|
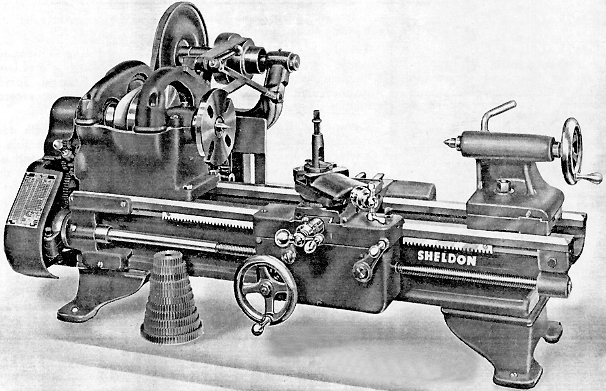
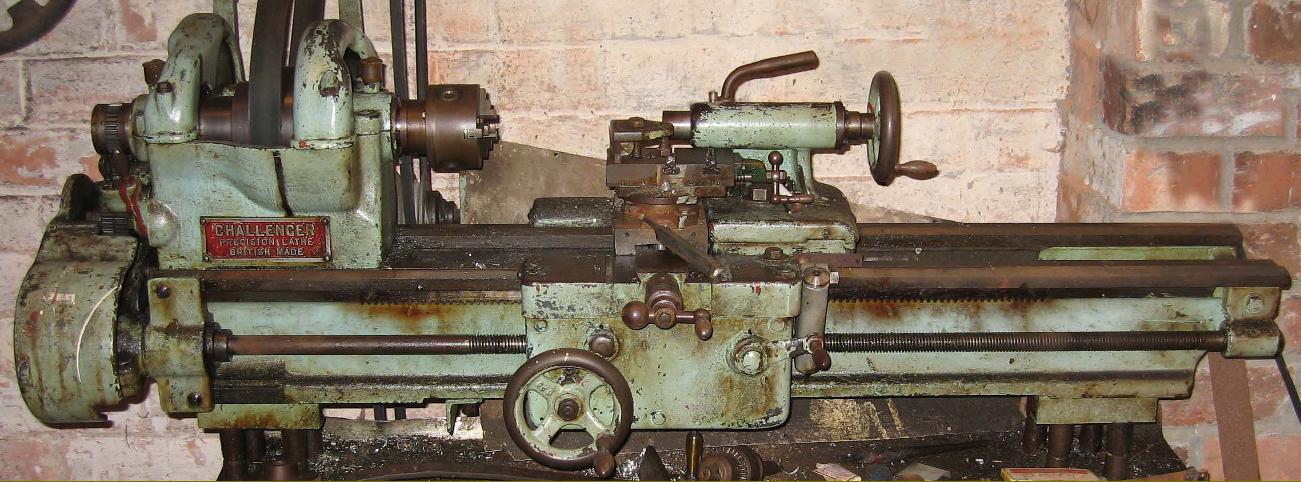
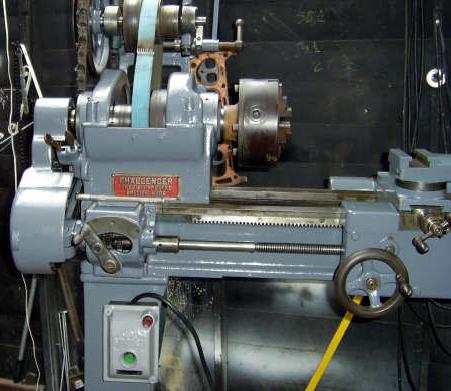
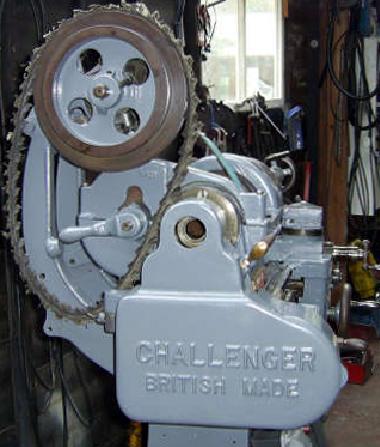
Although advertised as "A British Product Throughout", this was no British-designed lathe England lathe but an American Sheldon as sold by that company during the 1930s and very early 1940s. With a 5-inch centre height and 24 inches between centres, the lathe was of simple design and construction and sold at first as one basic model that could be supplied in a variety of specifications for either bench, leg or underdrive-stand mounting. If the lathe was built in the United Kingdom must be open to doubt for the various "Challenger" badges were either screwed on or cast into an easily-changed part. such as the changewheel cover. Of course, like those wallets that used to be sold with a separate tab proclaiming "Real Leather", the tab was leather, but not the wallet - hence the cover was made in Britain, but not the rest of the lathe. Naughty… Sheldon lathes of this period went through many small development changes and it's unusual to find even two of the same specification - let alone identical in detail.
