
Pre-History of the Adept Line
The origin of
the Adept lathe can be found in the Models A and B Heeley-made “Portass” lathe
introduced in 1926 and produced for under a decade. The Heeley Motor and Manufacturing Co. took its name from a
former cluster of villages now a suburb in the south of Sheffield, but it was founded ca. 1889 by Charles
Portass. The familiar Portass brand
appeared ca. 1926, but as a line of lathes built by the firm Heeley before a
firm named Portass existed. This
2-1/8" plain “Portass lathe”, soon nicknamed the "Baby Portass",
was briefly described in the 22 Apr 1926 Model Engineer. I own one of these machines. They were popular during the decade they
were in regular production.[2]
The early history of Portass lathes
concluded when the Heeley business was split, following the founder' death in
the late 1920s, between Portass sons Stanley and Fred. Portass Senior may have died in the 1920s
but the firm was not split until 1930 or 1931.[3] Stanley Portass renamed the existing Heeley
firm the Portass Lathe and Machine Tool Company and moved into the still extant
"Buttermere Works" off Abbeydale Road, near Millhouses. The Portass Lathe and Machine Tool Company
continued the development of the 3rd generation of Heeley lathes and
also added new models. The firm also
produced large machine tools, and all Portass machines regardless of size were
characterised by massive castings and known for their rigidity.
After
the Heeley split, Portass brother Fred commenced trading as F.W. Portass,
producing tiny, inexpensive machines for modellers: the Adept line. Fred
Portass, with less money to work with, made the tiny machines in a much smaller
Abbeydale works not far distant from his brother’s in Sheffield. Fred miniaturised the cantilever bed
architecture of the 2-1/8” ‘Baby’ Portass, creating much smaller and lighter
machines with brilliantly engineered castings.
Stanley Portass has bigger fish to fry and never attempted to compete
with his brother for the tiny sized modeller’s niche. His smallest product, the Baby, was comparatively massive and far
heavier. Its successor, a longer 2-1/8”
lathe with a double-footed curvilinear bed, made no attempt to match the Adepts
for compactness or lowest possible price.
Both Portass brothers were conservative in their design
philosophies, refusing to modernise in the face of vicious competition after
WW2. Stanley made minor changes which
allowed him to continue business until the early 1970s. Fred changed hardly anything, apart from
introducing improved hand shapers (his other core product) and ceased
production about 1961.

‘Baby’ Portass: Predecessor of the Adepts. Model
Engineer 22 Apr 1926.
History of the Adept Line
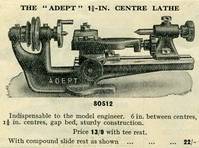
Two versions
of the Adept lathe were made by F. W. Portass: the "Adept" (ordinary
model, with bolt-on simple slide-rest) and the more complex and expensive compound
slide-rest and leadscrew "Super Adept" model. The Ordinary appeared about 1931, available with a plain,
lever, or screw tailstock. The Super
Adept appeared at the August 1933 Model Engineer Exhibition, at the
Bond's o' Euston Road stand. This firm
billed itself as "the Home of Hobbies" and sold "everything
'modellish'" for four decades. The
14 September 1933 Model Engineer reported that "their principal
exhibits in the lathe line comprised practically all the models made by
'Portass'. Notable among these last
were a new specially made lathe called 'Bond's Maximus', a 3 in. back-geared
S.C. lathe...at the other end of the scale was the one and only entirely new
'Adept' lathe of the same make, which is now designed with a sliding saddle,
carrying the compound rest. This is
illustrated, but price on application."[4] The latter marks the introduction of the
Super and the start of several decades of confusion between the two Portass
firms who, probably by arrangement, catered to different parts of the market
and periodically sent one another misdirected correspondence.
Tyzack Ordinary Adept advert, plain tailstock,
ca. 1935.
The
Great Depression caused a rapid die-back of the multitude of small British
lathe makers who appeared right after WW1. For the most part these firms produced machines of undistinguished
quality and design. Of the model
engineer class producers, Stanley Portass’ well-capitalised firm thrived, as
did newcomers Ross & Alexander and Myford.
The two Adept lathes occupied the model-maker’s lathe void when the Baby
Portass and its competitors vanished, and filled this void until copycat competition like the
Flexispeed and Wizard appeared in the late 1940s. But the initial rise to popularity of the Adept products, during
hard times, was quick because they were priced to sell. Until the early 1950s it was difficult to
engage in scale railway modelling in the absence of a small lathe, and model
engineering was out of the question.
