 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
E-MAIL Tony@lathes.co.uk
Home Machine Tool Archive Machine-tools for Sale & Wanted
Machine Tool Manuals Machine Tool Catalogues Belts Books Accessories
lathes.co.uk
Seneca Falls "Star" Lathes
- also branded "Handy" and "Crown" -
Seneca Falls Page 2
Page 3 - Very Early Seneca Falls Lathes Seneca Falls "Handy" Lathe
Seneca Falls Restored Lathe Additional Seneca Falls photographs here
Handbooks and Sales Catalogs are available for
some Seneca Falls Models
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Originally builders of wood-working machinery, the Seneca Falls Company were based in New York State. One of the earliest of their lathes to find popularity was the little 3-inch centre height "Gem" of 1889 and a much better specified treadle-driven backgeared and screwcutting model of the same era. The machines were not distinguished by any particular feature, nor did they attempt to market any unusual or out of the ordinary designs - indeed, the company claimed in its literature the modest and achievable aims of "Quality, Economy, Service". Although unexciting in concept they were, nevertheless, honestly constructed from good-quality materials and achieved great popularity both in the USA and abroad, with numerous examples being exported world-wide; it is not an uncommon machine in the UK although most of the examples encountered there have been the smaller ones made just before and after 1900. Various patents were taken out by the company and some of the lathes carried the appropriate numbers cast into their beds; patent dates known (there are others, as yet undocumented) include:
June 30, 1885. August 20, 1889. November 5, 1895. February 25, 1896. April 14 1896. December 22, 1896. December 1, 1908. April 6 and May 18, 1909. January 11, 1910. June 20, 1911. February 4, 1913. February 9, 1915. November 14, 1917. November 19, 1918 and May 11, 1920.
American readers may well come across examples of wood lathes made by Seneca Falls sold under the "Crown" label or, even more rarely, as metal-turning lathes marked "Handy Lathe"; the latter were very short-bed machines usually supplied on cast-iron legs. The Seneca Falls Company made its last conventional lathe in 1947, just before a change to production and other specialised machinery.
From the Factory Brochure circa 1928:
A Word of Introduction
In design and construction "Star" Lathes conform to the highest type of standard engine lathe practice, and for rated capacity are unsurpassed. They have wide range for exacting service and are exceptionally desirable for use in the laboratory, tool room, experimental departments, scientific instrument 'shops, and for light, accurate commercial work generally.
The user of a lathe can get out of it only what the skill, experience and integrity of the makers have put into it - accuracy, precision, long life, etc. Accordingly, we have never tried to "skimp" in building STAR Lathes - believing that the purchaser gets back, many times over, in accurate results, what he pays for in the purchase price for this special care and attention.
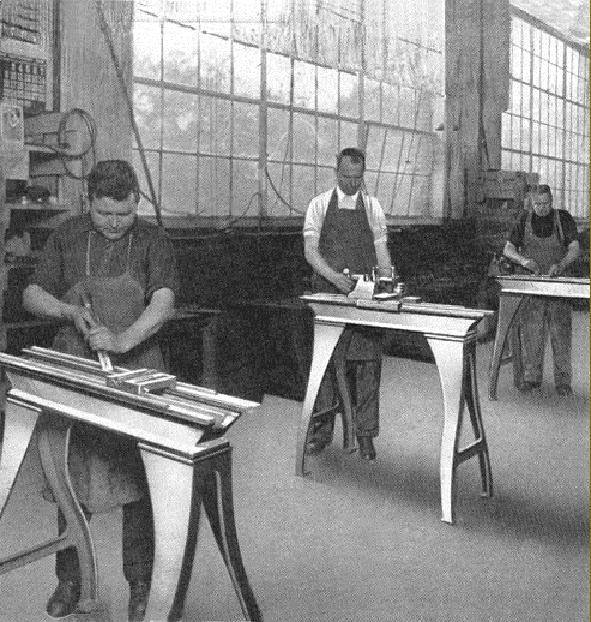
Up to the point of assembling and fitting - being built in quantities with the use of jigs, automatics and other cost-cutting machines - the labor costs of STAR Lathes is little, if any, higher than for other lathes of equal capacity. In assembling and fitting, all bearing surfaces, both rotating and sliding, are carefully scraped to a thorough fit (see opposite page). The workmen who do this have had years of experience and each of them is a skilled mechanic. It is these men who build into STAR Lathes the accuracy and quality which have made them famous the world over for half a century.