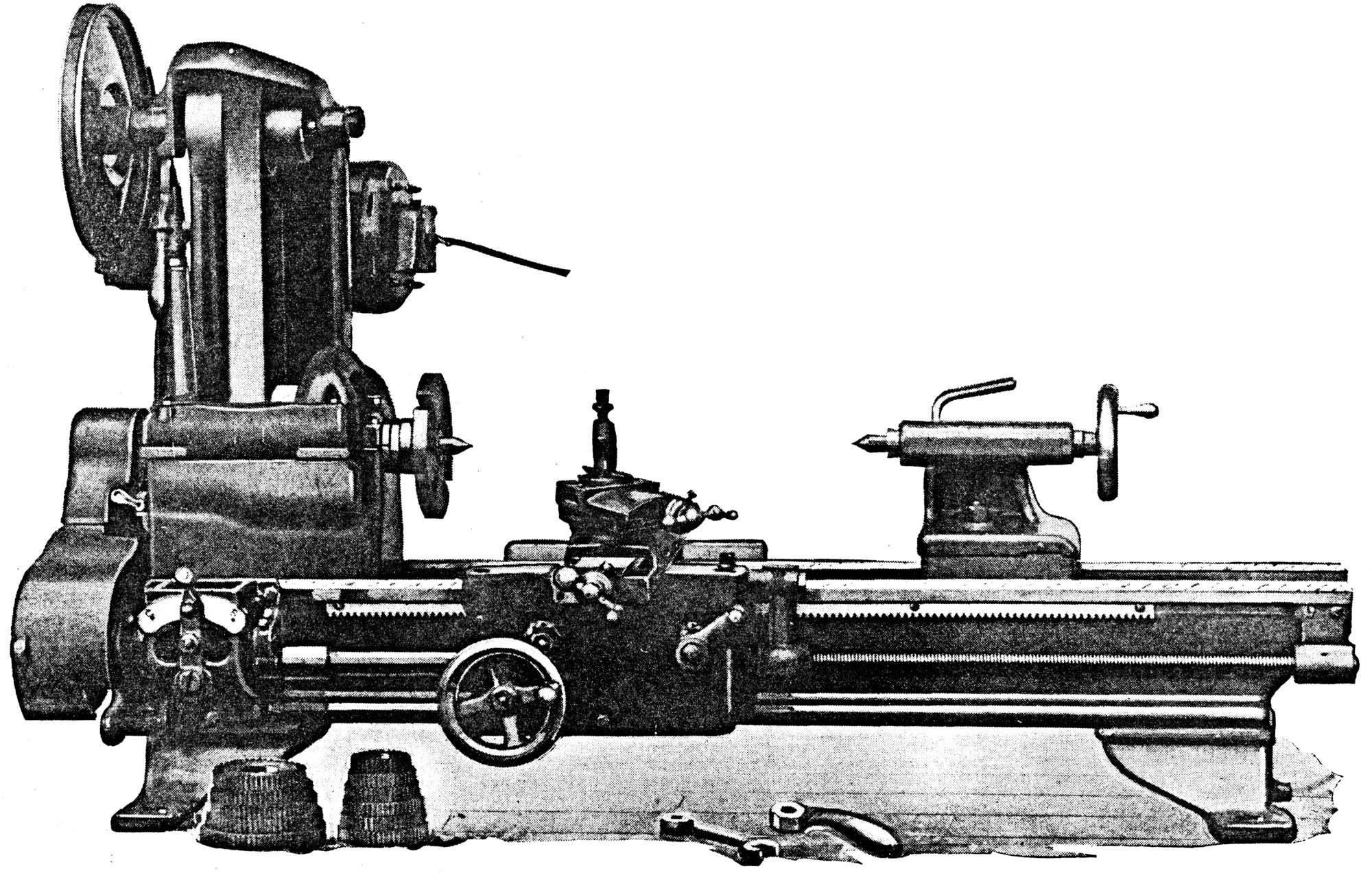
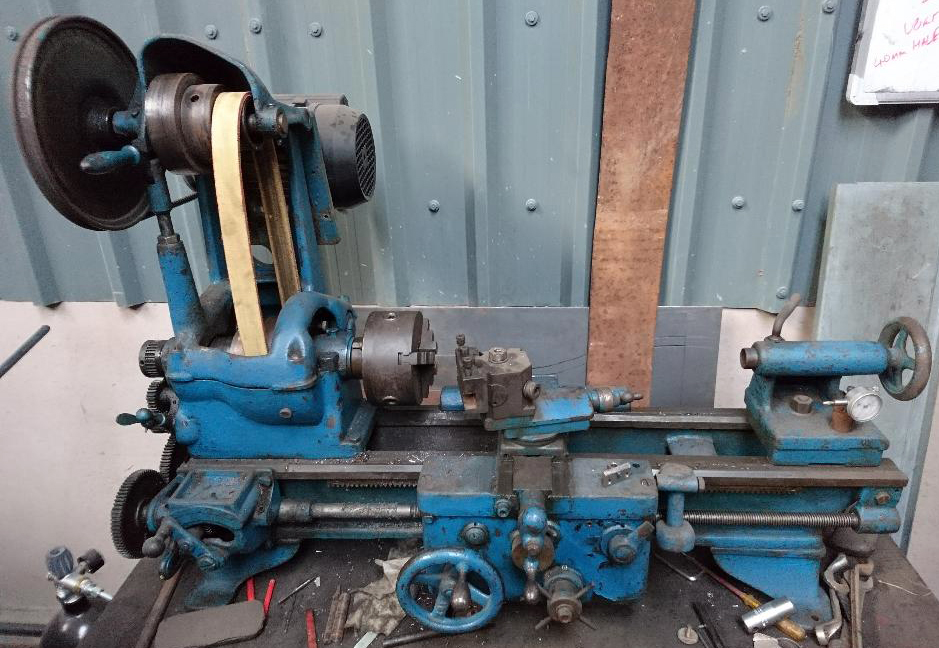
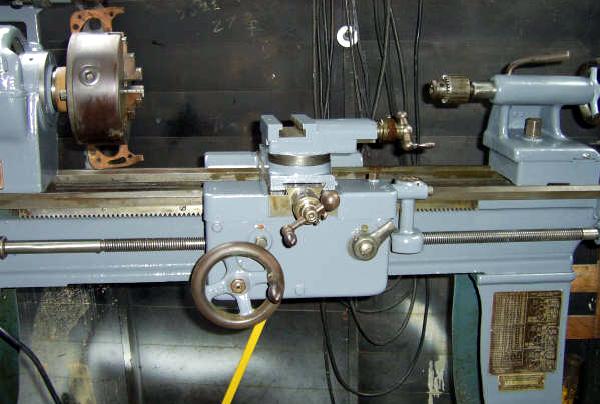
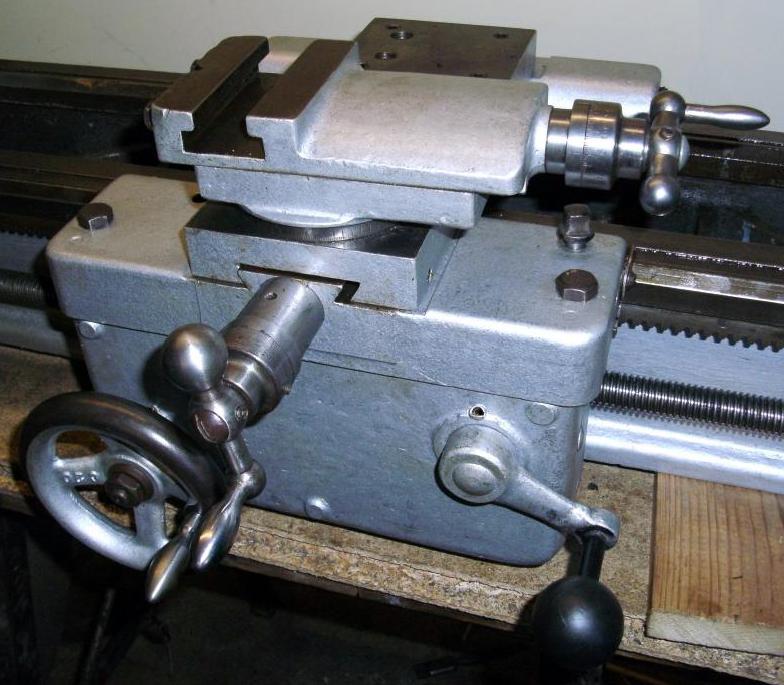
Braced by V-shaped webs with ways of "two-Vs and 2-flat" the bed of the Challenger had separate guides for the carriage and No. 2 Morse taper tailstock. The 10-inch long carriage carried felt wipers at each corner and because it was arranged to run past the headstock - and the bed lacked a gap - was able to mount its cross slide centrally so ensuring that the latter was always well supported when working right up against a chuck or faceplate. However, the cross slide was of the short type that tended to wear just the central section of its ways - though a heavy cast-iron cover was provided at the rear