How
common were small lathes in these hobbies?
In 1937 a bare-bones, ordinary Adept cost a mere 13/-9 (60p or
$1.25!). It included a hand turning
rest, two unhardened centres, plain tailstock, and a faceplate. For 22/- you also got a bolt-on slide-rest
(a quarter of an average weekly industrial wage) and for 15/- more an
independent 4-jaw chuck capable of precision if the work was carefully
centred. No other manufacturer
approached the prices of the Adepts. It
is fair to say that these machines did more than any other to put miniature
machining within the grasp of the ordinary man. These little (13” long) cast
iron machines were the archetype “small lathe” for modellers and model
engineers lacking space and money. Fred
Portass soon advertised them correctly as “world renowned”. Examples have been found in Holland, South
Africa, Australia, New Zealand, Canada, and America.
Like
most of the other makers, Fred Portass advertised his products aggressively in
1939, already emphasising "world renowned". Then the War came.
Commercial model production plummetted in 1940, when Fred Portass still
regularly advertised Adept lathes using the familiar plate depicting the
popular Ordinary with a non-screw tailstock.
In June the Ordinary was 24/- with slide-rest and 15/- with just a hand
rest, screw tailstock 6/- extra. The
Super was 35s. 6d. and the 4-jaw chuck 16/-.
In 1941 he less often advertised that Adepts were "Still available
though we regret we cannot give our usual prompt deliveries, owing to the
urgency of Priority Orders for Government Work”.
The
production of metal toys was banned in January 1942. So too, a year later, was the commercial sale of new or second
hand models, either whole or as components.
Unable to buy manufactured items, amateurs were desperate for lathes to
make their own components, but the sale of new machines now required a licence
attesting to their use in war work.
Persons still modelling used discarded or hoarded material, aided by a
weak private trade in used models. The Model Railway News shrank to 14 tiny,
thin pages but the Model Engineer,
its sister publication, fared better because model engineers were sought in
armaments factories. Practitioners like
Edward Beal and L.B.S.C. kept writing, furthering techniques and keeping up
morale.
Model
engineering firms made war supplies such as fuses and aircraft
instruments. So did machine tool makers
whose products were not up to the needs of military establishments or
factories. This probably included the
firm F.W. Portass. By September 1947
the firm was again supplying Adept lathes to the public but advising of a 12
month wait list after placing an order, on account of being “inundated with
orders”. In fact, the Austerity decade
had begun, and materials were in short supply.
Five years of pent-up demand exploded and any lathe seemed worth its
weight in gold. The Adepts, still the
cheapest, sold vigorously.
Unfortunately Fred Portass, made complacent by this surge in demand,
failed to modernise his designs or increase his tiny range of accessories when
a host of competitor lathes began to appear.
Worse, he failed to advertise in the model engineering press until 1950
when new competitors were long advertising aggressively. By then, various new small lathes,
especially the new 1-5/8” Flexispeed and the 1-3/4” Lane (formerly the
'Wizard')[5],
were clearly taking a substantial bite out of the Adept’s market share.

Lane and Flexispeed Adverts, from
the Model Engineer, ca. 1948.
There
were others too, of comparable size, like the gimmicky Grindturn with an
ill-advised extended spindle bearing a large, unprotected grinding wheel beside
the head bearing! At first, the Adept’s
new competition tended to be better-specified or at least more highly-featured,
and more expensive, and so less of a threat to the Adept line.
Grindturn 2” Model ca. 1947. One of the high-specified, more expensive
small lathes.
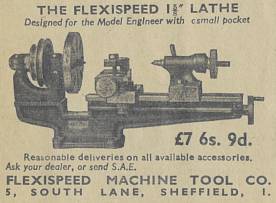
Flexispeed
steadily worked towards market superiority.
In 1947 their 1-5/8” model was adopted by Tyzack as the new Zyto small
lathe. The major distributor Garner
began promoting Flexispeed products on favourable terms, not mentioning Adepts
which they also carried. The year 1950
telegraphed an irreversible decline of the fortunes of the Adept’s maker. The main agent of this decline was Flexispeed
who now moved strategically to occupy the niche held by F.W. Portass.
