|
|
||
|
|
|
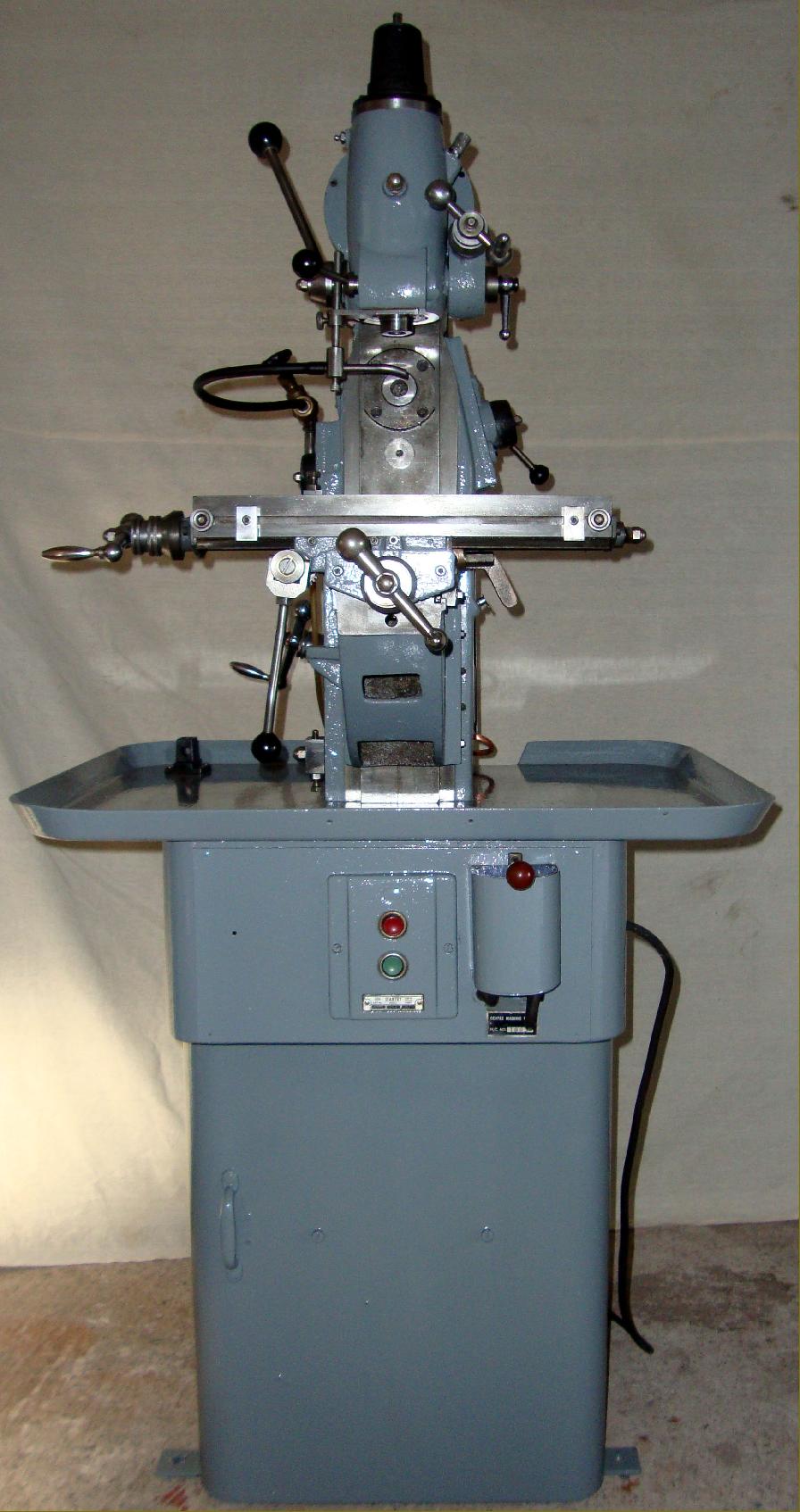
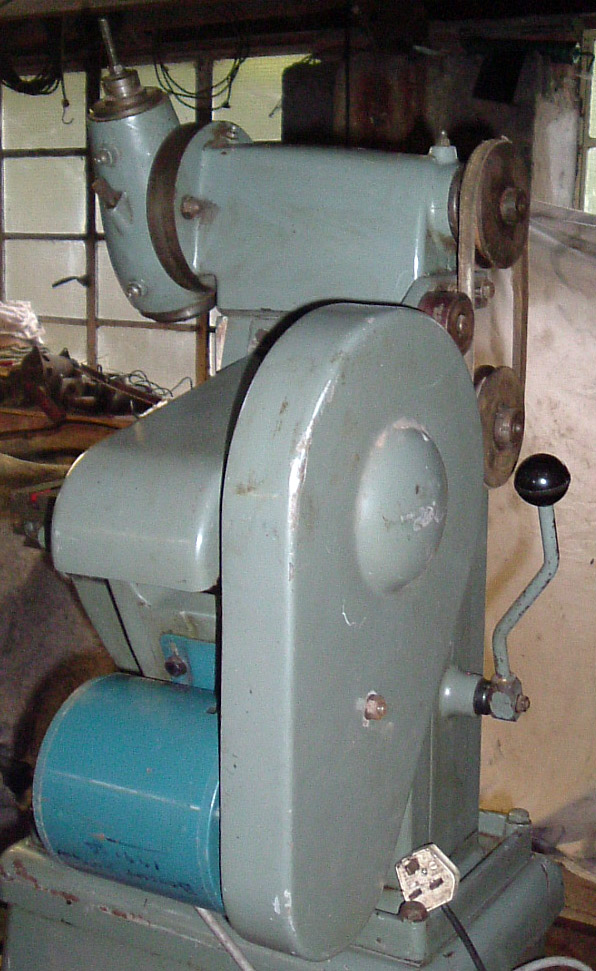
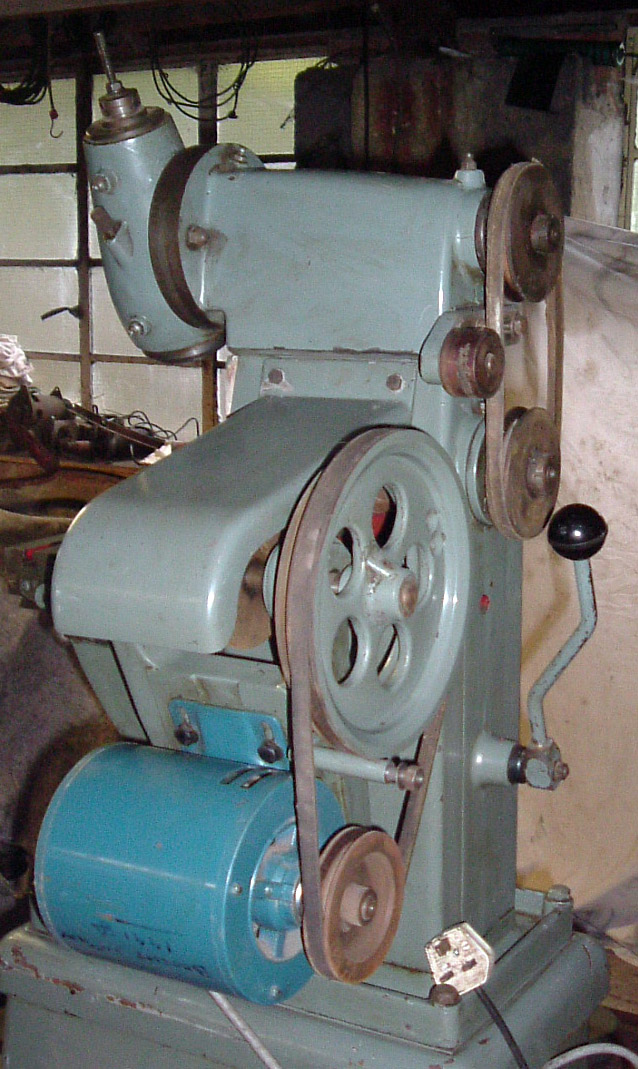
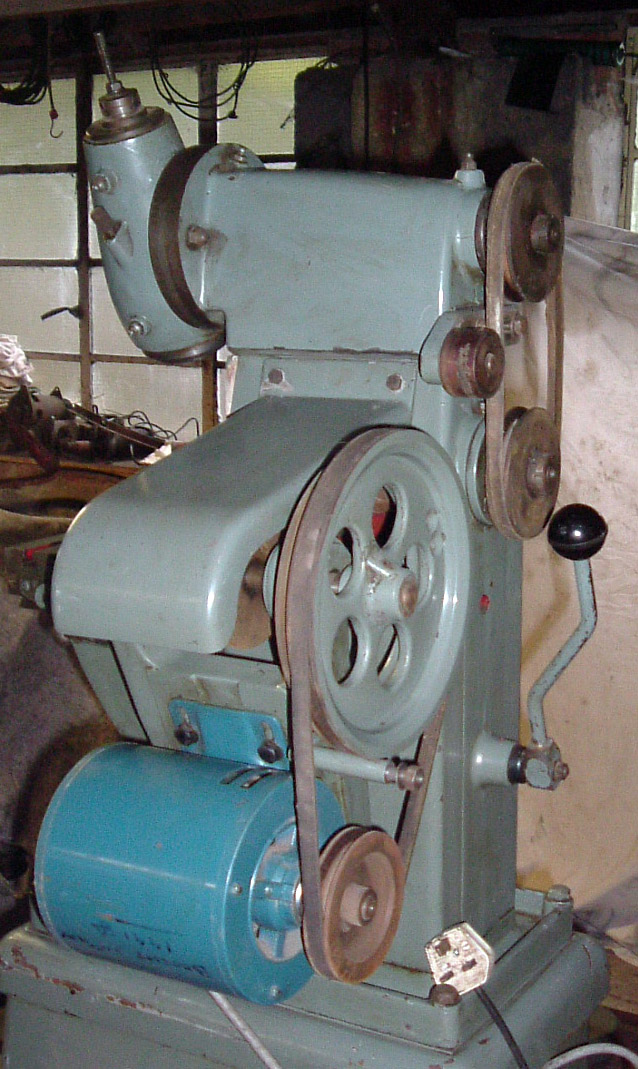
This particular Centec 2 was badged for sale as a "Granville", a small-scale manufacturer of model-engineering lathes based in Sutton-in-Ashfield, Nottinghamshire. The lever on the back of the main column was used to ratchet up the knee; once lifted a stop screw was adjusted (up or down) and the knee lowered to its new setting. |