to protect the cross-feed screw. Both the top and cross slide were fitted with simple screw-adjusted gib strips and (as usual for the era) rather small micrometer dials. The apron was single-sided and available as either a plain unit, with just leadscrew clasp nuts to provide both screwcutting and longitudinal feeds, or a power-feed unit - in which case the Acme-thread leadscrew was slotted to drive a worm-and-wheel arrangement within the apron to give both sliding and surfacing feeds that operated through a friction clutch. A thread dial indicator was fitted as standard.
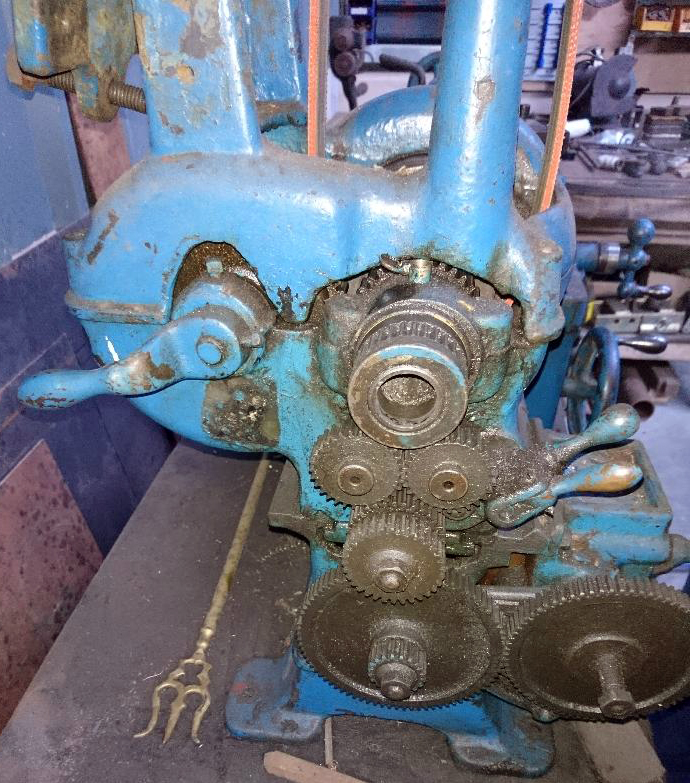
Running in either hand-scraped bronze bearings or taper roller races (the latter a feature found only on late-model examples) the headstock spindle was manufactured from 45 ton tensile steel and bored through to clear a 1-inch diameter bar. The threaded spindle nose was fitted with a reducing sleeve to accept a No. 2 Morse taper centre while the covered backgear assembly was of convention pattern with the rear gears mounted on an eccentric spindle. Unfortunately the backgears, like the changewheels, were "as cast" and unmachined which meant that, although they were cheap to produce (and perfectly effective in use) they could not withstand shock loadings as many owners must have found to their cost (engaging backgear to lock the spindle for chuck removal usually resulted in removing a number of teeth instead). The 6 spindle speeds spanned 45 to 660 r.p.m. with a recommended countershaft speed of 350 r.p.m.