Flexispeed
took out a half-page advert promoting their Adept-like 1-5/8" models and
budget horizontal bench mill (£20), an item that Fred Portass ought to have
introduced. The Standard Flexispeed
lathe was £7-6s-9d. with back-gearing for £2 extra. Fred Portass did not try to compete with this higher-specified
and costlier machine, evidently feeling secure that established name and
experience as the lowest priced lathe would see them through. Yet Flexispeed had more surprises. They introduced a 'Student' 1-5/8"
lathe for just £4-17s.-6d., almost the same price as the Super Adept. This was the first ever real attempt to
build down to the Super Adept's price, although no one tried to out-beat the
simpler Ordinary Adept. By then it
hardly mattered because buyers expected more and the Ordinary was becoming too
elementary. The Flexispeed Student's
tailstock ran on the bed dovetail, not in a slot, making for more consistent
alignment than the Super Adept. The
larger (1/2” vs. 3/8”) spindle was drilled through and accepted standard 0MT
tooling. Yet no compound top-slide and
spindly bed casting still made the Super Adept more lathe for the money.
By 1953
the Adept’s distributors seldom ever mentioned Adept lathes in their
advertising, possibly prompting Fred Portass to regularly advertise in the ME
using the familiar, archaic engravings.
By 1953
the name and address of Fred Portass' firm had changed to "F.W. Portass
Machine Tools Ltd., Adept Works, 55 Meadow Street, Sheffield 8". The reasons for the apparent relocation are
unknown but a brand makeover was certainly being attempted. Stung by new competition, Fred Portass was
now regularly advertising in the M.E.
He still emphasised "world-renowned", "world
famous", and "full range of accessories" including a new
three-point steady. The expansion to
his accessories list was too little, too late.
Despite competition from, Robblak, Cowells, and other firms, Adept
shapers remained popular and for a while this offset some of the losses in
lathe sales.[6]
Flexispeed
was now in cutthroat competition with F.W. Portass. In 1953 they carried a similar advert for their 1-5/8"
lathe, priced down to £5.17.6. versus £5. 15s. 0d. for the Super Adept. Flexispeed's independent chuck was £1. 17s.
6d. versus £1. 18s. 6., and Flexispeed offered a tailstock die holder (15s.
0d.) which Adept did not. Flexispeed's
steady, at 11s. 6d., was 3s. 6d. more than while the Adept. Fred Portass was losing the lathe price
advantage. What is more, the Flexispeed
had a larger (1/2") hollow mandrel and better alignment due to a tailstock
running on a dovetail bed. The Adept’s
lug-in-groove had a reputation for being a sloppy fit.
This was
the Jurassic of the little, cast-iron lathe.
Only the evolving Flexispeed would survive the impending die-back. As the 1950s progressed, most of the British
makes of traditional modeller's lathes disappeared. Notwithstanding the occasional interesting but not revolutionary feature,
these machines remained grounded in turn-of-the-Century design and
manufacturing technology. In 1954 this
obsolescence became clear when the early Unimat (DB200/SL1000) appeared in the
UK. This had 1.42" centres with
6.75" between centres. The machine-cast
alloy castings were generally superior to the old sand-cast iron type. Best of all, the Unimat looked modern, had a
self-contained motor, and came with numerous accessories such as the elusive
3-jaw scroll chuck. By then the tired
old Adept, with few accessories, called for more patience and machine-shop
acumen than modellers of the day were prepared to accept. They now sought a “universal machine tool”,
and while the Adept assuredly was not, neither were most of the machines which
claimed to be.
Production
of Adept products ceased about 1961.[7] Some dealers a few some in stock for several
more years; in itself a statement about how demand for this type had
plummetted. Improvements kept the
Flexispeed line selling into the 1970s,[8]
but by without doubt the new archetype was the evolving Unimat. Machines such as the Flexispeed and Unimat
did not do the firm F.W. Portass in.
Fred Portass did his own firm in.
When attractive, modernised small machines appeared in the late 4040s
onwards, the Adept slid towards oblivion because its maker failed to modernise
the design. It would have been simple
to offer as extras features like back-gearing, a decent vertical slide
accessory, indexed handwheels, integral motorisation, a larger ½” diameter spindle
drilled through and with a full 0MT taper, or a spindle pulley with index holes
and a locking pin.
