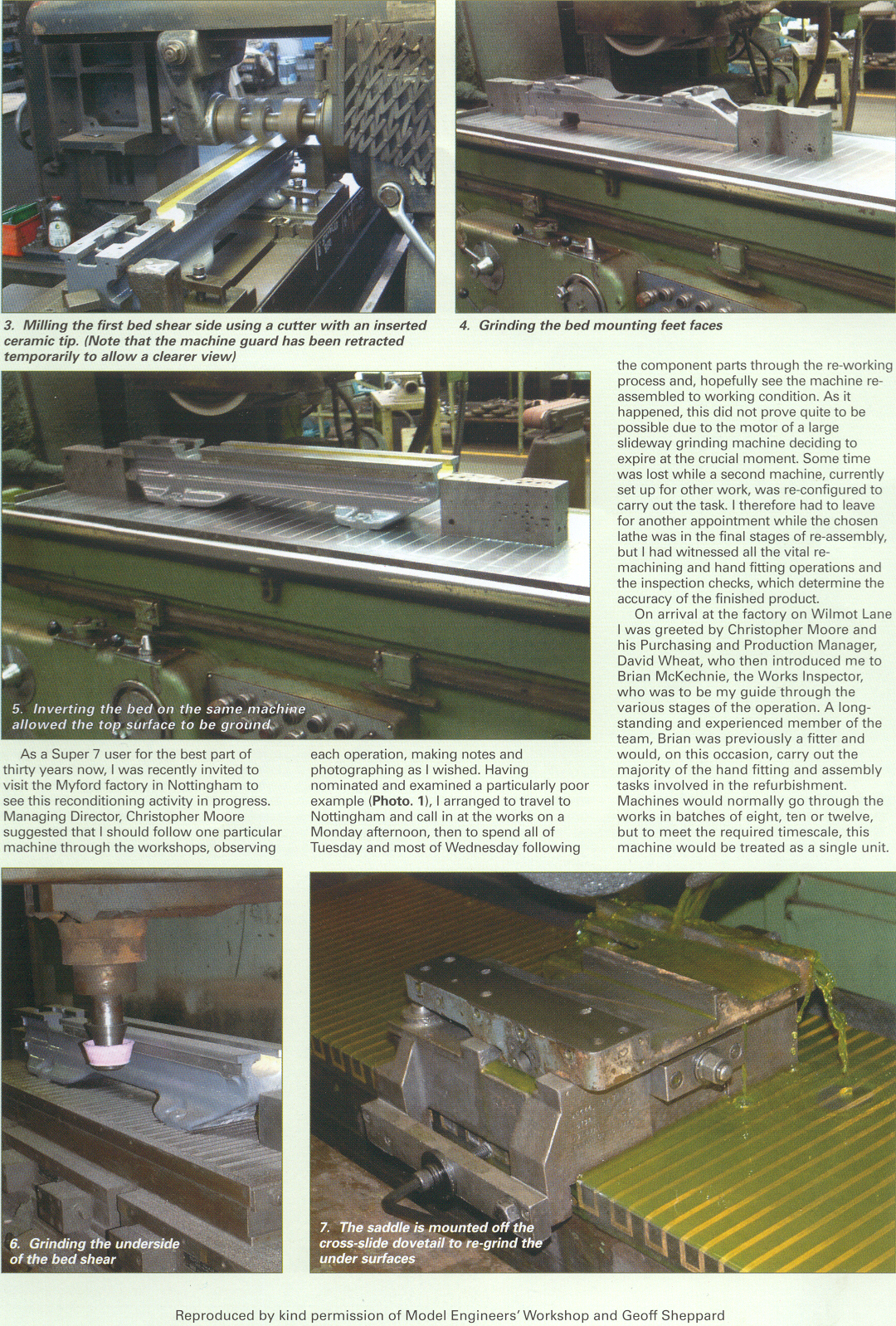
Bed Grinding & Restoration
After using K81121 for 6 months or so it was time to get serious about rebuilding it. Prior to my ownership it was a working lathe in a Toolroom and had certainly been well used, and probably a bit abused in some areas. The lathe bed was one area where the wear from long use was evident.
As is usual in these cases, adjusting the saddle gibs for a smooth traverse near the chuck means that it tightens up considerably further back along the bed, as most work (and hence most wear to the bed) takes place nearer the chuck. Mine was tight from about 8"-10" back from the front gap.
Measuring both the width and height of the shears showed that the bed thickness had worn between 0.001" at best to 0.008" at worst (from 0.500" nominal). The shear widths were less severely worn with 0.0025" off the front shear and 0.001" off the back. Not too bad for a 38yr old machine.
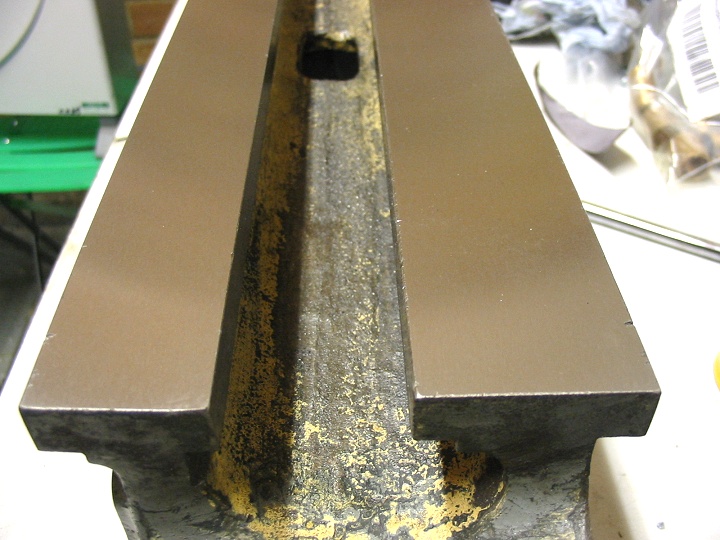
However that wasn't the worst of it, as debris and lack of prior lubrication had left the bed quite scored near the front edge. As with the 'Arrival' pictures it's not quite as bad as it looks, and although there were a lot of score marks they were only a few thou' deep. This is how they looked.
Time for a Re-Grind.


