|
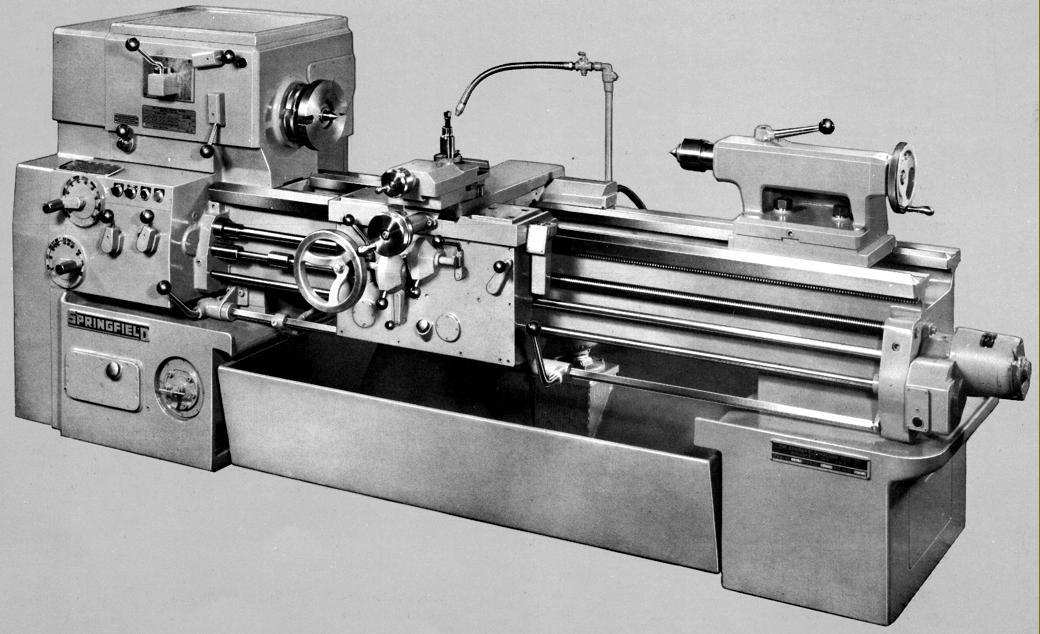
Designed as a conventional but strong and heavy (6745 lb) engine lathe for general-purpose work, the Model 280 was introduced circa 1952/3. Of very modern appearance for the time, its layout followed that of the contemporary Springfield Model S with a very deep bed cross-braced by webs in the form of equilateral triangles and without a (weakening) gap. Two suitably large and heavy cast-iron plinths provided support, with that under the headstock end holding the motor - drive to the headstock input pulley being by five V-belts. Between the plinths was a large slide-out chip tray with, bolted to its rear face, the coolant motor and pump. Running on ball castors, the tray could be slid out for cleaning with snap connectors fitted to the pipes and electrical wiring.
Headstock
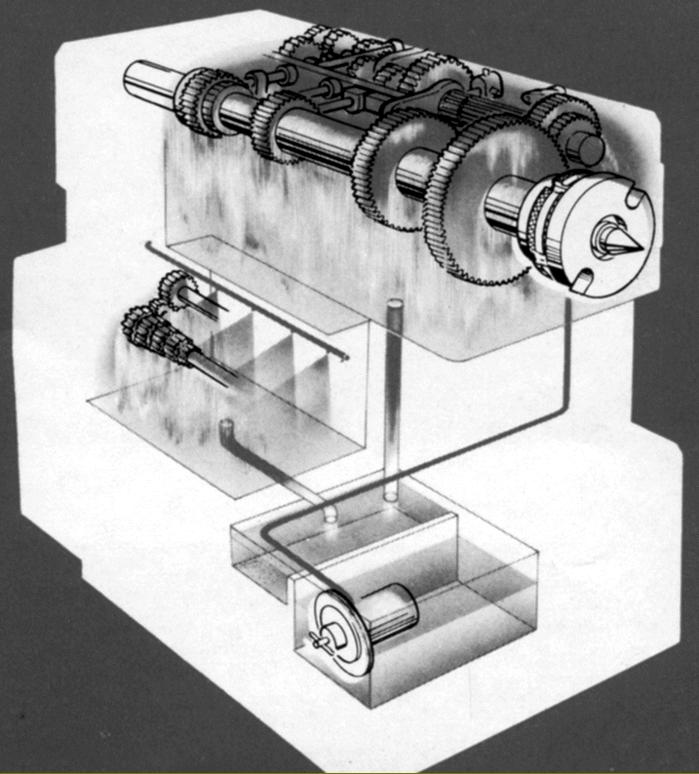
Strongly built, the headstock held hardened and ground gears in a high-quality alloy steel with the 1.75-inch bore spindle (with a No. 4 Morse taper socket and L1-size Long-taper drive nose) running in two Timken high-precision taper roller bearings at the front and a single cylindrical roller bearing at the rear - this commonly-used arrangement allowing the spindle to expand safely as it warmed up. Lubrication was by a mechanical pump that lifted oil from a baffled sump in the plinth below the headstock (where the effect was to cool it down) distributing it in the form of a filtered mist into the headstock interior and as a cascade into the screwcutting and feeds' gearbox.
Sixteen spindle speeds were provided, changed by three headstock-mounted levers, the customer being offered a choice of three ranges, low, standard and high with each driven by an appropriate motor. On a lathe of this size the standard range was the most suitable for general work - this being provided by an 1800 r.p.m. 15 h.p. motor that gave 15 to 1800 r.p.m. - with the other ranges being slow driven from a 10 h.p. motor and speeds from 13 to 670 r.p.m and high, with a 20 h.p. motor offering 20 to 3600 r.p.m.
Screwcutting and power feeds
Fully enclosed with an oil sump in its base and a pump that supplied oil to the bed and cross-slide ways, the screwcutting and power feed's gearbox had all-lever operation (there was no sliding tumbler) and drove a 1.5-inch in diameter leadscrew with a pitch of 4 t.p.i. and held in tension between thrust bearings. The box, which could generate sixty pitches and rates of feeds without changing or demounting any of the changewheels, was fitted as standard with just inch pitches - though an all-metric box and metric leadscrew were options - as was a set of metric translation wheels. The ordinary threading range was from 1 to 60 t.p.i., with the same number of feeds from 0.0037" to 0.2272" per rev. longitudinal. However, it was also possible to specify feeds and pitches arranged from 0.0018" to 0.1136" and 2 to 120 t.p.i. respectively.
Control of the power sliding and surfacing feeds was by individual apron-mounted levers, these being highly effective and of the easily used lift-to-engage clutched type (similar to those employed on several American makes including the monarch 10EE) with, of course, safety interlocks to prevent inadvertent engagement of both. Incorporated within the apron was a multi-disc, oil-immersed clutch that provided a means of reversing the feed direction - on toolroom versions of the lathe the control for this was positioned on the apron but on others headstock mounted, though doubtless the makers would have been swayed by a customer's particular requirements and fitted whatever he desired.
Tailstock
Of conventional design but very heavy construction, the 14.125-inch long set-over tailstock was slid along the bed by hand and locked down by two bolts - that unfortunately required the attention of a loose, self-hiding wrench. Hardened and ground and engraved with ruler markings, 3-inch diameter spindle was moved through its ten inches of travel by an ordinary handwheel - that lacked a micrometer dial..
|
|