Specifications of Adept Lathes
Adepts were produced under basic
conditions which limited the size and complexity of the machines produced. Precision lathe authority Peter Clark
comments on their origins: “Years ago…a friend of mine, told me about visiting
the Adept maker, Fred Portass at his little workshop in Abbeydale Road,
Sheffield. The story was that Portass
started with only two machines. These
were a small capstan lathe of 5/8" capacity and a single-geared lever
operated bench milling machine. The
design of the Adept was supposed to have been governed by the capacity of these
two. Certainly the cast iron used was
beautiful stuff that could well have been necessary for milling on a tiny mill,
using one cut!” Somehow, he found ways
to organise production around basic equipment such that he could produce large
volumes of machines at consistently low cost.
Adepts were the cheapest and most
rudimentary miniature lathes to have seen sustained production.
Adept lathes
have 1-5/8” swing (3-1/4” diameter) over the bed. The gap in the bed admits material 4-1/4” diameter. Six inches between male centres at maximum
tailstock set-back. Spindle and tailstock
barrel are 3/8” mild steel running in cast iron housing without bushings; many
owners bored these out and fitted bronze bushings. Articles on Adept improvements from the M.E. showed how to make
this, and other improvements, with no machines beside the Adept itself.
Cast iron's most striking
characteristic is its high resistance to sliding wear. Few lathes of the time featured pre-stressed
ball or roller bearings. These were
costly in the smaller sizes until the 1950s.
The better large lathes therefore often had replaceable bushings of
bronze or gunmetal, but many gave excellent service with a hardened and
polished steel mandrel running in a lapped iron split-housing. Most, if not all, of the small model-maker's
lathes had an unhardened mild steel spindle running direct in an iron
housing. These were seldom polished or
lapped, and the sometimes the housing was bored without reaming, like the
Adept.
This being said, the longevity of
this arrangement is remarkable if attention was paid to cleanliness and
lubrication. It is nevertheless likely
that an Adept or similar spindle will exhibit significant wear, especially at
the tail housing where an excessively heavy chuck could cause headstock centre
drop. Some owners fitted cycle oil cups
which did much to keep things oiled.
Some fitted fibre shims to stop oil running quickly out of the sawn
housing. Others neglected the oiling,
paid no attention to iron and corundum dust, and responded to heavy wear by
screwing the housings together until they fractured. This is a common fault on small, old lathes.
The Adept’s
spindle nose is threaded an uncommonly small 3/8” BSF. The spindle and tailstock barrel are both
3/8”, so it was a simple matter to fit up some 3/8” steel in the headstock and
turn up special-purpose barrels. Owners
of plain and lever tailstocks were especially apt to do this. Many Ordinary Adept owners had only a plain
tailstock with just a point. They
drilled many a hole by centre-popping the butt end of a drill, holding in a
tap-wrench, and forcing in with brute force by pushing on the hand wheel. Clever owners turned up a female-centred
tailstock barrel.
Tailstock and
mandrel have 0MT-angled tapers but regular 0MT tooling will not fit. This is because, in order to get a socket in
a tiny 3/8” mandrel, Fred Portass extended the small end of 0MT so that his
sockets, while the right inches-per-foot taper for 0MT, have a large diameter
of ¼ inch while the small end of a standard 0MT taper plug is 0.252 inches. This conclusion follows inspecting a dozen
Adepts and a report from someone who visited the works just after the War. The non-conformity prevented Adept owners
from using the wide range of standard 0MT taper tooling carried by tool shops
in the 1930s to 1950s. (Aside: Curse Mr.
Morse for his system of tapers with approx. 1.5° included angle but varying
several thou per foot! God bless Mr.
Jarno and his entire family for inventing a rational taper consistent for all
sizes of socket. A fatwa upon lathe
builders who still cling to the Morse system.)
The Super
Adept was preferred when finances permitted, but the Ordinary version appealed
for reasons beside low price. It was
ideal for workers (e.g. doll-house and pen makers) only interested in
hand-turning against a T-rest. They
needed little extra besides chisels or gravers, a prong centre for wood
turning, and maybe faceplate or drive-plate with carriers and male
centres. When required for metal work,
the T-rest could be unbolted and replaced with an optional slide-rest.