Myford offer a Bed re-grinding service to owners of tired and worn Myford Lathes at quite a reasonable cost of around £170, plus carriage both ways of course. The service comprises bed regrinding, including feet and top surface of bed, grind under the shears,and then they individually fine-mill the four vertical shears. The wear must be below 0.010" maximum from the nominal 0.500" though, otherwise they recommend extra work to grind and re-fit the saddle, or even a new saddle in extreme cases. Luckily mine wasn't that bad, despite appearances
My Saddle needed work for other reasons, but this was something that I could do rather than paying Myford an extra £200-£300. That will be covered in the next pages.
I had a business trip coming up that went past Nottingham, so the lathe was stripped down and the bed degreased, and I delivered it to Myford a week before the first of the 4 quarterly grinding runs they do each year.
Heres a link to a scan of the Myford Process from Model Engineers Workshop
{kind=link}
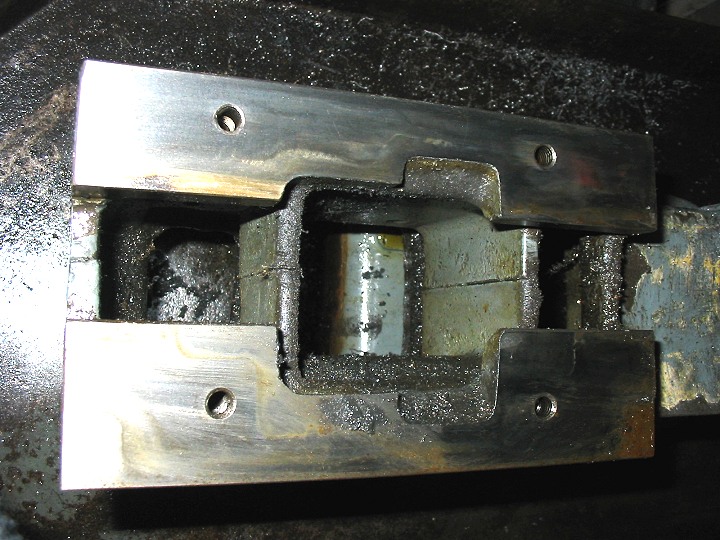
After a wait of nearly 6 weeks rather than the 21 days Myford quote, the bed was ready for collection, so another trip from Suffolk up to Nottingham was arranged and the reground bed was collected.
Here's how it looked.

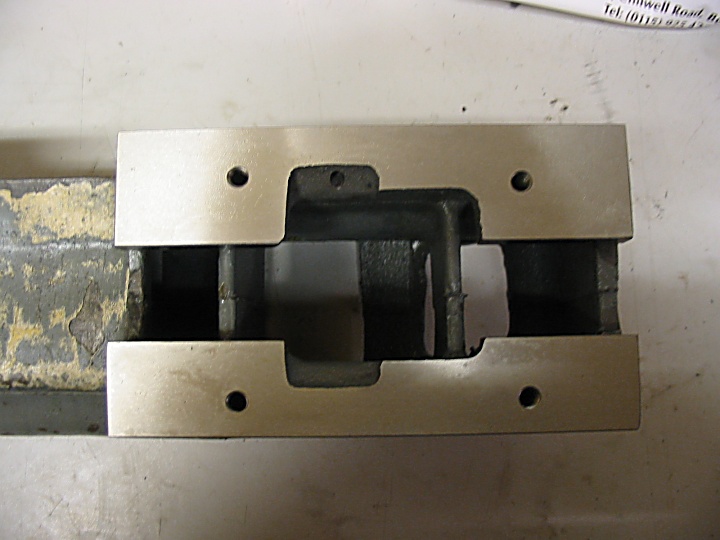
The edges that were previously nicked from clumsy use need to be chamfered back and smoothed over, as the finish left from grinding the top and bottom and milling the sides has left the edges razor-sharp. Apart from that I'm very pleased with it, and I can't even measure a tenth of a thou' difference anywhere along either shear.
Incidentally, the area under the headstock was obviously not worn at all but this is still ground back in the same operation of course to maintain alignment. Following are before and after pictures from that area.




I hadn't been idle during the 6 weeks the Bed had been away, and spent my spare time degreasing, cleaning, and sanding other parts in preparation for painting, as well as making some new parts and repairing others. Now the bed was back I wanted to get that prepped and painted too, so that I could build it back up from the ground.
From a photo-chronological point of view it makes sense to show the painting first and then other parts later.