It is a coincidence that the extreme care exercised in building Seneca Falls STAR Lathes which gives them their accuracy and makes them the choice of practically all skilled mechanics in laboratories, tool rooms and other places where precision Lathes are required, and small, accurate work is essential, at the same time imparts to the Lathe the stability to stand up and give years of service under extreme manufacturing conditions.
Various special attachments and fixtures add to the scope of work which STAR Lathes can handle to advantage. Our experience of more than forty years, a large thoroughly equipped modern plant and other facilities are at your service.
SENECA FALLS MACHINE COMPANY
|
|
|
|
|
|
|
 |
|
|
|
|
Unlike the "Industrial Estates" of today, with their windowless buildings, the Seneca Falls factory followed contemporary practice and encouraged as much natural light as possible to enter through north facing. ceiling-high windows. The workmen are hand scraping bed ways and fitting saddles and tailstocks.
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
|
|
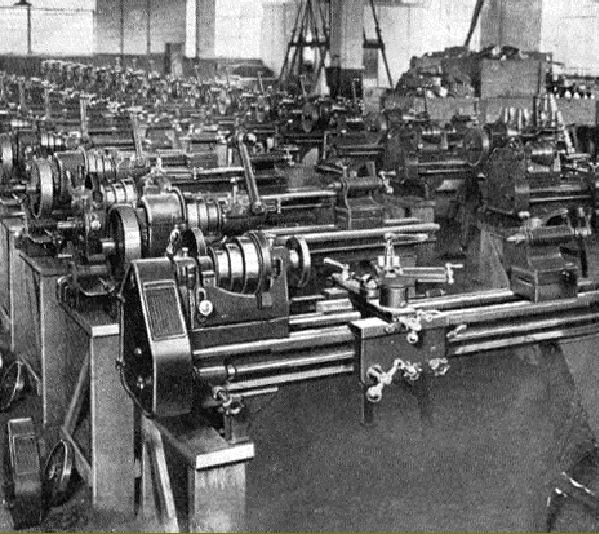
Lathes in the Dispatch Department, circa 1928.
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
A standard Seneca Falls Star 10", 12" and 14" lathe of the mid 1920s with screwcutting by changewheels and power cross feed.
This range of smaller lathes was available for bench mounting or on floor legs with and without a chip tray -whilst and the 10" and 12" lathes could also be supplied fitted with a treadle drive.
Of 60-65 carbon crucible steel and finish ground (but not hardened), the headstock spindle ran directly in the cast iron of the headstock with oil-thrower rings to splash the lubricant around. This apparently crude system (also used by South Bend on many of their models) works extremely well and gives an astonishingly long life, the free graphite in the cast iron providing lubrication even when oil is lacking. Some, if not all spindles, were fitted with a spigot behind the thread to more securely locate the fittings screwed on to it - by no means a common precaution at the time.
Able to be engaged without having to use a spanner, the backgear assembly and the large cone-drive pulley were both finish turned on the inside and correctly balanced for smooth running at higher speeds.
Running on a bed with the usual American-type V and flat ways, the saddle was fitted with keeper plates (or "gibs") at both front and rear. The cross-slide was fitted with an adjustable stop and its screw fully covered and fitted with a rather small, but zeroing, micrometer dial.
While many makers of even quite large lathes were content to fit a tumble-reverse mechanism driven from a gear on the end of the headstock spindle, and to run the reversing gear train on pins having support on one side only, Star positioned the reversing drive to the leadscrew underneath the left-hand end of the headstock spindle, allowing a slightly more rigid assembly to be created. The appearance of the round-headed tumble-reverse control lever and its slot were surprisingly like that fitted to the English Drummond lathe.
Rounded covers guarded the changewheels with the cover doubling - by the use of pegs on the inside face - to hold spare gears neatly in place. The changewheels were fitted with "retained" split-spring washers which enabled the gears to be slipped on and off quickly when changing the screwcutting ratio.
Slotted so that it could also act as a power shaft, the leadscrew passed through a bronze worm carried on the inner face of the apron - a key drive providing both a slow rate of sliding feeds as well as a power cross feed. The selection and clutch engagement of feeds was controlled by independent "star" shaped handwheels on the apron's front face.
Like a South Bend, all small screws, nuts and other components, which might be bruised in the course of routine maintenance were case hardened to protect their appearance.
Standard equipment consisted of both large and small faceplates, two centres, fixed and travelling steadies, changewheels for screwcutting, a drop-forged tool-post wrench and a countershaft assembly.
If you are restoring one of these lathes you might like to know that they were finished with: " …five coats of filler and oil-proof paint leaving a smooth, easily cleaned surface."..
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
14" Seneca Falls lathe with screwcutting gearbox.