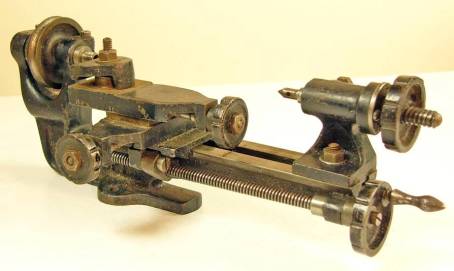
Ordinary Adept ca. 1937 with screw
tailstock. Before restoration by A.
Webster.
The Ordinary
Adept’s slide-rest top slide rotates for taper turning (same item as on the
Super). The lower slide’s base has a
cast iron lug which fits into a 3/8” milled slot machined down the centre of
the bed. All WW (Webster-Witcomb)
pattern watchmakers' lathes have a bolt-on slide-rest, so this idea was hardly
new. Some American WW lathes of the
time (e.g., Mosley, Peerless) had a central slot to guide lugs beneath both
slide-rest and tailstock; the bed was not prismatic form, meaning that there
was no outside surface for guidance as with, say, a Boley WW or a Levin.
The Ordinary
Adept shares with such machines the disadvantage that a bolt-on slide-rest
permits only a limited length of cut to be taken. Many users would find this no limitation at all. On a positive note, All Adepts have a cast
iron English Pattern toolpost. While
lacking the adjustable jackscrew found on, say, the Myford or Flexispeed, it
can clamp a wide range of tools, tool-holders, and work pieces. The Ordinary Adept's extraordinary cheapness
stems from well-executed castings, few parts, and few exacting machining
operations. The headstock was made as
accurately as the Super version, and well-aligned with the ways, elsewhere the
quality control could be lacking.
It seems that
the better castings went into Supers while Ordinaries often got the ones with
roughness, non-critical fissures, or pits.
Parts also seem to have been sent the Ordinary Adept assembly line when
machining revealed a void in the casting.
I have seen an Ordinary Adept with matching, undersized female
tapers. The angle is right but the
holes are not bored deep enough to grip more than the end of a regular Adept
male centre. This strongly suggests
that Ordinary Adepts were sometimes built from parts not good enough for the
posh model. The Ordinary was often
gaily painted, at the request of distributors, in order to camouflage its
deficiencies. I have one in vile cream
with handwheels picked out in green, but others have red highlights. The Supers are sometimes described as
characteristically black stove-enamelled.
In fact the most common colour was dark blue. I have three of that colour.
Do not let
these occasional deficiencies dilute your enthusiasm. Many surviving Ordinary Adepts are quite serviceable for
purposes like turning H0 scale or 4mm scale locomotive fittings. They were not been built for more accuracy
than this. Remember also that S.C.
Pritchard did the experimental work for his PECO products on an Ordinary Adept,
during the War and on his dining room table.As when they were new, fitting and
bodging are called for when greater precision is demanded. One of my Ordinaries arrived with bearings,
spindle, and tailstock barrel as good as a Super Adept that I had extensively
tweaked into top condition.
The more
popular Super Adept features the same compound slide but atop a saddle (or
carriage) which is driven by a full-length leadscrew. The three slides have
adjustable gibs made of press-flattened steel strip. The saddle runs smoothly and accurately on outside-vee'd ways
which do not feature on the Ordinary version.
The saddle is propelled by a left-hand leadscrew whose hand wheel has a
pleasant, properly-waisted handle. The
central slot of the Ordinary Adept remains to guide the tailstock's lug. This is severely prone to wear, but the
solution is simple: File it off and screw on a block of steel that fits nicely
between the ways.
The Super is
a much more useful machine than the Ordinary.
The tool bit can traverse the full length of a six-inch rod held between
centres. The top-slide can be set to cut a taper yet ordinary 90° x-y turning
can still be done by means of the saddle and cross-slide leadscrews. This is handy when making tailstock tooling
like a drill pad. The top-slide can be
removed and an angle plate put in its place for simple drilling, boring, and
slot-milling. With some bodgery the
top-slide can be mounted on the manufacturer’s angle plate, thus making it a
vertical milling attachment. No other
little lathe offered this simple, cheap facility.

Super Adept carriage, showing vee-ways and
top-slide. Collection A. Webster.

Super Adept on test bench after restoration. Collection A. Webster.

Super Adept headstock. Note the light 4-jaw chuck.
Collection A. Webster.