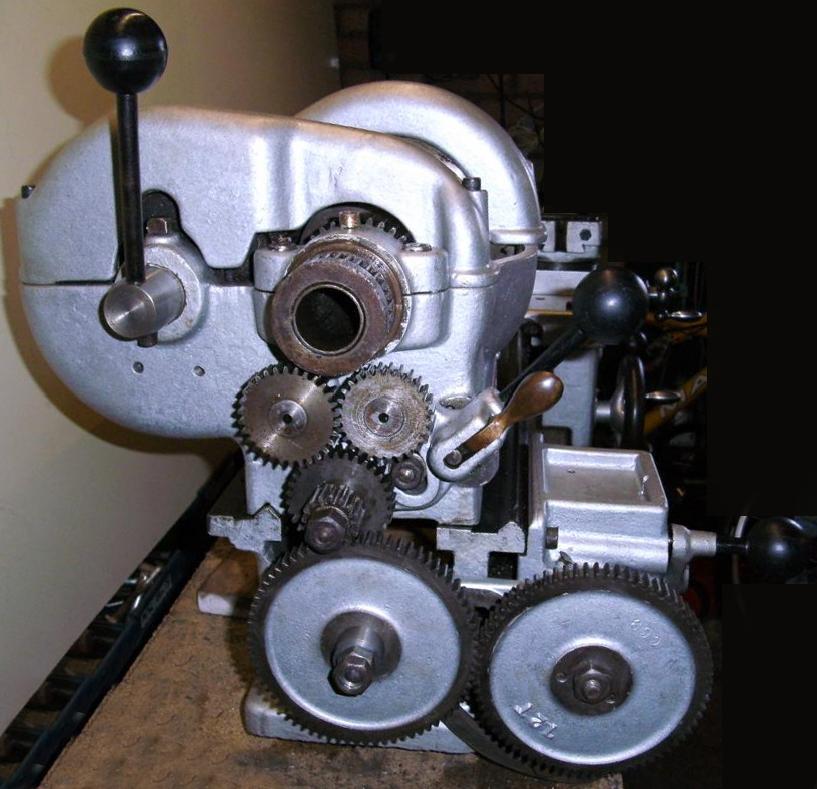
A tumble-reverse mechanism was fitted to the changewheel drive to enable the spindle to run free, or to cut right-or left-hand threads; the gears on this unit were of steel and, mindful of the stresses they might meet (and unlike the cast changewheels in the rest of the drive) machine cut. The set of changewheels was sufficient in number to generate both English and metric pitches, although (as far as is known) the gearbox model was not offered with a metric-conversion set.
When sold for bench mounting the makers provided the option of a flat-belt countershaft drive unit, for wall or ceiling mounting - while at extra cost a pair of simple cast iron legs could be provided. A rather better arrangement, though it made the lathe very top-heavy, was the "high-type" countershaft, this being built onto the back of the bed and arranged so that the flat drive belt descended vertically to the spindle. The most sophisticated version was mounted on a stand with a large and heavy cast-iron under-headstock cabinet that held an enclosed motor-drive system.
The specification could be varied as follows:
Bench machine with countershaft - Type A
Norton gearbox - Type N
3-Speed gearbox - Type G
Power cross feed and countershaft - Type C
Legs for floor mounting - Type L
Motor-drive cabinet leg - Type M
Motor-drive overhead unit - Type H (this was not illustrated in the catalogues).
When delivered the lathe was supplied with a driving plate, changewheels, 2 Morse centres, a Morse adapter sleeve for the headstock, screwcutting charts and one spanner and a "key". The bench machine weighed 3.5 cwt (392 lbs) and the heaviest underdrive model 6 cwt. (672 lbs)..
|
|