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
The gap-bed lathes were fitted with a cross slide positioned well to the left of the saddle centre line.
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
14-inch lathe with screwcutting gearbox and a deep, detachable gap piece in the bed.
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
The star-shaped knob to the right of the apron selected power sliding or surfacing - whilst that nearer to the middle was used to engage and then tighten the simple friction clutch that drove the feed.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
 |
|
|
|
Seneca Falls "Gem" lathe of 1889
"Gem" used by various manufactures for their models including, in the late 1800s, the Fitchburg Machine Works of Fitchburg, Massachusetts and more recently an English company for their round-bed lathe manufactured during the 1970s - but Seneca Falls may well have been the first, their little plain-turning Gem lathe first appearing in publicity sheets during 1889.
The lathe was intended as a simple, plain turning machine with a 3-inch centre height and a capacity between centres of 18 inches. The 5/16"-bore headstock spindle ran in adjustable bronze bearings and carried just a 2-step, flat pulley for inch-wide belt that could be driven by either a wall or ceiling-mounted countershaft or, at no extra cost, from the maker's unusual, and very ornamental, double-treadle foot-power stand with overhung flywheel. The treadle mechanism, which featured two independent and individually-adjustable pedals, could be operated either standing up, in which case just one pedal was used or, if more power was required, by sitting down and operating both; the mechanism was also used for some years on the company's larger lathes.
Supplied as standard with the lathe were two T rests and their bed-mount sockets, point, cup and spur centres for metal and wood turning - and a leather driving belt. Seneca Falls went on to use the "Gem" name on a range of larger machines, though they were also sometimes entered in catalogs as "Speed" models, a term usually reserved today (in the USA) for a simple headstock and hand T-rest or compound slide assembly used for polishing and very simple turning..
|
|
|
|
|
|
|
 |
|
|
|
|
Circa 1920 Seneca Falls 12, 14 and 16-inch geared-head lathe with screwcutting gearbox and apron-mounted control of carriage feed.
By the early 1920s Seneca Falls had introduced a line of geared-head lathes in 12, 14 and 16-inch sizes with a single, external flat-belt pulley to accept the drive - which could be from either a remote countershaft system, or from a single-speed AC or variable-speed DC motor mounted directly on top of the headstock.
The company claimed that the gears, instead the slower set of the eight speeds (the range went from 4 to 450 rpm) were engaged by two levers, operating a total of five "positive" clutches (presumably of a dog type) which must have locked each gear to its shaft when engaged. The high speed range was engaged by a separate friction clutch acting directly on the spindle.
The rest of the lathe (with the exception of the carriage stop, start and reverse control that was by an apron-mounted lever) was identical to other Seneca Falls lathes of the same size.
If any reader has one of these unusual machines, the author would be pleased to hear from you.
|
|
|
|
|
|
|
|
|
|
 |
|
 |
|
|
|
|
|
|
Headstock-mounted variable-speed DC motor
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Left: if you are going to run a flat belt from a motor pulley, it helps to have it wrapped around at least half the circumference …..
Older electric motors tended to be enormously large and heavy for their rating - heat build up was a real problem and, because the insulating materials of the time could not cope, some way of limiting the temperature rise and dissipating the waste energy was needed. The answer lay, partially, in making the motor large - so improving the ratio between volume and surface area.
The result for Seneca Falls was the need to built a massive platform on the back of the stand and support it with two substantial cast-iron floor brackets - and all for a 1.5 HP motor.
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
The Seneca Falls integral countershaft and clutch unit was a well-engineered attempt to bring the benefits of a stand-alone machine to an existing design. Later machines, as below, used a similar system, but with a floor support and a jockey pulley to tension the motor-to-countershaft belt.
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
The 10" and 12" Seneca Falls Star lathes were available on "walking-motion" treadle stands …. ideal for winter evenings in New England - but not summers in Florida. The design was probably first used on a Seneca Falls lathe (it was not their invention) when the "Gem" model was introduced.
|
|
|
|
|
|
|
|
|
|
|
|
Seneca Falls Continued on Page 2
Page 3 - Very Early Seneca Falls Lathes Seneca Falls "Handy" Lathe
Seneca Falls Restored Lathe Additional Seneca Falls photographs here
Handbooks and Sales Catalogs are available for
some Seneca Falls Models
lathes.co.uk
Seneca Falls "Star" Lathes
- also branded "Handy" and "Crown" -
E-MAIL Tony@lathes.co.uk
Home Machine Tool Archive Machine-tools for Sale & Wanted
Machine Tool Manuals Machine Tool Catalogues Belts
Books Accessories
|
|