Variations of Adept Lathes
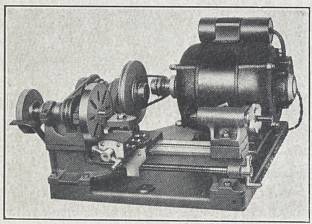
The Adept
lathe may have been sold, or even produced, in the U.S.A. by the Adept Tool Co.
of 2342 Hampton Road, East Cleveland, Ohio.[9] This firm illustrated an Ordinary Adept
lathe fitted with the firm’s own low-speed, backgear replacement system
involving an extended spindle with 6” pulley, driven from a 1” pulley on a line
shaft. An unremarkable looking “Adept
sensitive drill” was also illustrated, but this may have been a product of
Adept Tool Co. rather than F.W. Portass.
The Super is known to have been produced by F.W. Portass in the 1930s,
for the Department store Gamages and maybe for other distributors, with
cosmetic changes to the bed casting but otherwise identical.
Adept Tool Company (Cleveland Ohio) Brochure
Illustration ca. 1930s.
An Australian
version of the Super Adept was sold as the "TNC" after WW2 and
perhaps just before. I have good
reason to believe that this was produced in Australia by Australian lathe
manufacturer Fred Hercus. An Australian
“TNC” brand shaper was also available, and possibly the Adept ordinary lathe
and the rumoured (but never authenticated) Adept horizontal mill. The TNC Super lathe was an exact copy of the
Super Adept except for: (1) a straight (not waisted) carriage leadscrew handle;
(b) “TNC” cast on the base and “British Made” removed; (c) different paint job;
and (d) an improved top slide which greatly simplified taper turning. Fred Portass produced a modified Adept for
the department store Gamages. This was
identical save for cosmetic changes to the bed casting. Other pseudo-Adepts seem to have been
produced.
The design of
Adept lathes changed hardly at all over three decades of production. The pulleys of early specimens have 90°
vee-grooves for the ¼” round leather belting.
This was prone to slippage so later (certainly Post-War) machines had
60° grooves. Most or all of the pre-War
lathes featured an inferior system of securing the slide’s feedscrews. A flat slotted keeper plate, screwed onto
the slide, engaged a groove turned in the knob end of the screw. Eventually the plate wore down and the
groove developed rounded edges. This
caused serious backlash and in bad cases the feedscrew and plate could seize
up. Later lathes had a more expensive
feedscrew, turned from larger diameter stock, with a substantial turned
collar. The plate was no more. Instead, the collar sandwiched the drilled
casting on the inside, with the knob on the outside. Backlash could now be eliminated by altering the knob’s endplay,
then locking with a grubscrew.
Sellers today
often describe Adepts as “watchmaker’s lathes”. Based on this, an unwitting buyer may pay far above what a
well-used specimen of the cheapest lathe ever made is worth. Adepts were far from precision machines, but
some workers especially in the early Austerity years were desperate for any
platform to rebuild, and reconstructed Adepts in impressive machines. The famous model engineering writer and
illustrator Terry Aspin wrote of such a conversion. The machine illustrated below was remade by L.V.P. Clarke into a
collet-holding, screwcutting watchmaking lathe of true precision grade. Bear in mind that little remained of the
original but heavily machined and scraped castings. Adepts were certainly made of good quality iron!
Some
speculate that a screwcutting Adept lathe was produced. I agree with Tony Griffiths that many British
workers were able to adapt standard machines to screwcutting. Indeed, the Model Engineer has articles
on how to do this, including making an Adept-based screwcutting watchmaking
lathe! Ah…Those were desperate days in
the Austerity years after WW2. This
accounts for the rare but diverse screwcutting and draw-in spindle Adepts
occasionally seen today.
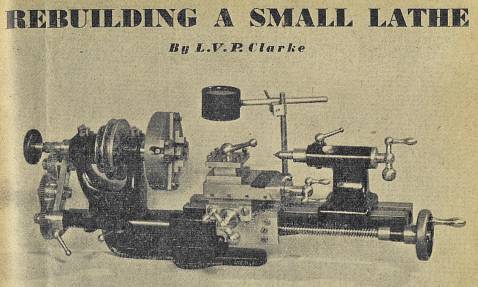
An ultimate makeover. Model Engineer 17 July
1947.
Manufacturer’s Spares and Accessories
The standard
kit for the Ordinary and the Super models comprised a drive chuck, two male
centres, and in the case of the Ordinary, choice of a bolt-on hand-rest or
slide-rest. Spares were available from
the very beginning. These included
mandrel, top-slide, a pair of male centres, and two-step pulley. In the late 1940s the range of accessories
for the Super (besides countershaft and treadle “foot-motor”) was advertised as
(prices in shillings):
4-jaw independent chuck, 2-1/4” 32/-
3-jaw 'dog chuck' 10/6
Large faceplate, 3-1/4” 6/-
Carrier, 3/8” diameter 2/3
Carrier, 5/8” diameter 2/6
Hand rest 4/-
Prong chuck for wood 4/-
Small angle plate, 2-3/8” x 1-3/8” x 1-1/2” 4/-
Drill pad with vee groove 3/6
Set of three turning tools 3/6
Set of six turning tools 7/-
Round leather belting, per foot 6d
The 1963
Bond's catalogue listed three more accessories which seem to comprise the rest
of the small range: drill chuck, 0-1/4”; three-point steady rest; and pair of
female centres. These were probably old
stock since Adepts were out of production.
The drill chuck and steady were introduced late in the line’s
history. There was never a 3-jaw
universal chuck because the maker could not produce one cheap enough. The foul 3-jaw ‘dog chuck’ was borderline
useless and repeatability was impossible; I have a good specimen so don’t tell
me otherwise.
The light,
four-jaw independent chuck was excellent, but the thinly casehardened jaws wore
down in a few years and users complained in the model engineering press. Usually they take a lot of work to put in
good working order including, sometimes, making new jaws from tool steel with
your Adept hand shaper.
Restoring and Using Adepts
Adepts are
very cute miniature versions of the cast iron engine lathe, minus the
back-gearing of course. My own
enthusiasm for Adepts relates to my interest in retro-modelling the North
Eastern Railway in 7mm scale, using only the limited tools and materials
available to a modeller in the UK during the awful post-War Austerity
decade. This is definitely an exercise
in scratchbuilding and self-discipline.
What better suits this mode than the ultra-basic Adept?
Adepts are
not hard to find, and seldom worth much money, but anyone expecting to use an
Adept must do some elementary toolmaking which usually does not require an
extensive workshop. All Adepts now have
at least six decades of wear so do not expect much. Furthermore, the range of accessories was so limited as to be comical,
since these machines dated from a time when their users were prepared to bodge
up their own accessories and tooling. A
rich literature on upgrades and making accessories and tooling can be found in
pages of the Model Engineer for the
1920s, 1930s, 1940s, and 1950s.
When you buy
an old machine, like an Adept, you roll the dice especially if it cannot be
inspected before purchase. You may not
get far if you lack machinery – or friends with machinery - to recondition
certain components such as chuck jaws (almost always badly worn), taper
sockets, and mandrel (spindle) nose. In
fact you may have to build a new mandrel if only because 3/8” BSF headstock
tooling is rare as hens’ teeth. I am
planning to make a couple with ¾” thread to suit Sherline chucks. Many or all of the tapers that may come with
your machine will likely be scored or otherwise deficient. I recommend making a small 0MT toolroom
reamer and making a full set of taper tooling from scratch. Quarter-inch, unhardened, mild steel rod was
what Fred Portass used for his male and female centres. If like me you really get into restoring
small retro lathes, maybe you can justify to your spouse a Myford to
manufacture spindles, cut ACME screws, and many other high accuracy machining
jobs.
Super Adept as received. Lots of work needed. Collection A. Webster.
Final Thoughts
More
photographs and further descriptions of Adepts can be found at Tony Griffith’s
excellent lathe site http://www.lathes.co.uk/adept/index.html
. The Adept and early Portass pages have
been updated recently to reflect correspondence with Tony. Contact Tony if you have any thing to add on
the early history of the Portass firm – He has a special interest and does a
great service by making lathes information available free on the Internet. He is always interested in interesting
photos, historical information, and literature on old small lathes.
My interests
are more focused. Do contact me if you
are an Adept, Baby Portass, or Pools 3” Special enthusiast and want to share
ideas or knowledge. I endeavour to
share what I learn with other enthusiasts, and I am slowly preparing a book on
restoring and using classic small lathes.
© Andrew
Webster, Ottawa
a.webster@sympatico.ca (Type it in – Not a hyperlink)